
一种加热炉及实现该加热炉加热均匀性的方法.pdf

又珊****ck

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加热炉及实现该加热炉加热均匀性的方法.pdf
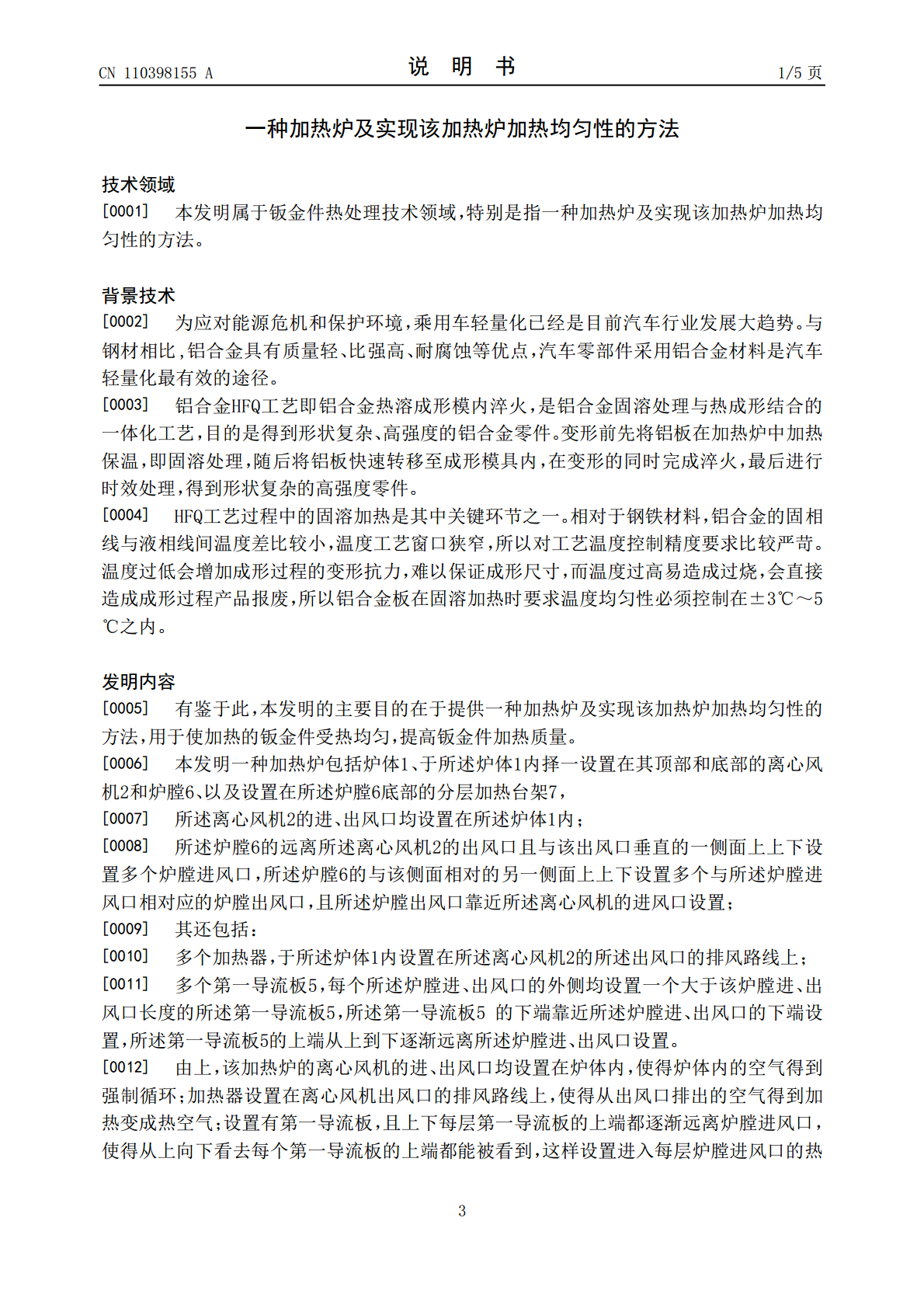
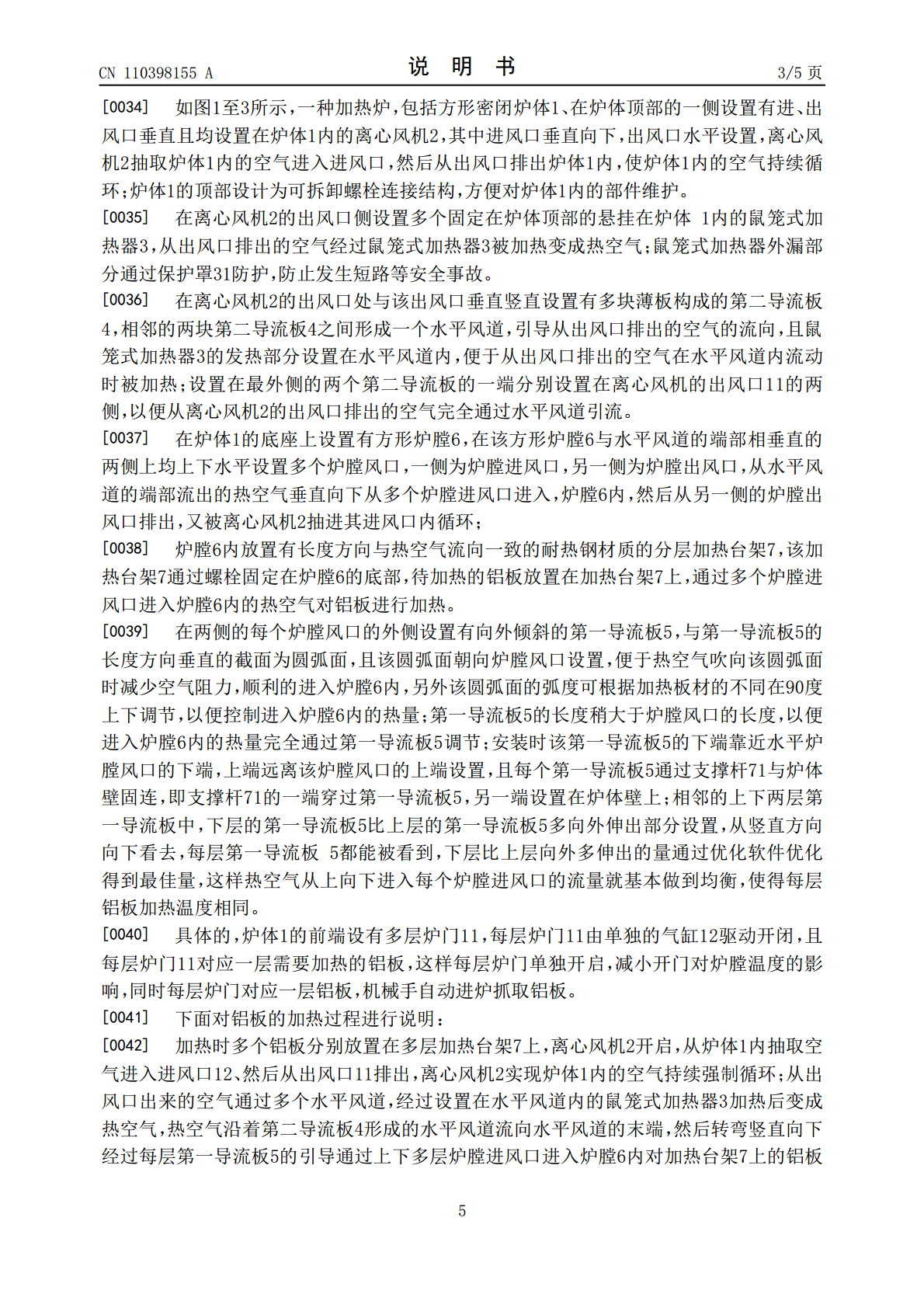
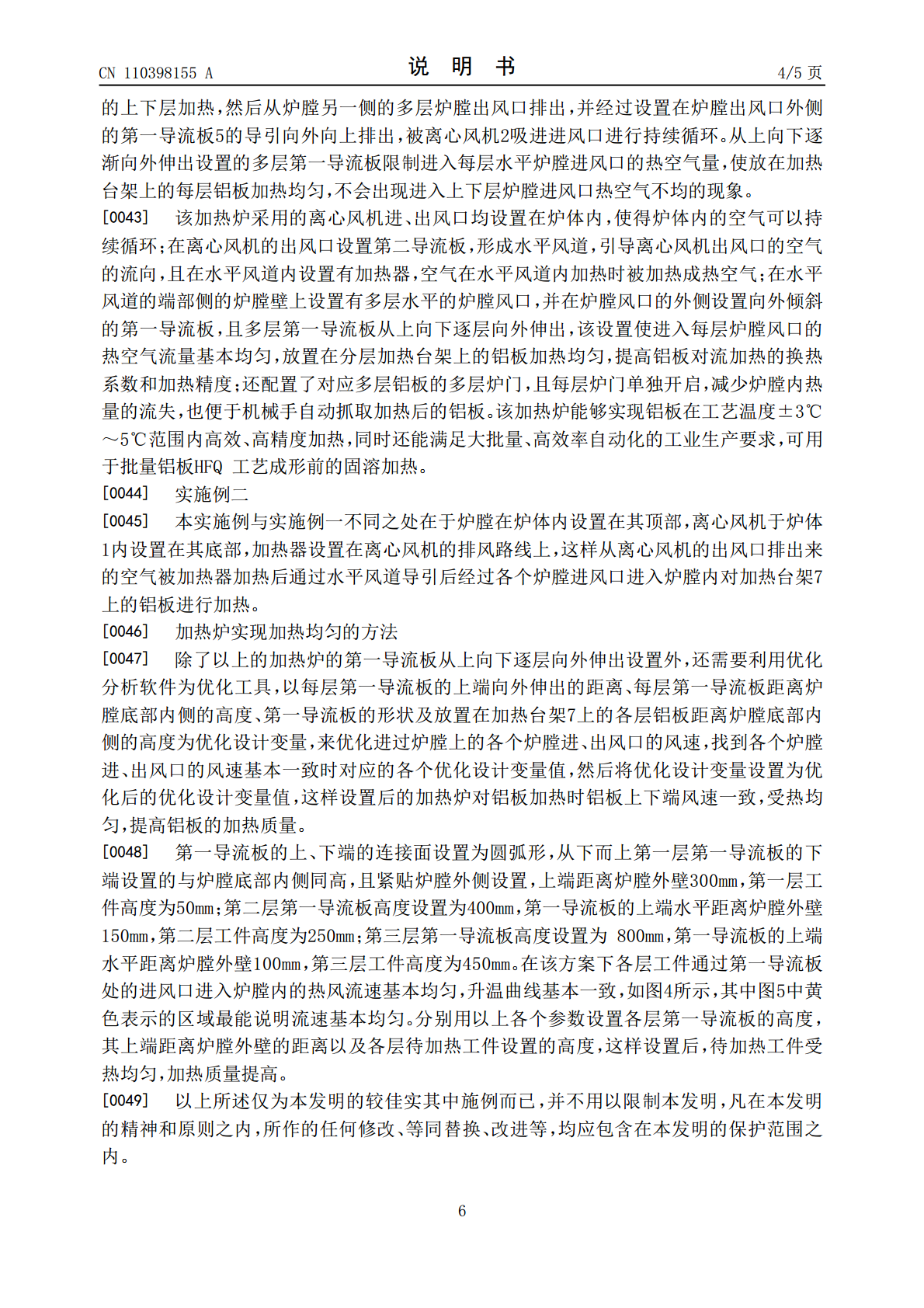
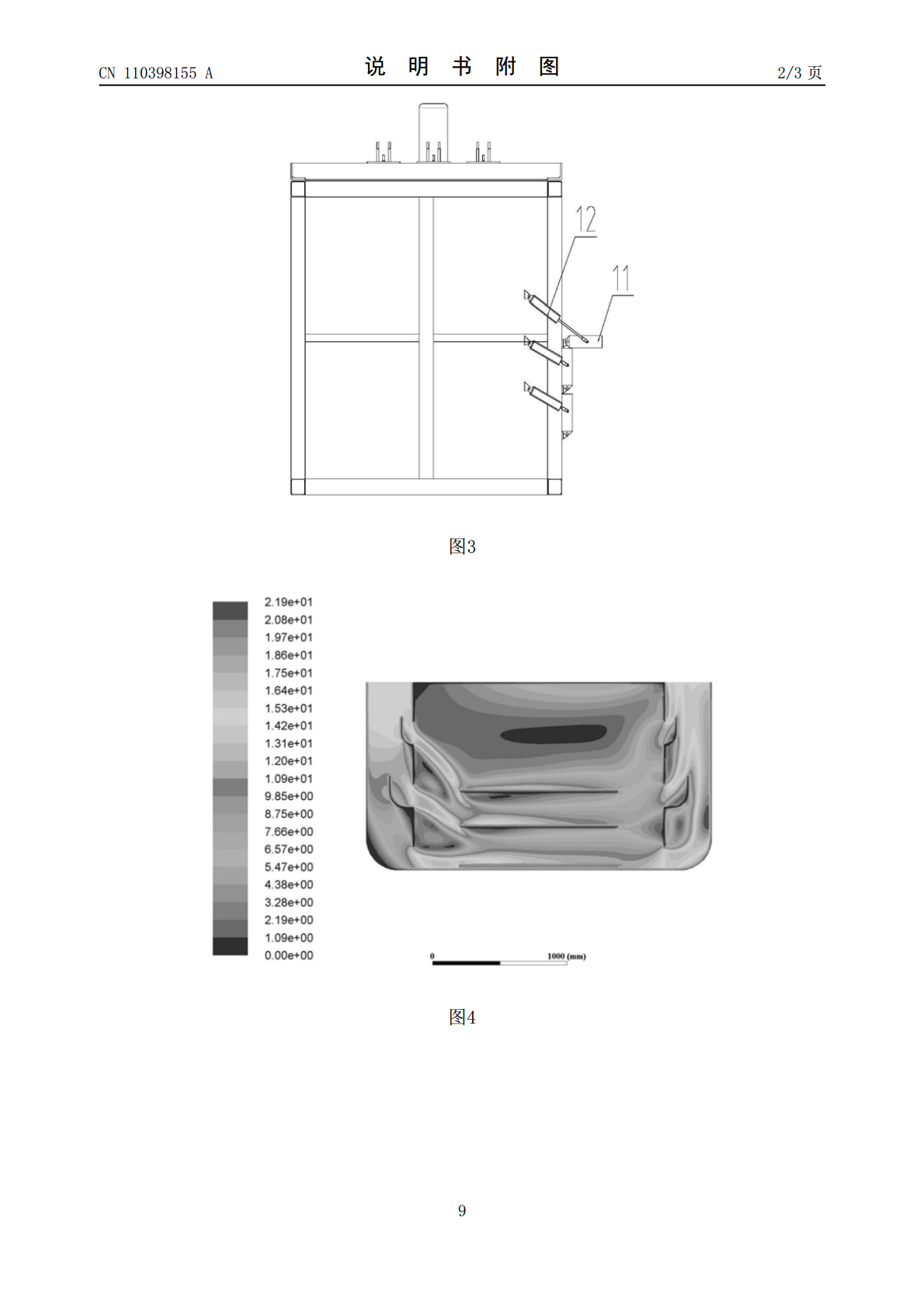
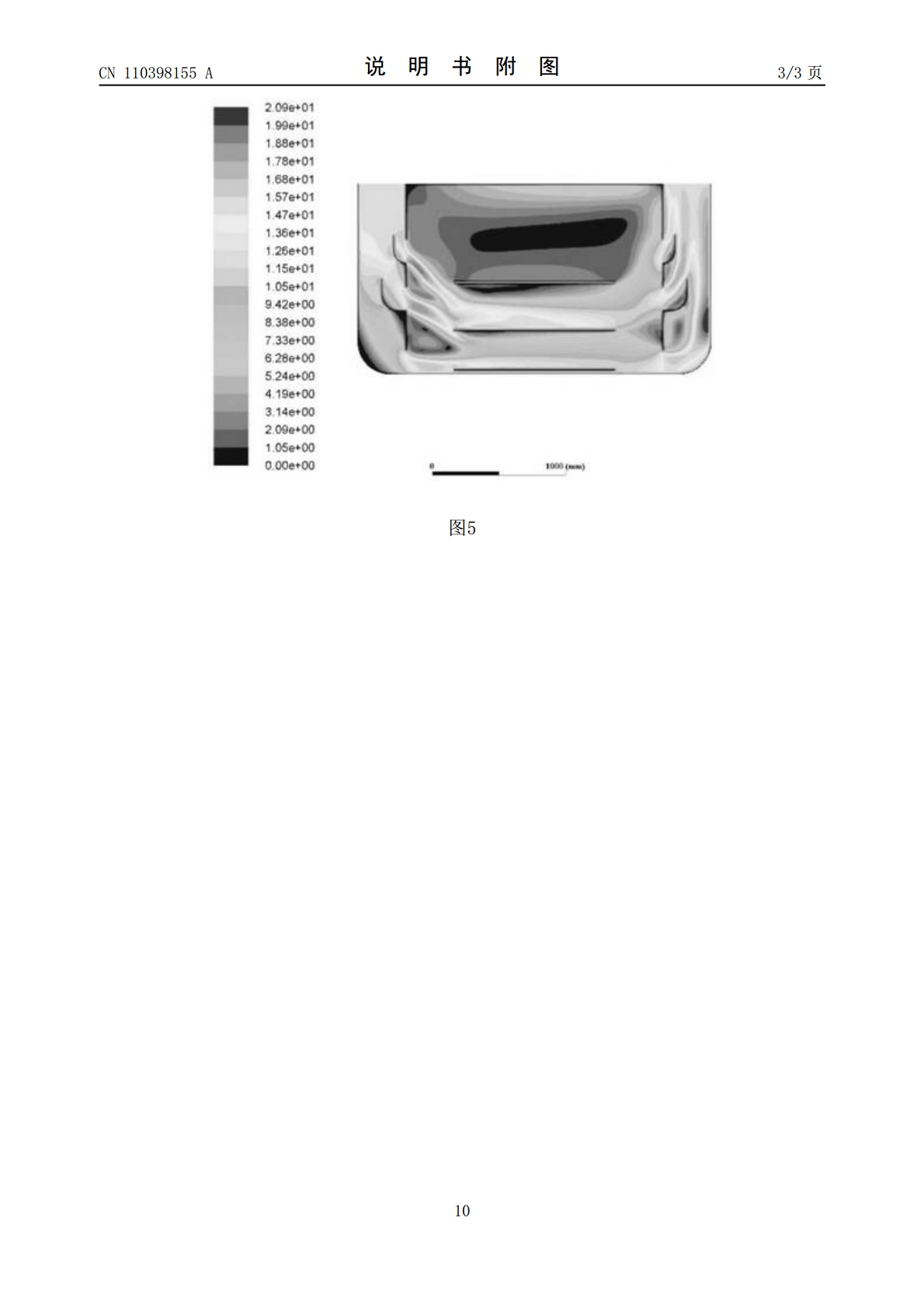
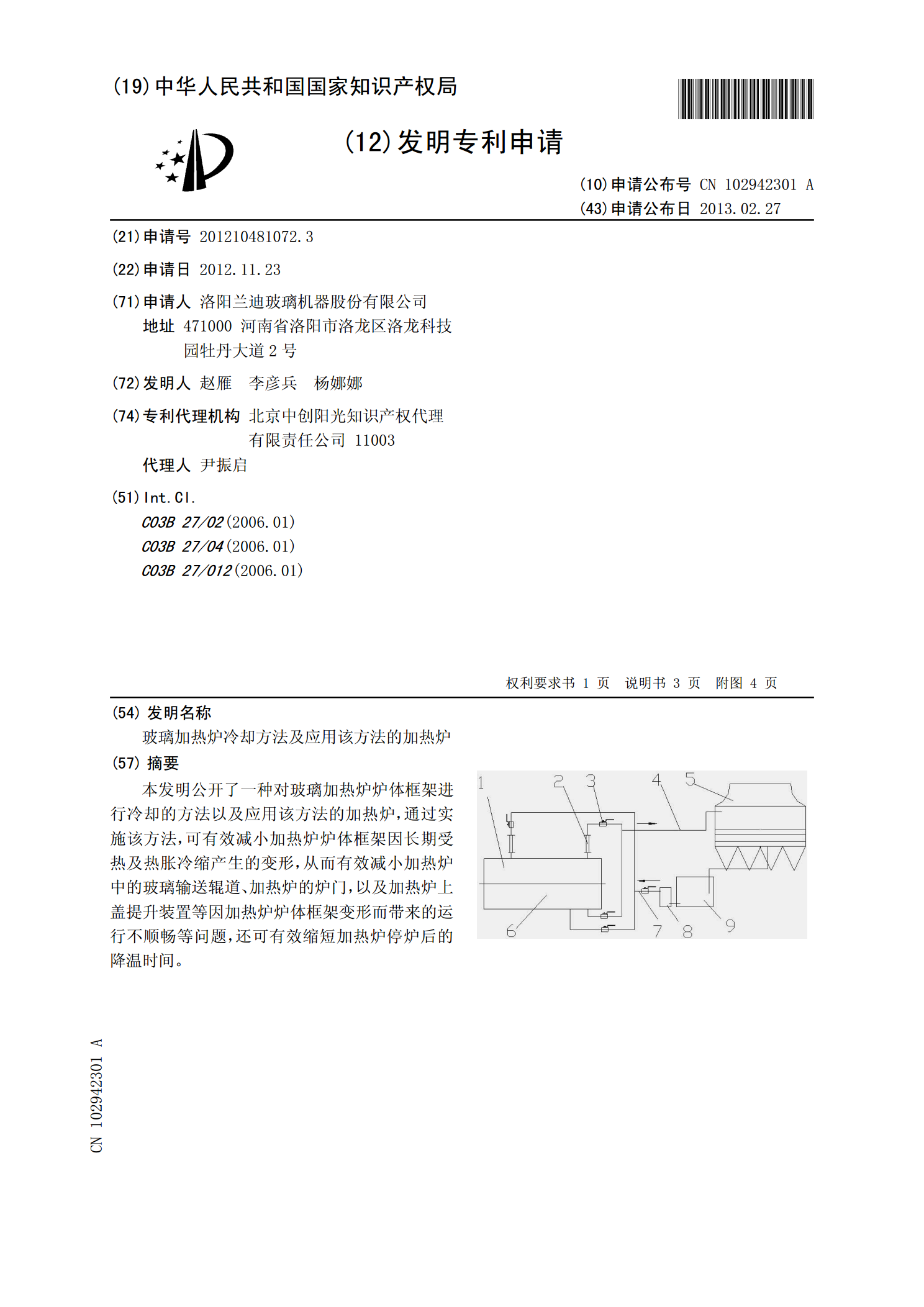
本发明公开了一种加热炉及实现该加热炉加热均匀的方法,该加热炉的离心风机2的进、出风口均设置在所述炉体1内;多个加热器,于所述炉体1内设置在所述离心风机2的所述出风口的排风路线上;多个第一导流板5,每个所述炉膛进、出风口的外侧均设置一个大于该炉膛进、出风口长度的所述第一导流板5,所述第一导流板5的下端靠近所述炉膛进、出风口的下端设置,所述第一导流板5的上端从上到下逐渐远离所述炉膛进、出风口设置。该加热炉通过优化方法找到经过炉膛内的进出风口的风速基本一致时对应的各个优化设计变量值,且以该优化设计变量值设置各个
玻璃加热炉冷却方法及应用该方法的加热炉.pdf
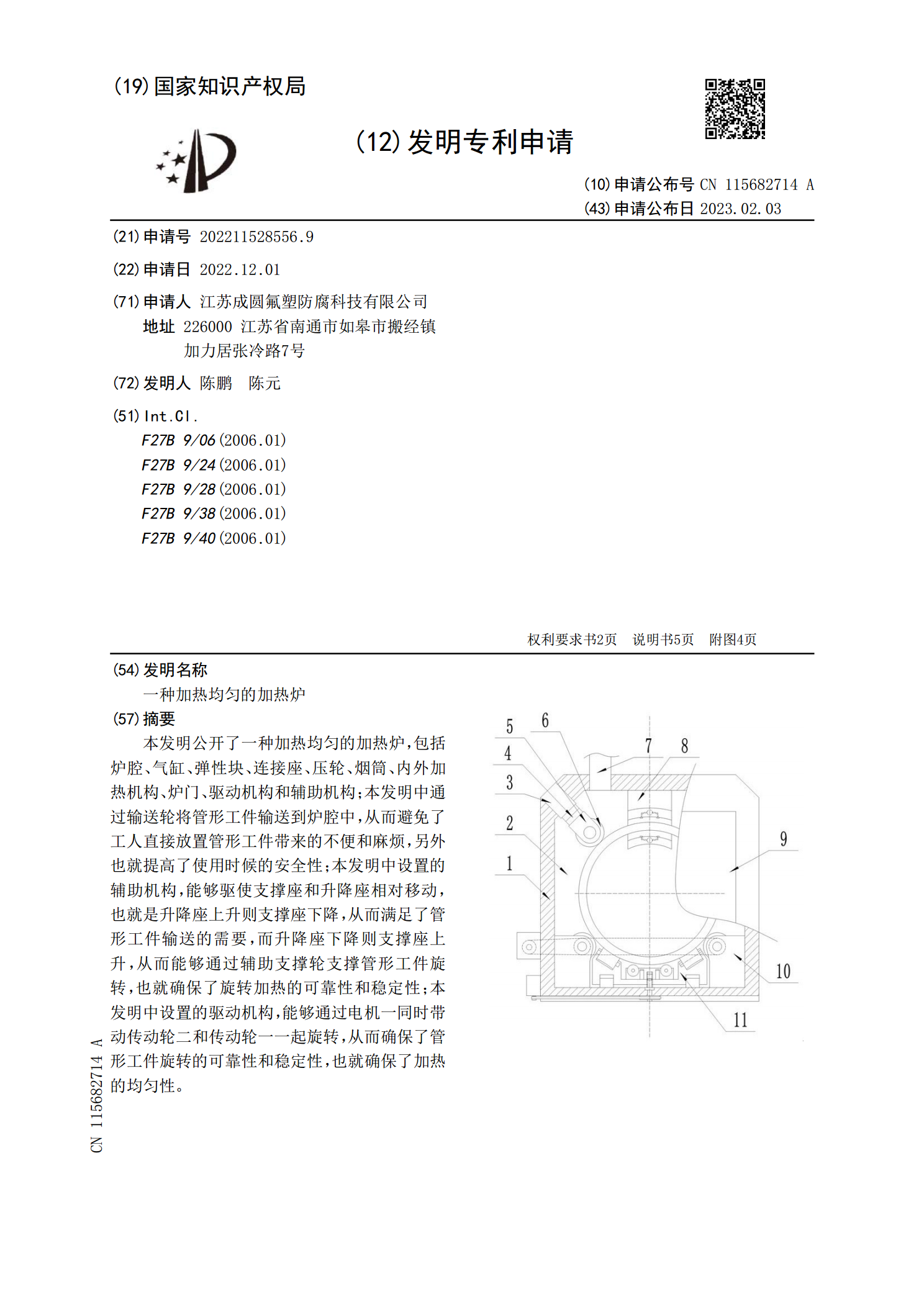
本发明公开了一种对玻璃加热炉炉体框架进行冷却的方法以及应用该方法的加热炉,通过实施该方法,可有效减小加热炉炉体框架因长期受热及热胀冷缩产生的变形,从而有效减小加热炉中的玻璃输送辊道、加热炉的炉门,以及加热炉上盖提升装置等因加热炉炉体框架变形而带来的运行不顺畅等问题,还可有效缩短加热炉停炉后的降温时间。
一种加热均匀的加热炉.pdf
本发明公开了一种加热均匀的加热炉,包括炉腔、气缸、弹性块、连接座、压轮、烟筒、内外加热机构、炉门、驱动机构和辅助机构;本发明中通过输送轮将管形工件输送到炉腔中,从而避免了工人直接放置管形工件带来的不便和麻烦,另外也就提高了使用时候的安全性;本发明中设置的辅助机构,能够驱使支撑座和升降座相对移动,也就是升降座上升则支撑座下降,从而满足了管形工件输送的需要,而升降座下降则支撑座上升,从而能够通过辅助支撑轮支撑管形工件旋转,也就确保了旋转加热的可靠性和稳定性;本发明中设置的驱动机构,能够通过电机一同时带动传动轮
一种提升加热炉温度均匀性的控制方法.pdf
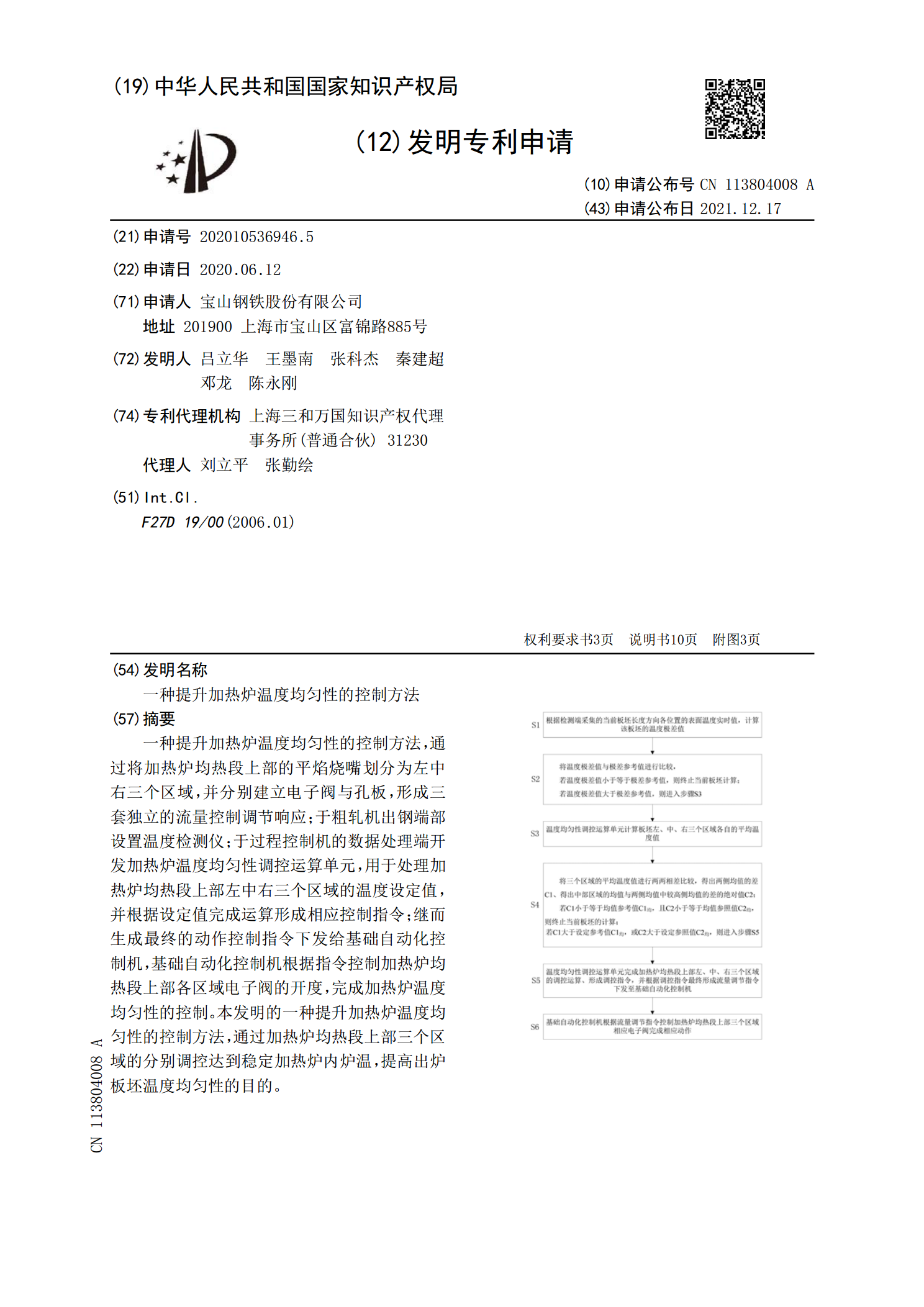
一种提升加热炉温度均匀性的控制方法,通过将加热炉均热段上部的平焰烧嘴划分为左中右三个区域,并分别建立电子阀与孔板,形成三套独立的流量控制调节响应;于粗轧机出钢端部设置温度检测仪;于过程控制机的数据处理端开发加热炉温度均匀性调控运算单元,用于处理加热炉均热段上部左中右三个区域的温度设定值,并根据设定值完成运算形成相应控制指令;继而生成最终的动作控制指令下发给基础自动化控制机,基础自动化控制机根据指令控制加热炉均热段上部各区域电子阀的开度,完成加热炉温度均匀性的控制。本发明的一种提升加热炉温度均匀性的控制方法
一种均匀加热的燃气加热炉.pdf
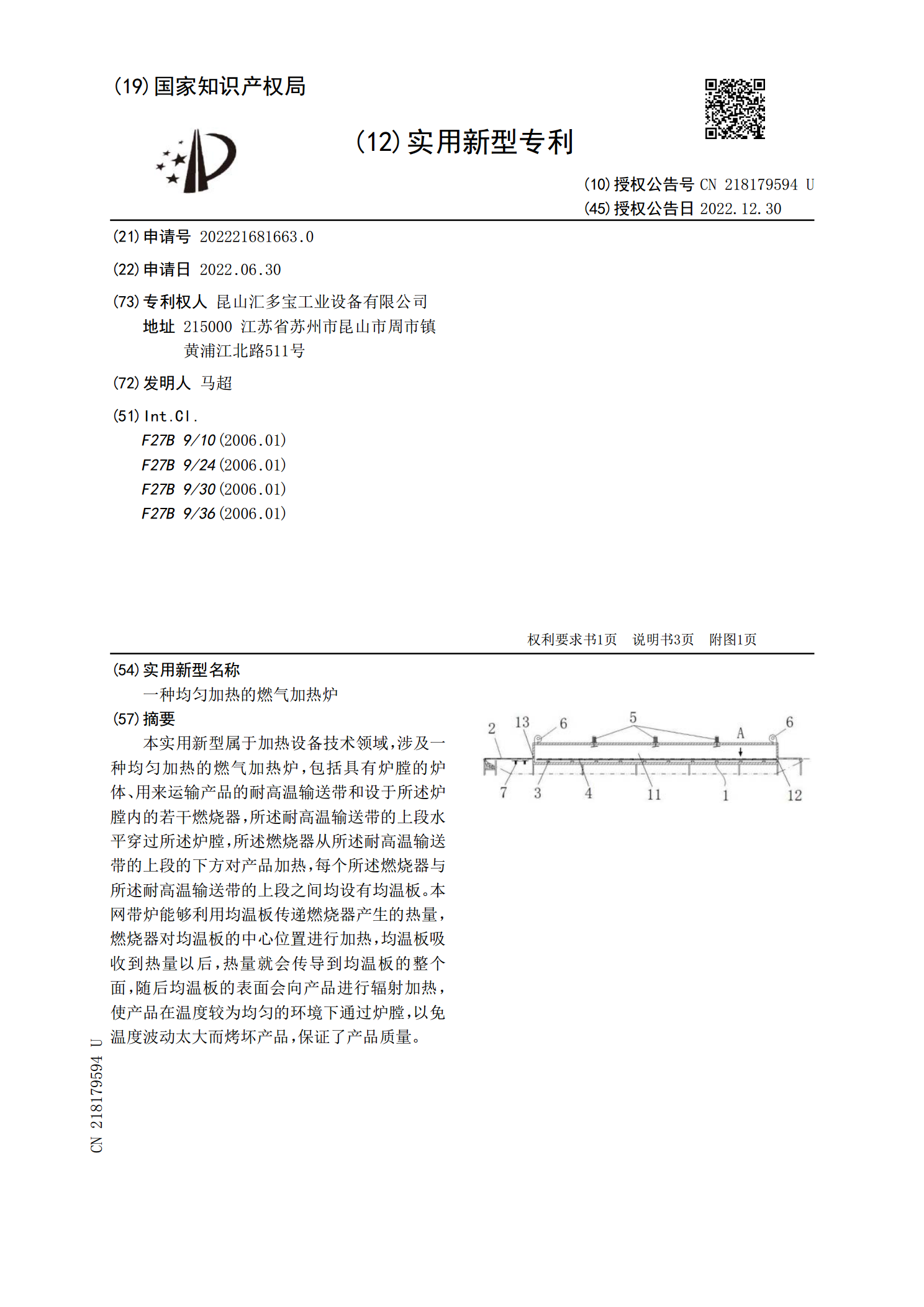
本实用新型属于加热设备技术领域,涉及一种均匀加热的燃气加热炉,包括具有炉膛的炉体、用来运输产品的耐高温输送带和设于所述炉膛内的若干燃烧器,所述耐高温输送带的上段水平穿过所述炉膛,所述燃烧器从所述耐高温输送带的上段的下方对产品加热,每个所述燃烧器与所述耐高温输送带的上段之间均设有均温板。本网带炉能够利用均温板传递燃烧器产生的热量,燃烧器对均温板的中心位置进行加热,均温板吸收到热量以后,热量就会传导到均温板的整个面,随后均温板的表面会向产品进行辐射加热,使产品在温度较为均匀的环境下通过炉膛,以免温度波动太大而