
铌钼冷硬合金复合辊及其制备工艺.pdf

飞飙****ng


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铌钼冷硬合金复合辊及其制备工艺.pdf
本发明涉及轧辊技术领域,具体为铌钼冷硬合金复合辊的制备工艺,包括以下步骤S1、熔化:将生铁及低碳钢加入中频炉进行熔炼;S2、调制:加入铌钼合金;S3、离心浇铸:将铁液浇入离心浇铸机内,制作工作层;S4、静态浇铸:在工作层浇铸完成后,进行填芯浇铸,完成芯部浇铸;S5、脱模:浇铸完成后,进行脱模清砂处理;S6、热处理:再对铸件进行热处理;S7、机加工:按照图纸对铸件进行机加工;S8、检验:机加工完成后进行硬度探伤,铌钼冷硬合金复合辊,针对轧制角铁,小型钢的轧制特性研制,交付客户使用后,耐磨性明显增加,过钢量是
铌钼冷硬合金复合辊的生产工艺.pdf
本发明公开了铌钼冷硬合金复合辊的生产工艺,包括以下步骤:用1.5吨中频炉将工作层原料熔炼调制工作层铁液,3吨中频炉将芯层原料熔炼调制芯部辊颈铁液;步骤四,以1350‑1370℃进行离心浇注工作层铁液,浇注结束,形成工作层;然后再静态填芯浇铸1375‑1385℃的芯部辊颈铁液形成芯层。本发明通过科研创新通过调整基体组织,再添加铌,钼,通过铁模离心激冷铸造,降低硬度落差,提高轧辊工作层硬度;本发明的碳含量充分的保证了金属和碳能形成稳定的网状碳化物,提高了轧辊的硬度和韧性。
钼铌合金靶材及其制备方法、黑化膜.pdf
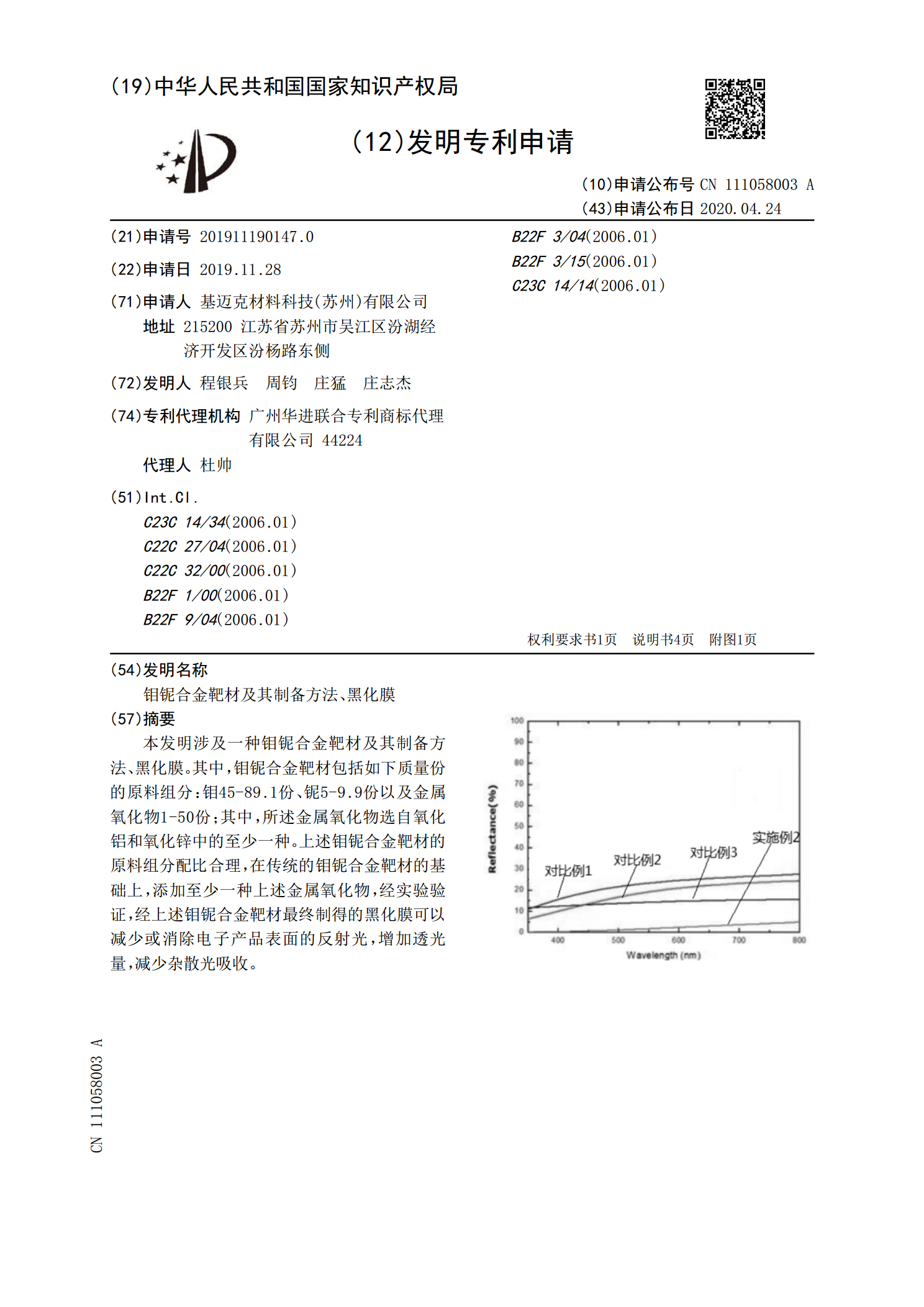
本发明涉及一种钼铌合金靶材及其制备方法、黑化膜。其中,钼铌合金靶材包括如下质量份的原料组分:钼45‑89.1份、铌5‑9.9份以及金属氧化物1‑50份;其中,所述金属氧化物选自氧化铝和氧化锌中的至少一种。上述钼铌合金靶材的原料组分配比合理,在传统的钼铌合金靶材的基础上,添加至少一种上述金属氧化物,经实验验证,经上述钼铌合金靶材最终制得的黑化膜可以减少或消除电子产品表面的反射光,增加透光量,减少杂散光吸收。
钼铌合金靶材的生产工艺.pdf
一种钼铌合金靶材的生产工艺,其特征在于:把高纯的钼粉和铌粉在混料机内混合均匀,铌粉和钼粉按照1:8-9的重量比置于混料机中,在1400~1900℃高温真空煅烧炉内煅烧成钼铌合金,把烧结块用油压机破碎成小块后在玛瑙球磨机中,在氦气保护下研磨。磨球配比为1/3,以公转600的微粉,在真空加压烧结装置中压制成型,压力12~25兆帕,在1450~2020℃压30~90分钟,得到靶坯。在磨床上修整得到成品靶材。本发明的方法工艺流程简单,易于实现工业化生产。无污染,制备过程不会产生任何废料、废酸等污染物。

钼铌合金板靶材加工工艺.pdf
一种钼铌合金板靶材的加工工艺,按照如下步骤实施:(1)混合:将定量钼粉与铌粉各分为至少三小份,然后每小份钼粉与铌粉再分别混合成小份混合粉,每小份混合粉经过多次混合和过筛后,多个小份混合粉再合成为混合合金粉;然后再将混合合金粉至少分三组分别混料最后合成一起,再混料成为成分均匀的合金粉;(2)成型:经过等静压压成合金坯,进入高温中频炉在氢气保护下烧结,烧结温度分三个温区:0-800℃、800-1600℃、1600-2000℃并且每个温度区至少烧结3小时,最终烧成合金坯状;(3)锻造和轧制:再经过1200-14