
一种车用散热铝材及其制备方法.pdf

莉娜****ua


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车用散热铝材及其制备方法.pdf
本发明提供一种车用散热铝材及其制备方法,其特征在于:所述铝材中各元素质量分数满足:每100份合金元素中,包括Si0.6‑0.68份;Fe0.4‑0.6份;Cu0.6‑0.8份;Ti0.1‑0.2份;Mg低于0.05份;Zn低于0.05份;单个杂质低于0.05份;杂质合计低于0.15份;其余为A;一旦出现意外状况时可以及时更换适配的车企种类、车型种类、散热位置、及需求散热功率等,降低非预期状况对铝材实际使用造成的损失,提高适用范围,增大可再利用功能;通过在每段切断后的板材的两端预留有余量段,在加工时

一种散热板及其制备方法.pdf
本发明涉及散热板技术领域,具体提供了一种散热板及其制备方法。所述制备方法具体包括:将铜板和铝板进行打磨去除铜、铝板材表面的油污、杂质和氧化层,获得处理后铜板和铝板;将所述处理后铝板置于平台上,并均匀布设多个支撑架,将所述处理后铜板主语支撑架上,并铺设低速炸药进行爆炸复合获得铜铝复合板;将所述铜铝复合板进行切割后,将所述铜铝复合板的铝端进行热挤压成型获得散热板。经爆炸复合的铜铝复合板紧密结合,热传导速到快,其中散热片以由内向外辐射式分布,达到快速散热的效果。

一种车用净化滤芯及其制备方法.pdf
本发明涉及车用净化滤芯技术领域,具体涉及一种车用净化滤芯及其制备方法,所述车用净化滤芯的制备方法包括以下步骤:(1)在聚丙烯树脂中加入发泡剂混合均匀,然后静电纺丝得到聚丙烯纤维,煅烧得到多孔碳纤维;(2)将多孔碳纤维、高岭土、可溶性金属盐、硅烷偶联剂和有机钛酸酯在溶剂中进行热反应,得到改性多孔碳纤维;(3)将改性多孔碳纤维在溶剂中分散后加入聚二烯丙基二甲基氯化铵,接着加入氧化石墨烯,搅拌均匀后,得到车用净化剂;(4)将车用净化剂与凹凸棒土混合均匀后压模成型,烧结后得到车用净化滤芯。本发明的车用净化滤芯能够
一种车用香囊装置及其制备方法.pdf
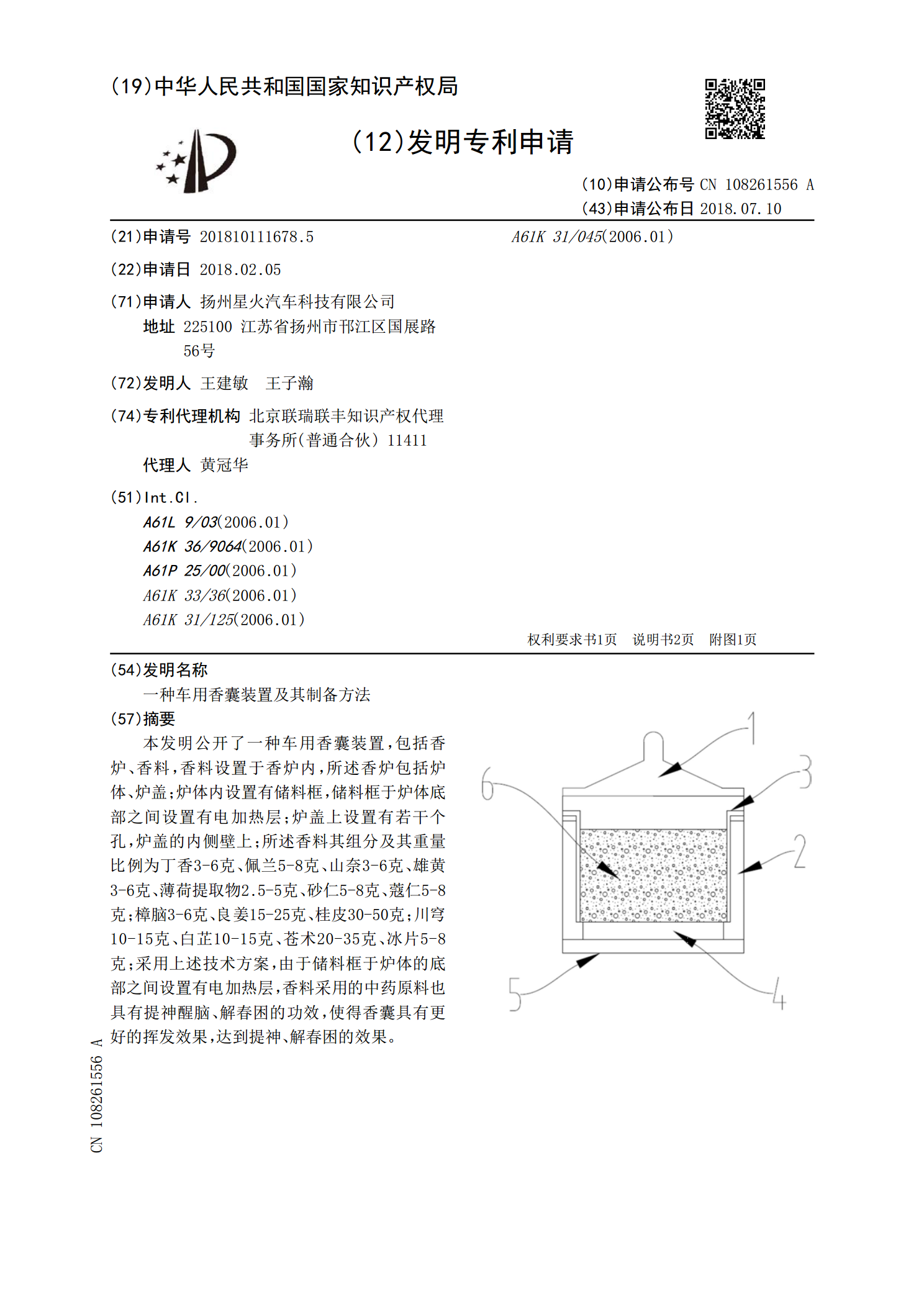
本发明公开了一种车用香囊装置,包括香炉、香料,香料设置于香炉内,所述香炉包括炉体、炉盖;炉体内设置有储料框,储料框于炉体底部之间设置有电加热层;炉盖上设置有若干个孔,炉盖的内侧壁上;所述香料其组分及其重量比例为丁香3‑6克、佩兰5‑8克、山奈3‑6克、雄黄3‑6克、薄荷提取物2.5‑5克、砂仁5‑8克、蔻仁5‑8克;樟脑3‑6克、良姜15‑25克、桂皮30‑50克;川穹10‑15克、白芷10‑15克、苍术20‑35克、冰片5‑8克;采用上述技术方案,由于储料框于炉体的底部之间设置有电加热层,香料采用的中药
一种车用防撞梁及其制备方法.pdf
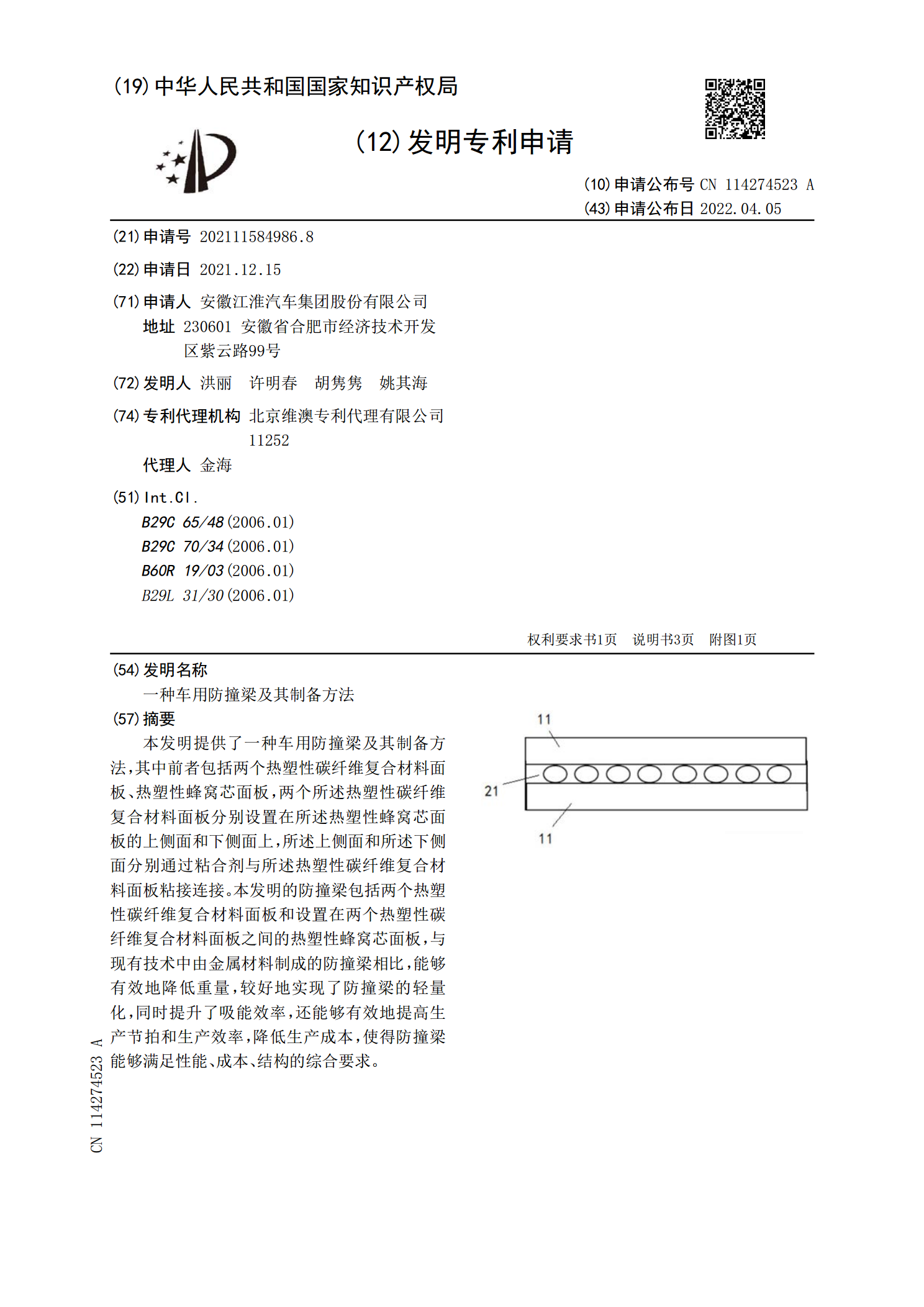
本发明提供了一种车用防撞梁及其制备方法,其中前者包括两个热塑性碳纤维复合材料面板、热塑性蜂窝芯面板,两个所述热塑性碳纤维复合材料面板分别设置在所述热塑性蜂窝芯面板的上侧面和下侧面上,所述上侧面和所述下侧面分别通过粘合剂与所述热塑性碳纤维复合材料面板粘接连接。本发明的防撞梁包括两个热塑性碳纤维复合材料面板和设置在两个热塑性碳纤维复合材料面板之间的热塑性蜂窝芯面板,与现有技术中由金属材料制成的防撞梁相比,能够有效地降低重量,较好地实现了防撞梁的轻量化,同时提升了吸能效率,还能够有效地提高生产节拍和生产效率,降