
一种车用压铸模具钢及其制备方法.pdf

小沛****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种车用压铸模具钢及其制备方法.pdf
本发明提供了一种车用压铸模具钢及其制备方法。制备方法包括:S100:对原料进行EBT电炉熔炼、LF精炼、VD精炼,得到金属熔液;S200:对金属熔液进行浇铸,得到金属铸件;S300:对金属铸件进行电渣重熔、均匀化处理、锻造、热处理,得到压铸模具钢。本发明通过对退火后锻件进行渗氮处理,从而实现对压铸模具钢高温硬度、高温强度、耐磨性等性能的提升。

一种耐腐蚀的新型压铸模具钢及其制备方法.pdf
本发明属于冶金技术领域,涉及一种耐腐蚀的新型压铸模具钢,压铸模具钢的化学成分中各主要合金元素及质量百分比为:C0.1~0.25%,Si0.3~0.55%,Mn0.2~0.55%,Ti0.5~1%,Cr6~7.8%,Ni0.1~0.2%,Cu0.3~0.5%,Co0.3~0.5%,Mo0.6~1%,V0.1~0.15%,Al0.2~0.5%,P0.03%,S0.03%,Yb0.05~0.1%,Lu0.05~0.1%,余量为Fe,制备过程如下:转炉及LF炉精炼、RH真空处理、连铸

一种车用散热铝材及其制备方法.pdf
本发明提供一种车用散热铝材及其制备方法,其特征在于:所述铝材中各元素质量分数满足:每100份合金元素中,包括Si0.6‑0.68份;Fe0.4‑0.6份;Cu0.6‑0.8份;Ti0.1‑0.2份;Mg低于0.05份;Zn低于0.05份;单个杂质低于0.05份;杂质合计低于0.15份;其余为A;一旦出现意外状况时可以及时更换适配的车企种类、车型种类、散热位置、及需求散热功率等,降低非预期状况对铝材实际使用造成的损失,提高适用范围,增大可再利用功能;通过在每段切断后的板材的两端预留有余量段,在加工时
一种车用香囊装置及其制备方法.pdf
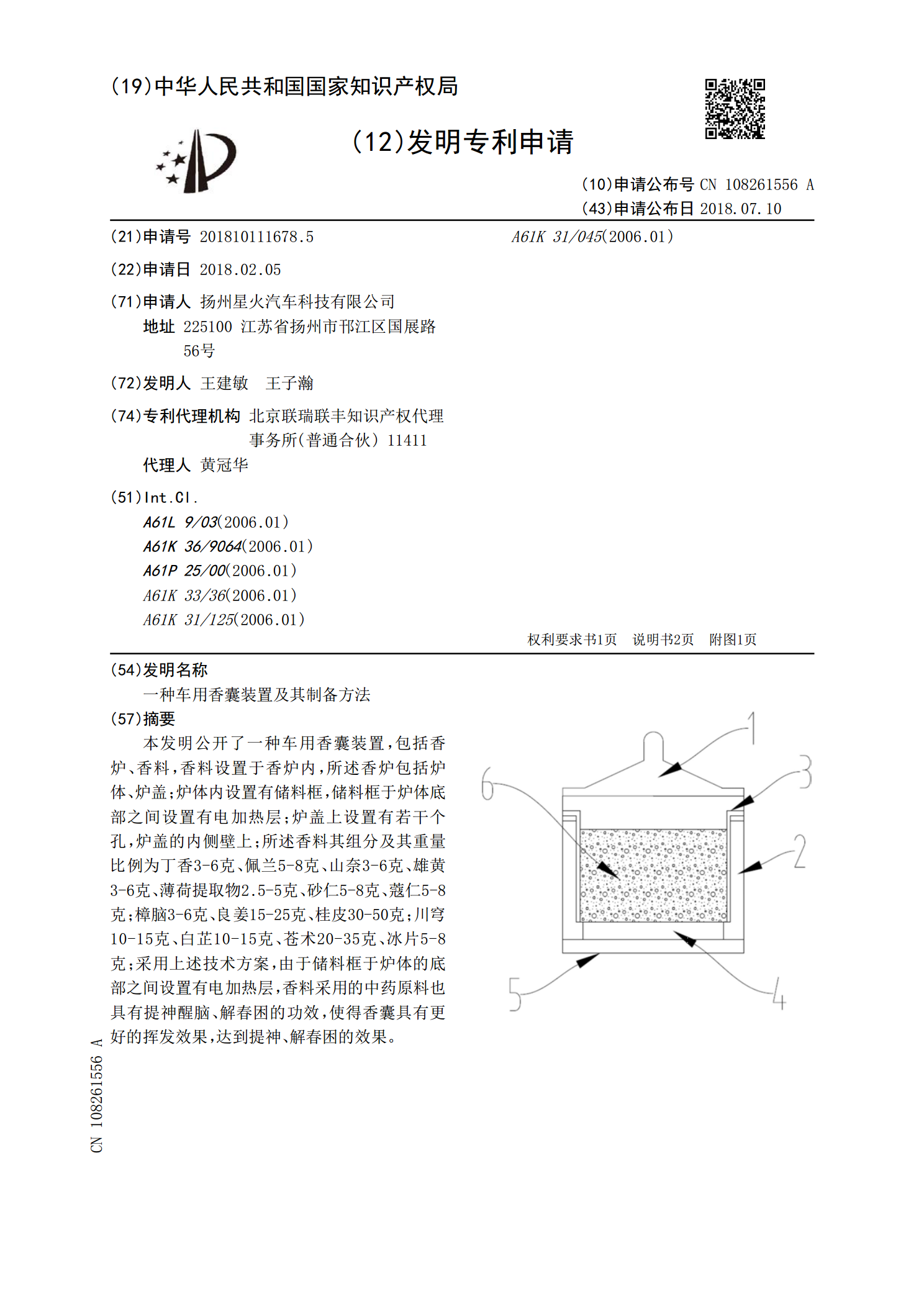
本发明公开了一种车用香囊装置,包括香炉、香料,香料设置于香炉内,所述香炉包括炉体、炉盖;炉体内设置有储料框,储料框于炉体底部之间设置有电加热层;炉盖上设置有若干个孔,炉盖的内侧壁上;所述香料其组分及其重量比例为丁香3‑6克、佩兰5‑8克、山奈3‑6克、雄黄3‑6克、薄荷提取物2.5‑5克、砂仁5‑8克、蔻仁5‑8克;樟脑3‑6克、良姜15‑25克、桂皮30‑50克;川穹10‑15克、白芷10‑15克、苍术20‑35克、冰片5‑8克;采用上述技术方案,由于储料框于炉体的底部之间设置有电加热层,香料采用的中药
一种车用防撞梁及其制备方法.pdf
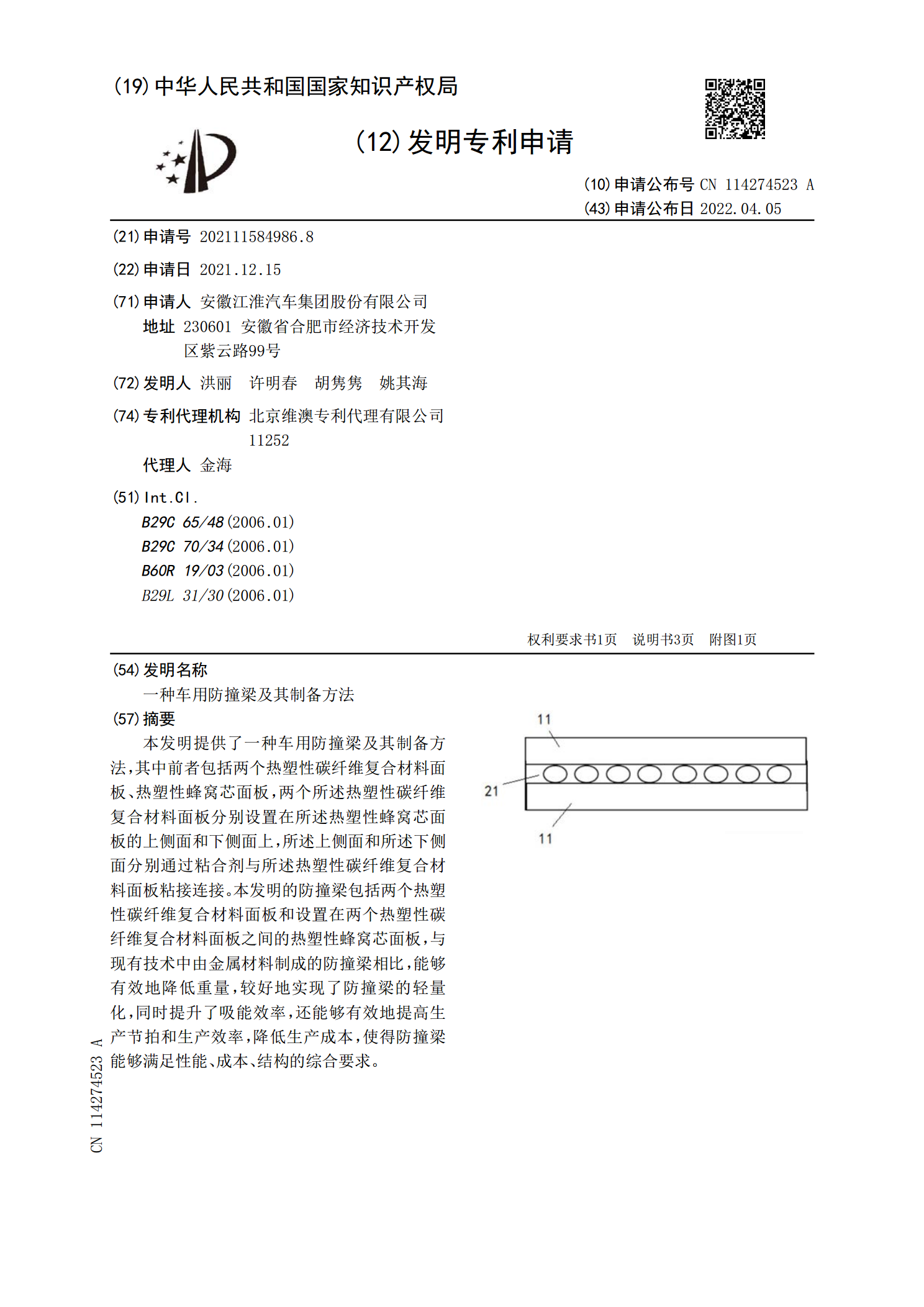
本发明提供了一种车用防撞梁及其制备方法,其中前者包括两个热塑性碳纤维复合材料面板、热塑性蜂窝芯面板,两个所述热塑性碳纤维复合材料面板分别设置在所述热塑性蜂窝芯面板的上侧面和下侧面上,所述上侧面和所述下侧面分别通过粘合剂与所述热塑性碳纤维复合材料面板粘接连接。本发明的防撞梁包括两个热塑性碳纤维复合材料面板和设置在两个热塑性碳纤维复合材料面板之间的热塑性蜂窝芯面板,与现有技术中由金属材料制成的防撞梁相比,能够有效地降低重量,较好地实现了防撞梁的轻量化,同时提升了吸能效率,还能够有效地提高生产节拍和生产效率,降