
薄壁件内齿圈加工工艺.pdf

猫巷****奕声

1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄壁件内齿圈加工工艺.pdf
本发明的薄壁件内齿圈加工工艺,其经过选材-无缝钢管-下料-锯断成料坯-热处理-正火工艺、等温退火工艺-精车-热处理后的坯料用车床车削加工至产品外型几何尺寸,内齿加工-最终热处理。本发明工艺简单,节约钢材及电能,降低钢材消耗,无需锻造,改善生产环境,缩短制造工序、降低了制造成本,提高了材料的利用率。
一种薄壁齿圈的加工工艺.pdf
本发明公开了一种薄壁齿圈的加工工艺,选材,选用空心钢管为加工原材料;切割成型,将选好的空心钢管放入切割设备的自动上料系统上,按照图纸加工薄壁圆片,预留出余量;步骤二、粗车,将外圆、孔、端面进行初步成形;步骤三:对步骤三中得到的工件进行抛磨处理;步骤四,热处理;步骤五,将淬火处理后的薄壁圆环从加热炉中取出,在空气中冷却;步骤六,渗碳;步骤七,压淬;步骤八,抛丸除锈处理;步骤九,氮化处理,保温2‑3小时,然后用水冷处理。加工出的齿圈强度高,耐磨性好,齿圈表面硬度高,有效提高了齿圈的综合性能,采用空心钢管直接加

一种内齿圈加工工艺.pdf
本发明公开的一种内齿圈加工工艺,该工艺方法为先用磨床加工出符合尺寸和精度要求的齿条,然后将齿条切割成单个轮齿;接下来在轮圈内表面涂上高强度金属胶,并将切割好的单个轮齿依次粘贴在轮圈上,直到形成一个齿圈;接下来再用对应齿形的齿轮低速跑合一次,跑合后在相邻轮齿缝隙处再涂上金属胶,然后再跑合一次,以实现轮齿的自定位;待金属胶完全固化后,再在每个轮齿上钉上定位销;这样一个内齿圈就制作完成了。采用该工艺制造的内齿圈在机械手关节上使用后,传动可靠,回转误差优于原有线切割工艺加工的,且噪声明显降低,运转平稳,使机械手整
一种内齿圈加工工艺.pdf
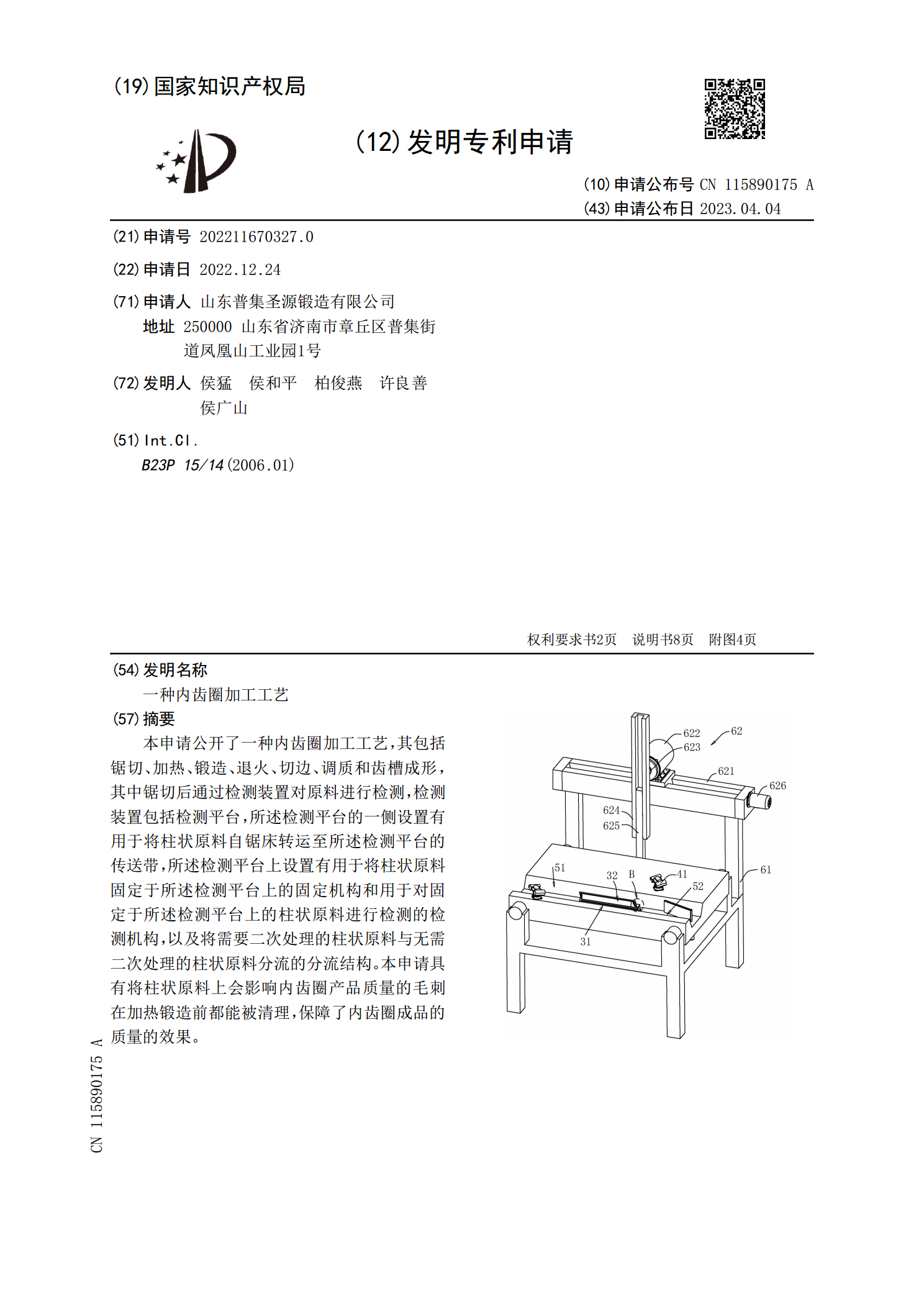
本申请公开了一种内齿圈加工工艺,其包括锯切、加热、锻造、退火、切边、调质和齿槽成形,其中锯切后通过检测装置对原料进行检测,检测装置包括检测平台,所述检测平台的一侧设置有用于将柱状原料自锯床转运至所述检测平台的传送带,所述检测平台上设置有用于将柱状原料固定于所述检测平台上的固定机构和用于对固定于所述检测平台上的柱状原料进行检测的检测机构,以及将需要二次处理的柱状原料与无需二次处理的柱状原料分流的分流结构。本申请具有将柱状原料上会影响内齿圈产品质量的毛刺在加热锻造前都能被清理,保障了内齿圈成品的质量的效果。
一种薄壁调质内齿圈的回火校正工艺.pdf
本发明涉及一种薄壁调质内齿圈的回火校正工艺。一种薄壁调质内齿圈的回火校正工艺,用于材质为42CrMoA的薄壁调质内齿圈的校正,且该种薄壁调质内齿圈的内齿直径D范围为1000mm~4000mm,包括如下工艺步骤:a.标记薄壁调质内齿圈的短轴和长轴;将上述步骤的齿圈放入加热炉加热至温度T,将加热至温度T的齿圈保温时间t,齿圈及校正工装冷却至室温,拆下校正工装;检测齿圈变形量,校正目标实现则进行温度T去应力回火;校正目标未实现,重复上述步骤,进行二次校正。本发明通过调质件的回火温度确定变形校正的加热温度,不影响