
薄壁管件内孔外圆同心度高精度加工工艺.pdf

飞舟****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁管件内孔外圆同心度高精度加工工艺.pdf
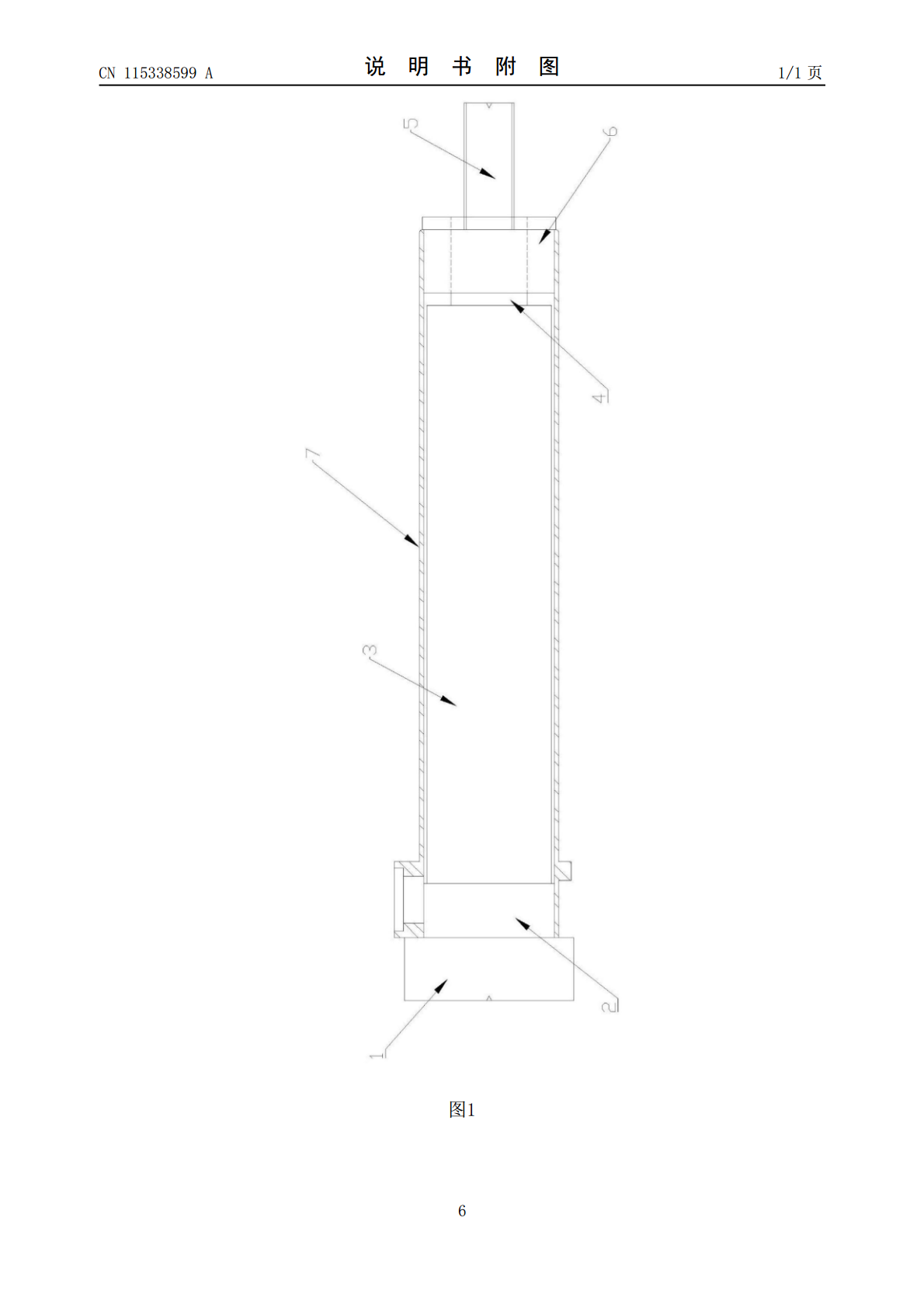
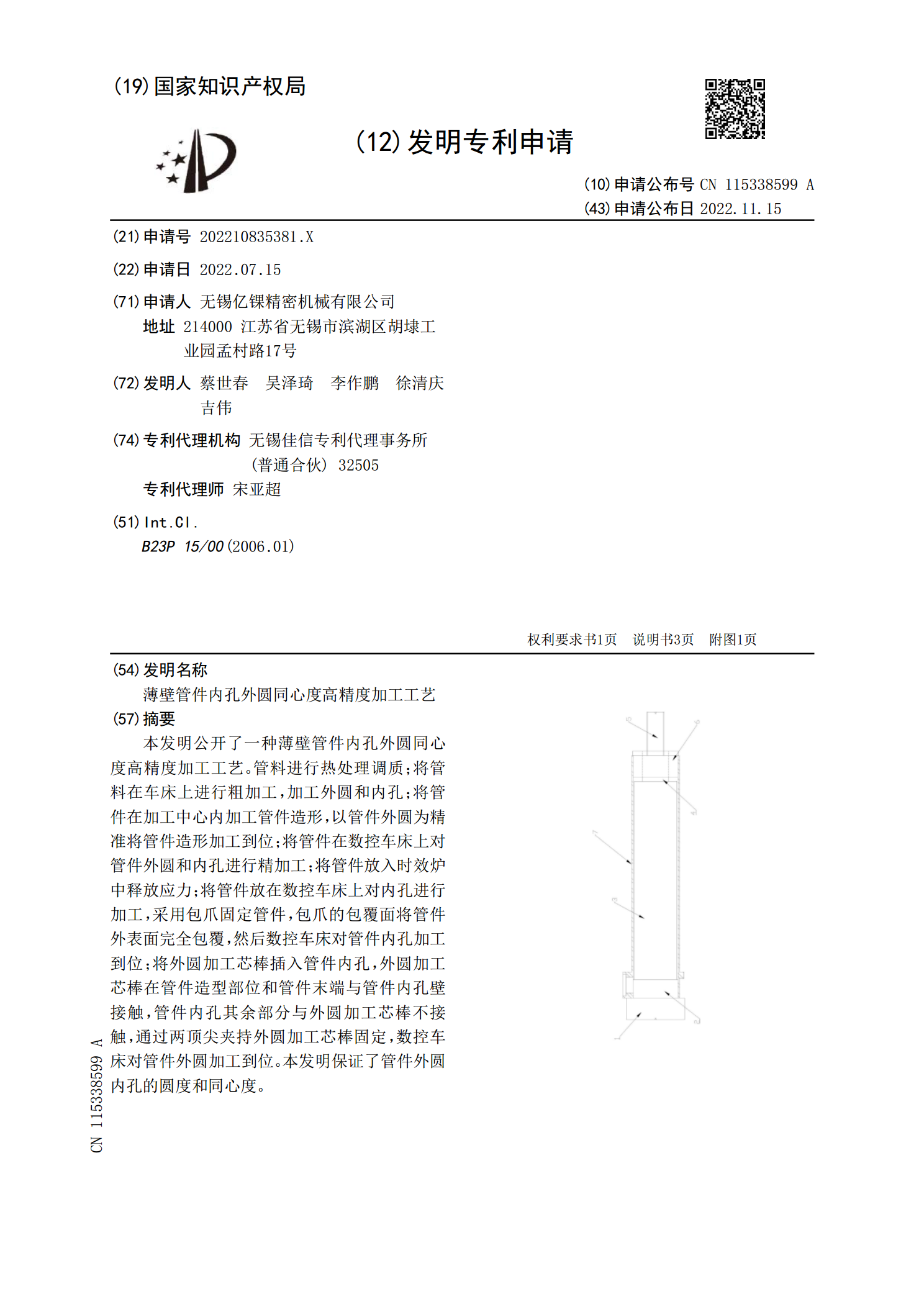
本发明公开了一种薄壁管件内孔外圆同心度高精度加工工艺。管料进行热处理调质;将管料在车床上进行粗加工,加工外圆和内孔;将管件在加工中心内加工管件造形,以管件外圆为精准将管件造形加工到位;将管件在数控车床上对管件外圆和内孔进行精加工;将管件放入时效炉中释放应力;将管件放在数控车床上对内孔进行加工,采用包爪固定管件,包爪的包覆面将管件外表面完全包覆,然后数控车床对管件内孔加工到位;将外圆加工芯棒插入管件内孔,外圆加工芯棒在管件造型部位和管件末端与管件内孔壁接触,管件内孔其余部分与外圆加工芯棒不接触,通过两顶尖夹
薄壁盲孔零件外圆加工工装.pdf
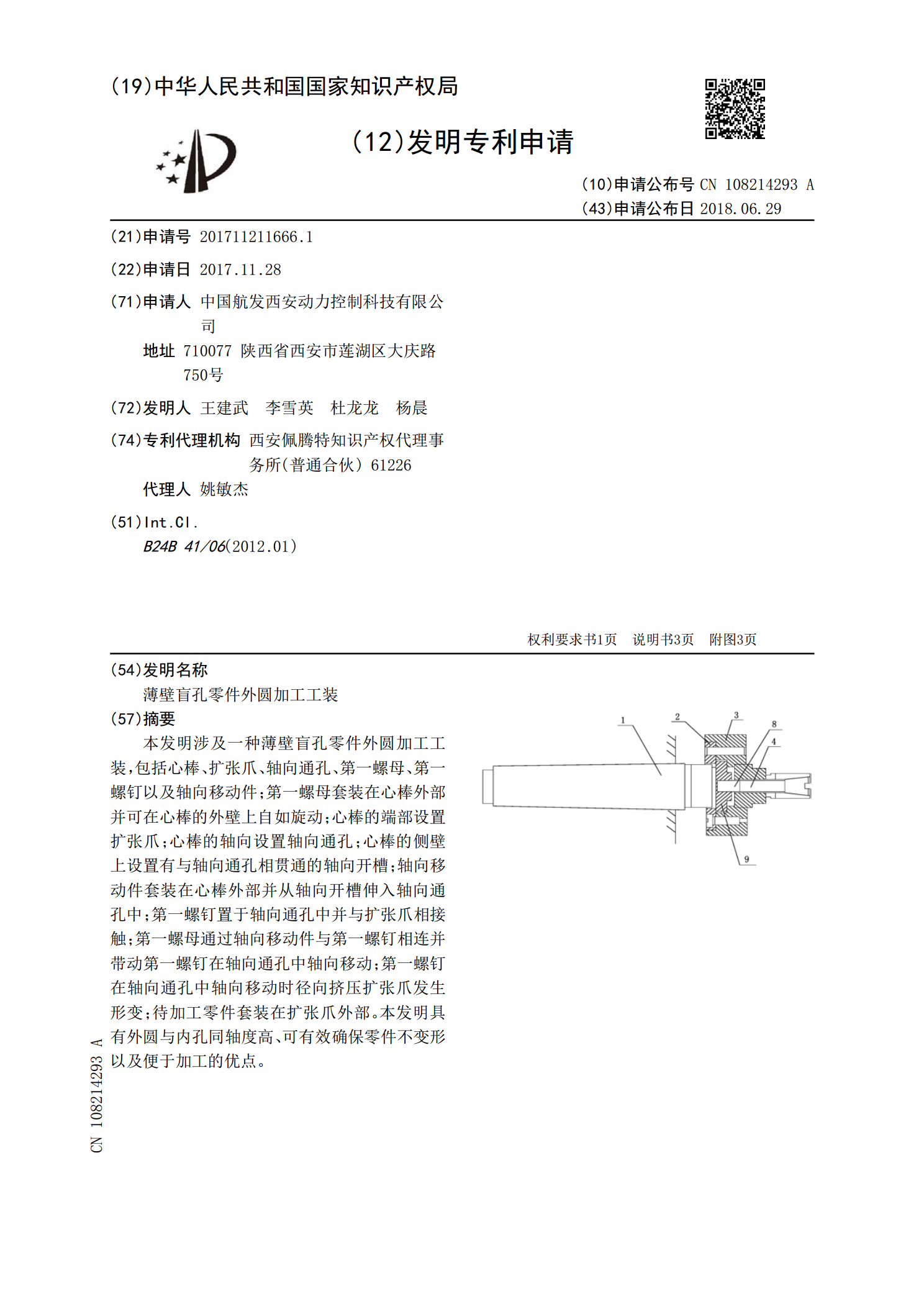
本发明涉及一种薄壁盲孔零件外圆加工工装,包括心棒、扩张爪、轴向通孔、第一螺母、第一螺钉以及轴向移动件;第一螺母套装在心棒外部并可在心棒的外壁上自如旋动;心棒的端部设置扩张爪;心棒的轴向设置轴向通孔;心棒的侧壁上设置有与轴向通孔相贯通的轴向开槽;轴向移动件套装在心棒外部并从轴向开槽伸入轴向通孔中;第一螺钉置于轴向通孔中并与扩张爪相接触;第一螺母通过轴向移动件与第一螺钉相连并带动第一螺钉在轴向通孔中轴向移动;第一螺钉在轴向通孔中轴向移动时径向挤压扩张爪发生形变;待加工零件套装在扩张爪外部。本发明具有外圆与内孔

薄壁外齿轮内孔的加工方法.pdf
本发明公开一种薄壁外齿轮内孔的加工方法,采取新工艺和夹具解决上述问题。本发明采取的加工步骤:锻造、粗车、调质、半精车、半精车、精车、滚齿、去应力退火、平磨端面、磨内孔、磨齿、齿面氮化;粗车给前半精车留量1.5mm,前半精车给后半精车留量为0.7mm,后半精车给精车留量为0.3mm,分三次车削;磨内孔采用专用夹具,用定位棒使夹具体与工件齿轮同心,之后用夹具体使工件齿轮以一个端面及齿顶定位,再用压板压紧工件齿轮,磨内孔;圆度可以达到0.02mm,直线度可以达到0.003mm;齿面氮化变形后内孔圆度0.08mm

高精度与粗糙度圆锥内孔车削加工工艺.pdf
一种高精度与粗糙度圆锥内孔车削加工工艺,其特征是采用以车代磨的加工方式,用现有的数控卧式车床,通过数控程序补偿,采用内径千分尺多点测量直径尺寸,根据长度计算出内锥角度与口部直径尺寸单边留量进行抛光从而达到工件粗糙度要求。本发明在现有设备的情况下完成高精度内圆锥面的加工,此方法操作简单、方便易行,加工效率高且产品质量稳定性好。
薄壁件内齿圈加工工艺.pdf
本发明的薄壁件内齿圈加工工艺,其经过选材-无缝钢管-下料-锯断成料坯-热处理-正火工艺、等温退火工艺-精车-热处理后的坯料用车床车削加工至产品外型几何尺寸,内齿加工-最终热处理。本发明工艺简单,节约钢材及电能,降低钢材消耗,无需锻造,改善生产环境,缩短制造工序、降低了制造成本,提高了材料的利用率。