
一种7系超高强度铝合金特大型材挤压生产工艺.pdf

一吃****瀚文

1/10

2/10
3/10
4/10
5/10
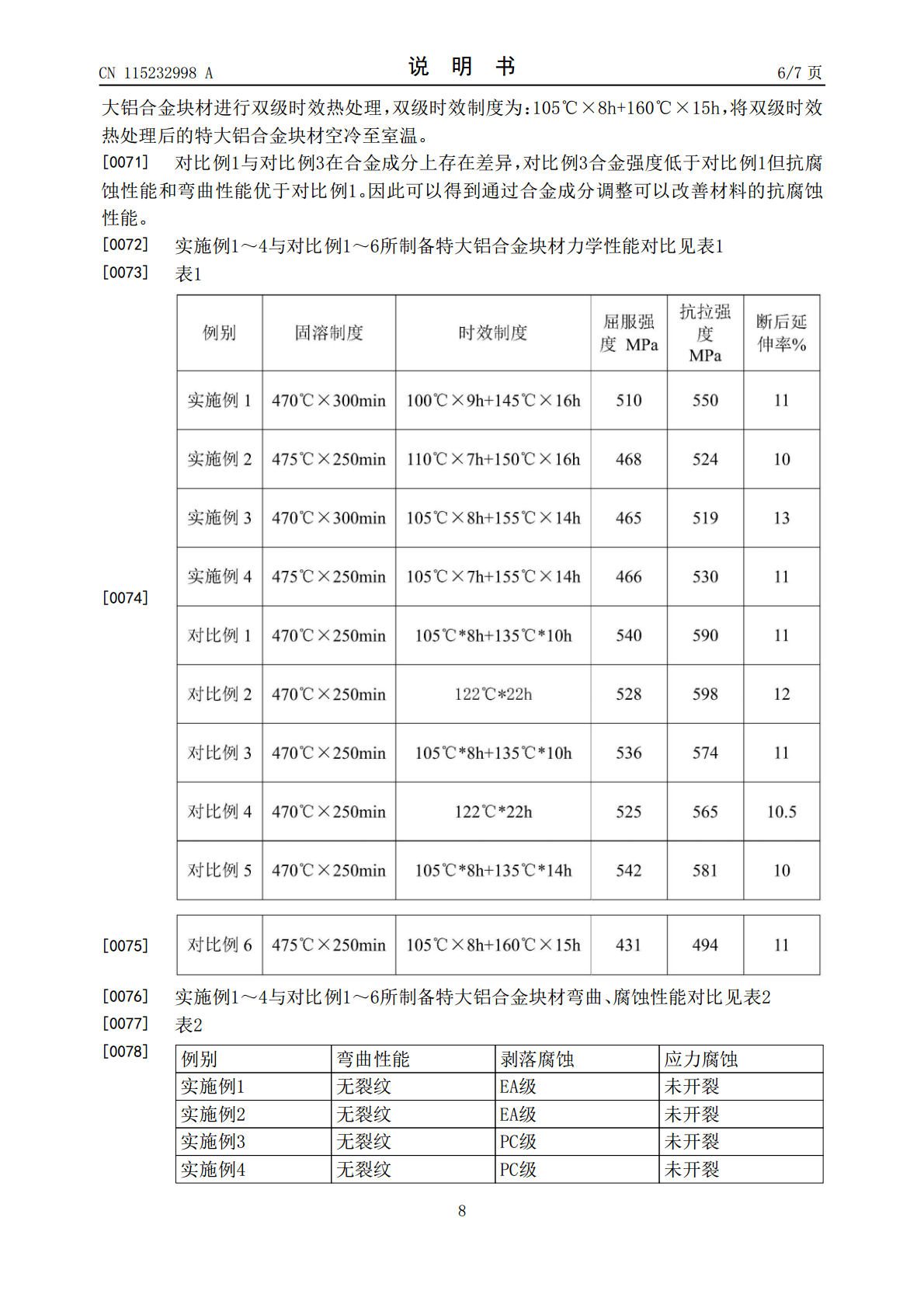
6/10
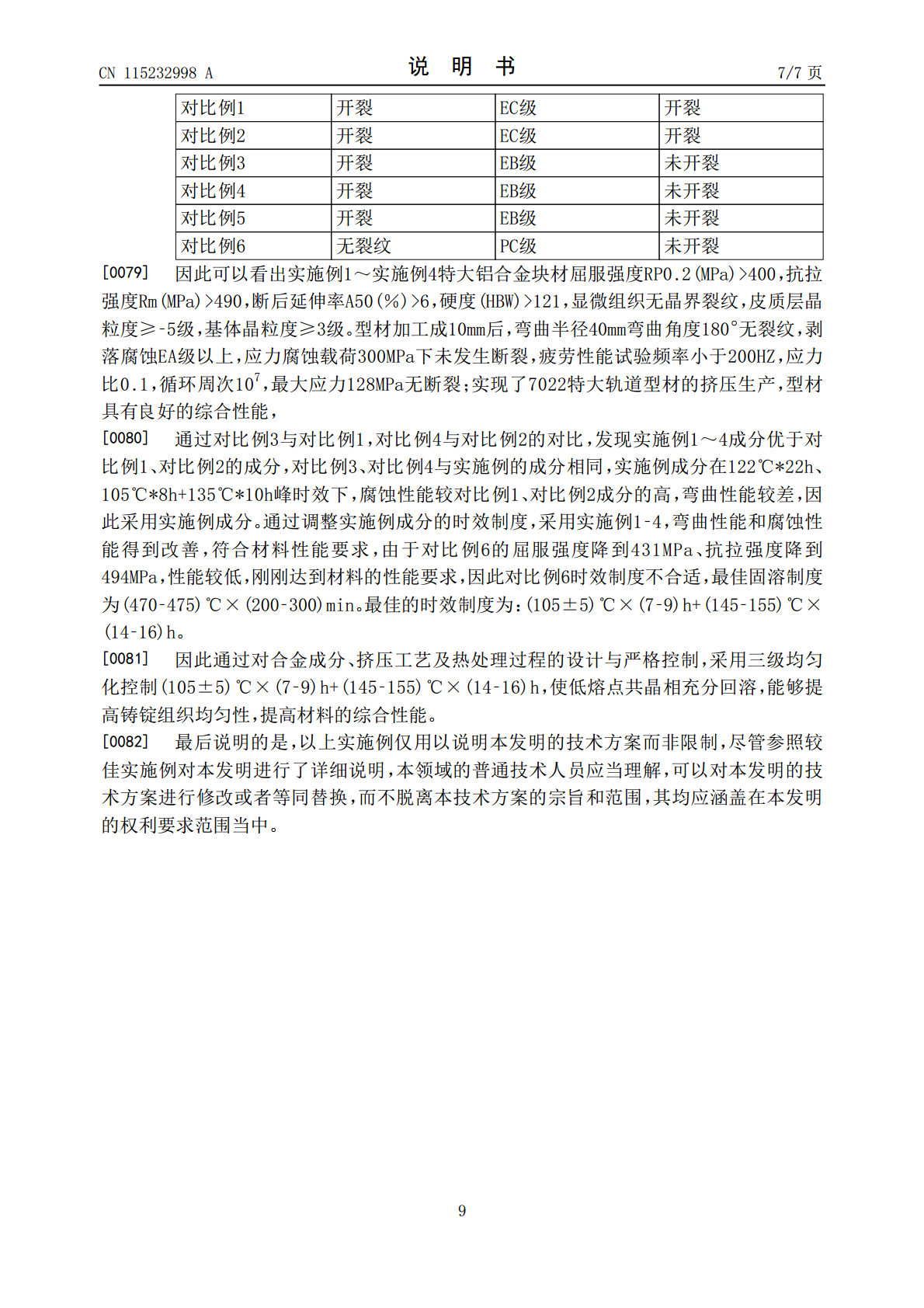
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种7系超高强度铝合金特大型材挤压生产工艺.pdf
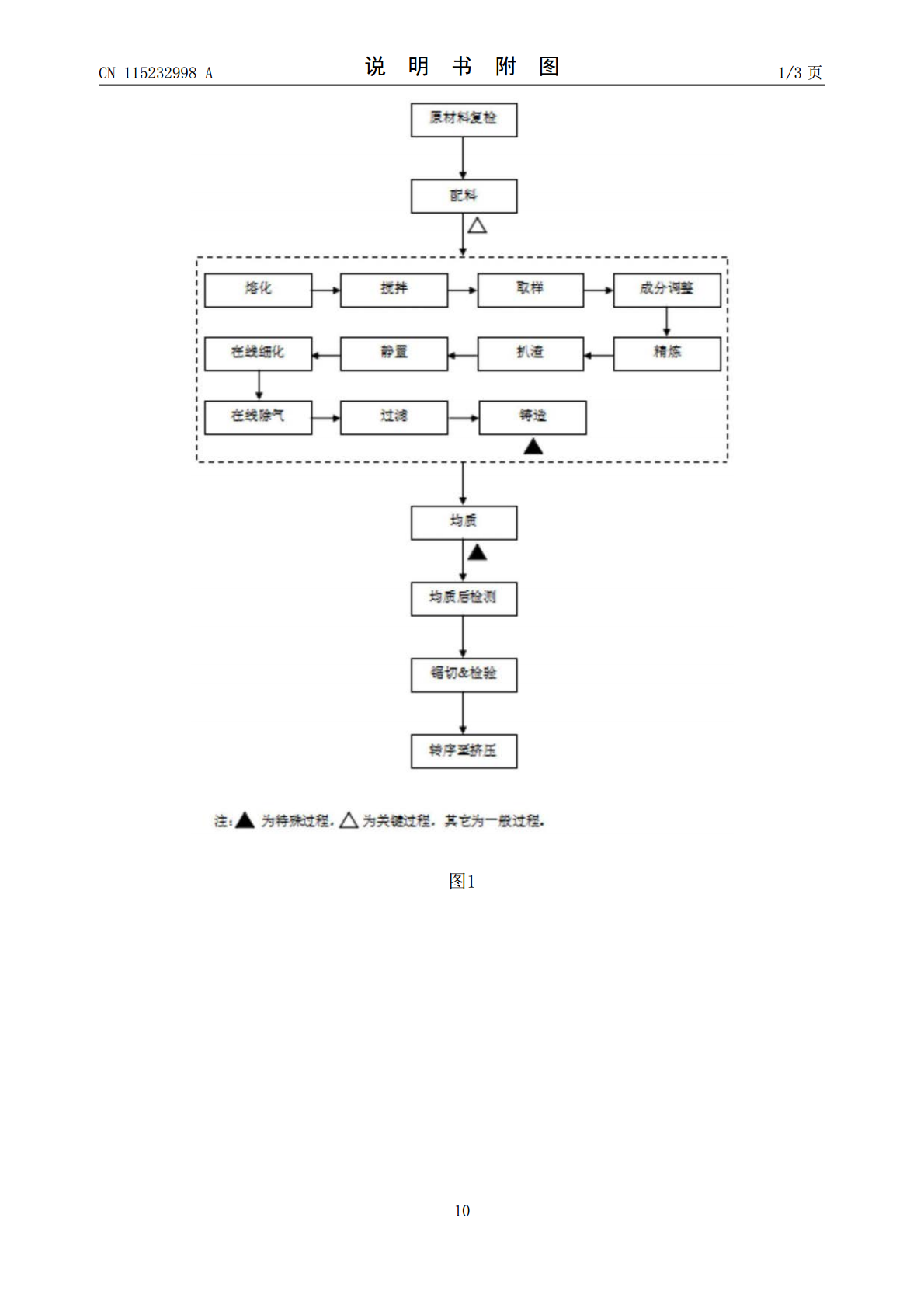
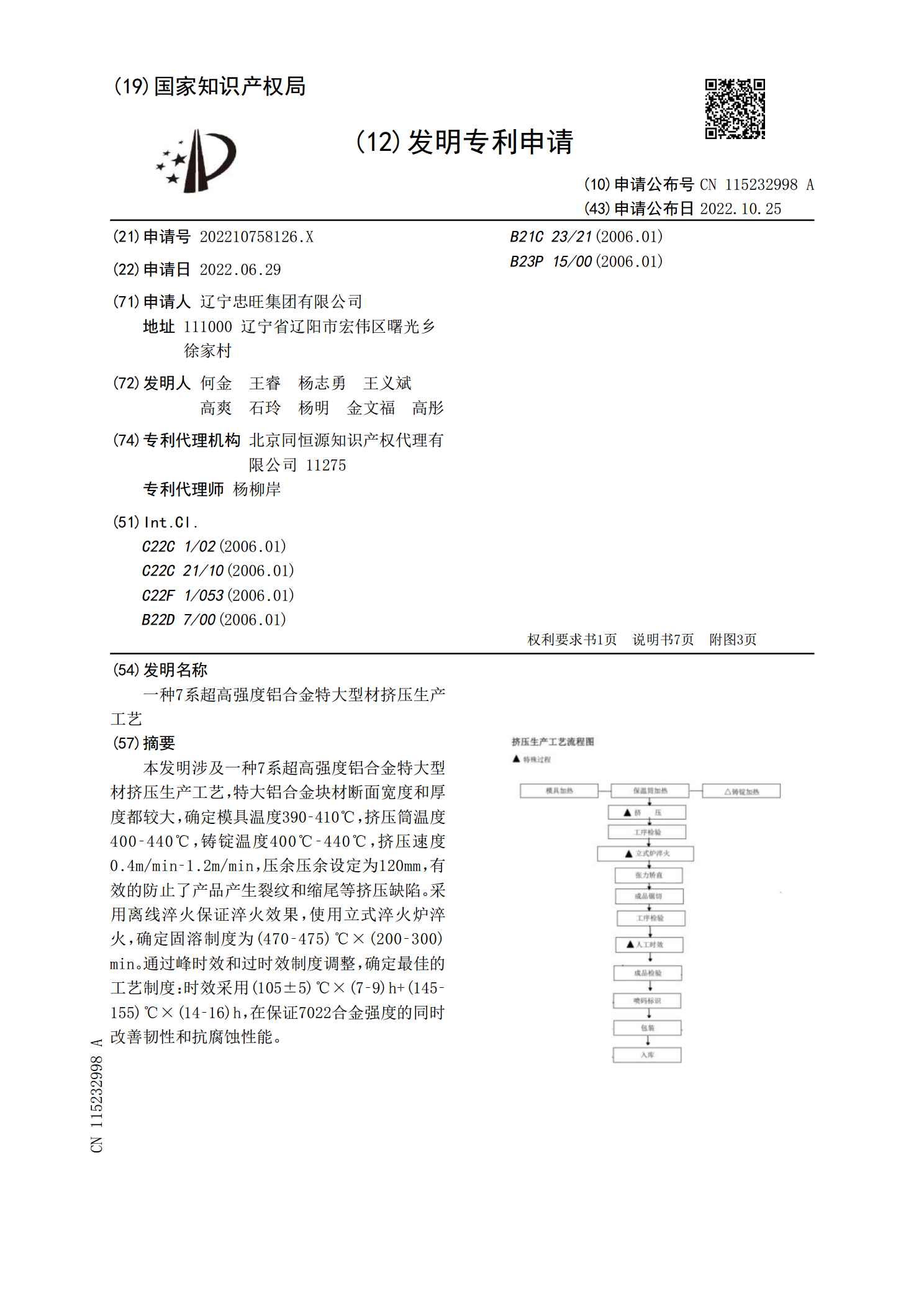
本发明涉及一种7系超高强度铝合金特大型材挤压生产工艺,特大铝合金块材断面宽度和厚度都较大,确定模具温度390‑410℃,挤压筒温度400‑440℃,铸锭温度400℃‑440℃,挤压速度0.4m/min‑1.2m/min,压余压余设定为120mm,有效的防止了产品产生裂纹和缩尾等挤压缺陷。采用离线淬火保证淬火效果,使用立式淬火炉淬火,确定固溶制度为(470‑475)℃×(200‑300)min。通过峰时效和过时效制度调整,确定最佳的工艺制度:时效采用(105±5)℃×(7‑9)h+(145‑155)℃×(1
一种铝合金多空腔型材挤压生产工艺.pdf
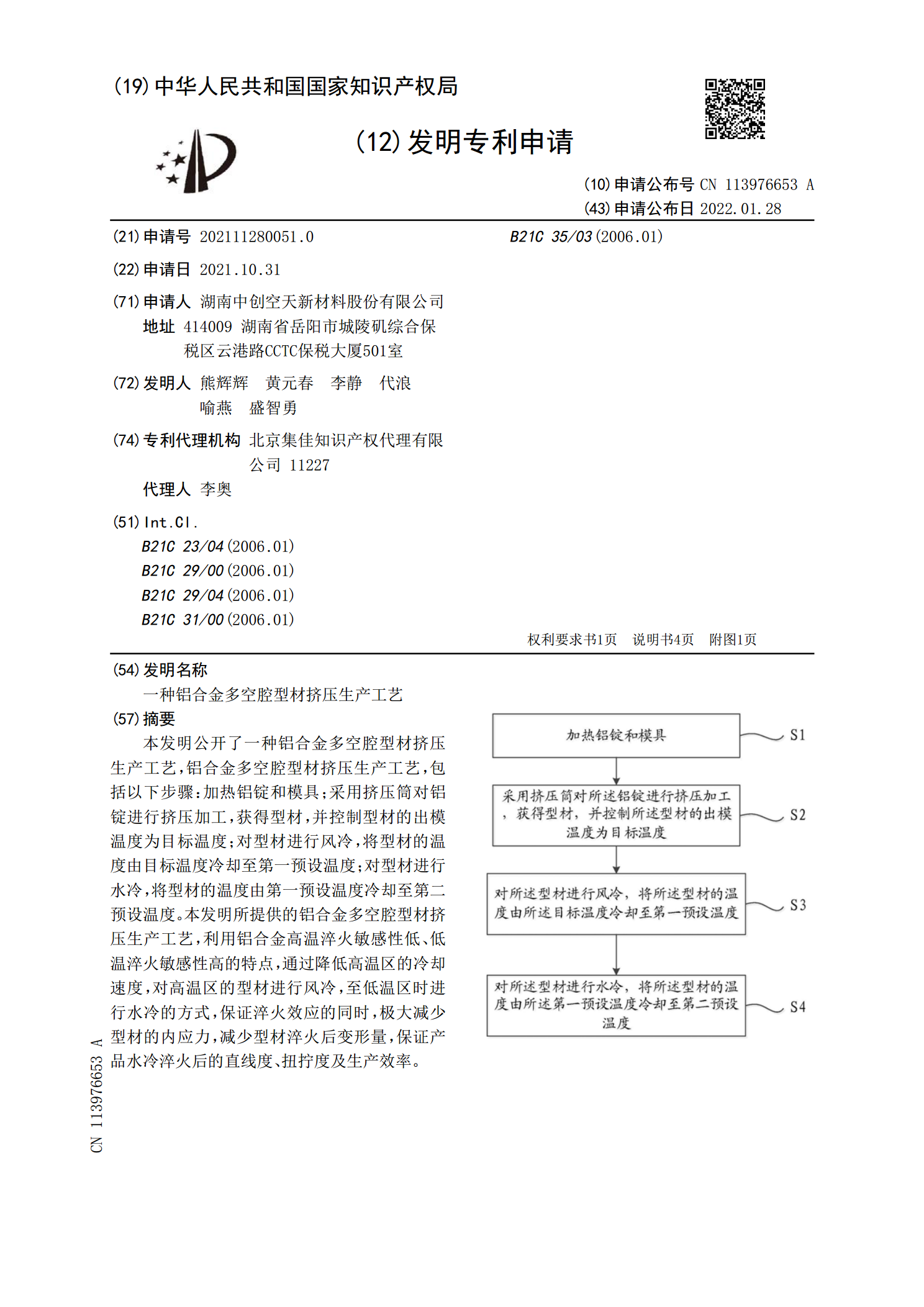
本发明公开了一种铝合金多空腔型材挤压生产工艺,铝合金多空腔型材挤压生产工艺,包括以下步骤:加热铝锭和模具;采用挤压筒对铝锭进行挤压加工,获得型材,并控制型材的出模温度为目标温度;对型材进行风冷,将型材的温度由目标温度冷却至第一预设温度;对型材进行水冷,将型材的温度由第一预设温度冷却至第二预设温度。本发明所提供的铝合金多空腔型材挤压生产工艺,利用铝合金高温淬火敏感性低、低温淬火敏感性高的特点,通过降低高温区的冷却速度,对高温区的型材进行风冷,至低温区时进行水冷的方式,保证淬火效应的同时,极大减少型材的内应力
一种中等强度易挤压5系铝合金铸锭.pdf
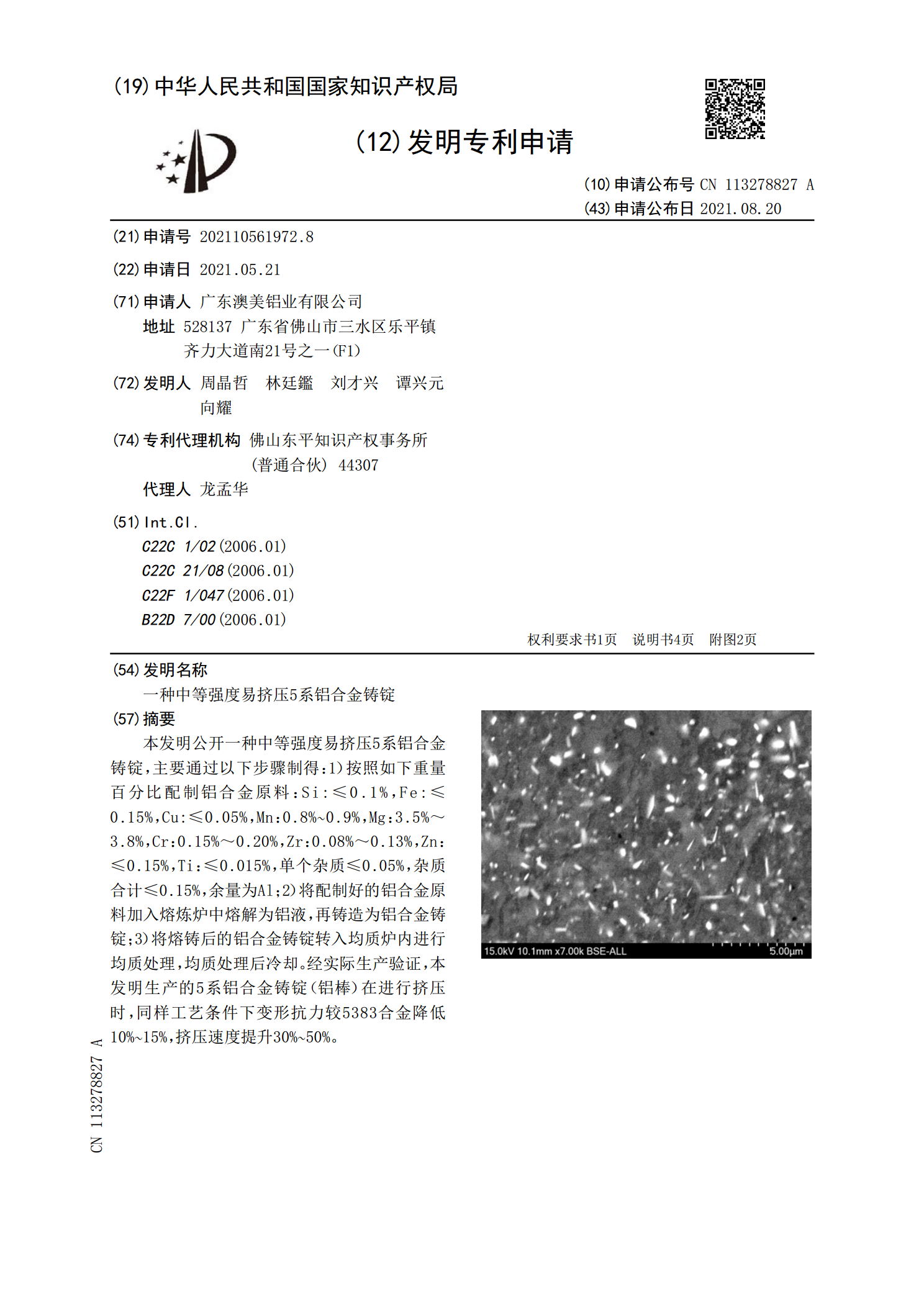
本发明公开一种中等强度易挤压5系铝合金铸锭,主要通过以下步骤制得:1)按照如下重量百分比配制铝合金原料:Si:≤0.1%,Fe:≤0.15%,Cu:≤0.05%,Mn:0.8%~0.9%,Mg:3.5%~3.8%,Cr:0.15%~0.20%,Zr:0.08%~0.13%,Zn:≤0.15%,Ti:≤0.015%,单个杂质≤0.05%,杂质合计≤0.15%,余量为Al;2)将配制好的铝合金原料加入熔炼炉中熔解为铝液,再铸造为铝合金铸锭;3)将熔铸后的铝合金铸锭转入均质炉内进行均质处理,均质处理后冷却。经实
6082铝合金挤压铝型材生产工艺研究.pdf
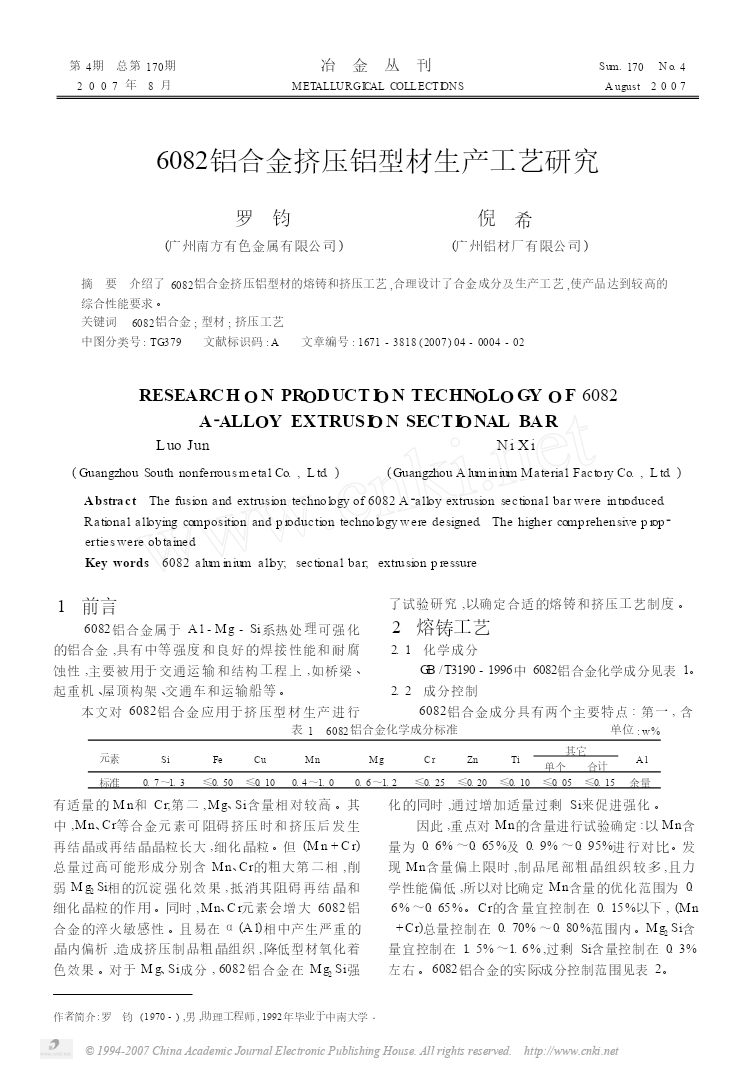
第4期总第170期冶金丛刊Sum.170No.42007年8月METALLURGICALCOLLECTIONSAugust20076082铝合金挤压铝型材生产工艺研究罗钧倪希(广州南方有色金属有限公司)(广州铝材厂有限公司)摘要介绍了6082铝合金挤压铝型材的熔铸和挤压工艺,合理设计了合金成分及生产工艺,使产品达到较高的综合性能要求。关键词6082铝合金;型材;挤压工艺中图分类号:TG379文献标识码:A文章编号:1671-3818(2007)04-0004-02RESEARCHONPRODUCTIONT

一种铝合金型材挤压装置.pdf
本发明提供了一种铝合金型材挤压装置,包括挤压机构和上料机构;所述挤压机构包括工作台、挤压组件以及用于夹紧型材的限位组件,所述挤压组件和所述限位组件均安装于所述工作台上,所述限位组件包括可相对所述工作台旋转的支撑板,所述挤压组件包括用于抵接型材的挤压模具;所述上料机构包括调节组件、夹持组件以及架设于所述工作台上的定位座,所述调节组件转动装配于所述定位座上,所述夹持组件滑动安装于所述调节组件上并用于夹持型材,所述夹持组件可相对所述定位座旋转。本发明解决了人工操控容易导致上料位置偏差的问题,且具有结构简单、可代