
一种高强建筑钢筋的生产方法.pdf

代瑶****zy


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强建筑钢筋的生产方法.pdf
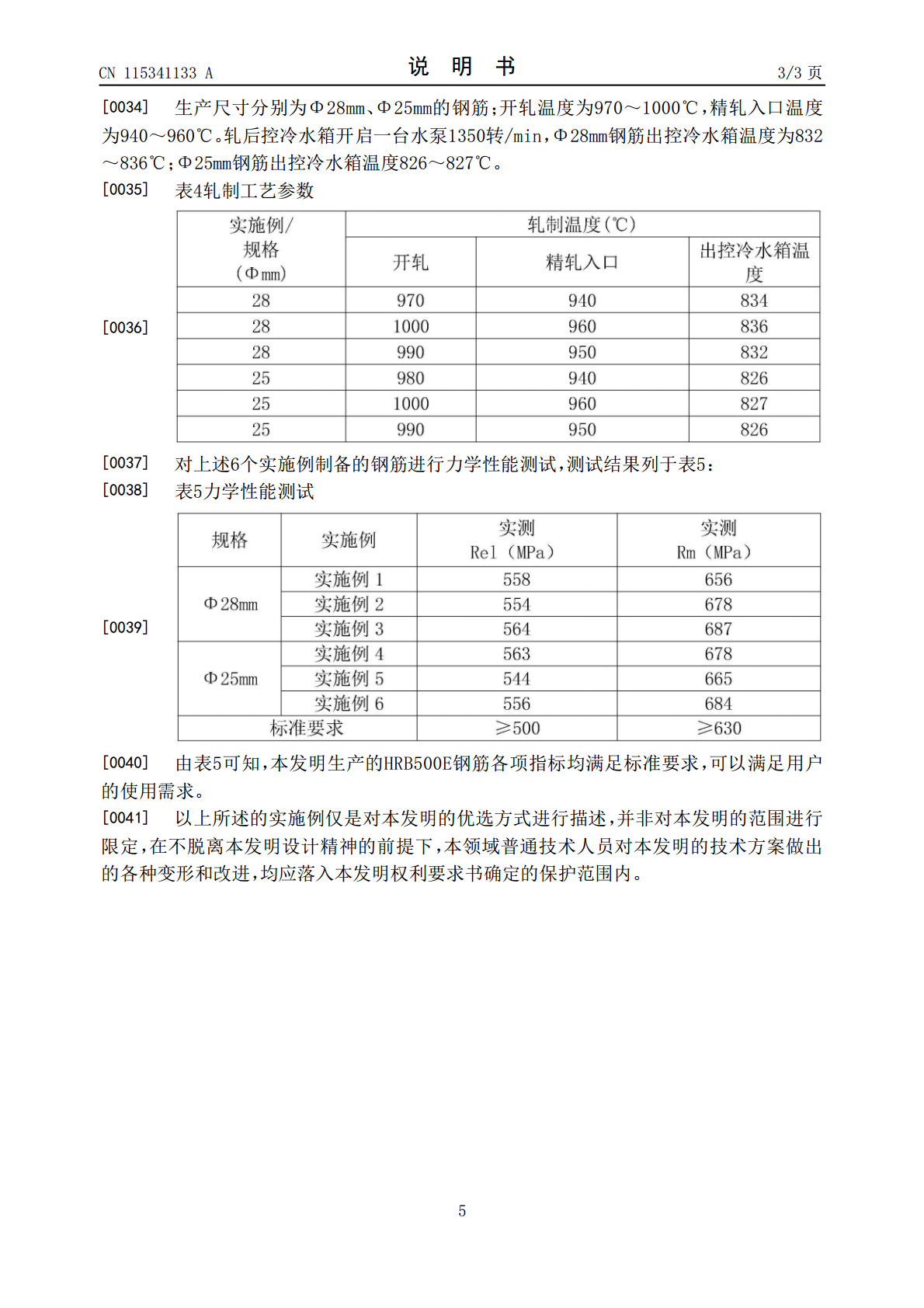
本发明公开了一种高强建筑钢筋的生产方法,包括:冶炼:转炉终点钢水中C含量不少于0.06wt%,P含量不超过0.045wt%;出钢温度为1620~1643℃;精炼;连铸:过热度设置为25~35℃,拉速为2.4~2.8m/min;轧制:开轧温度为970~1000℃,精轧入口温度为940~960℃。本发明的目的是提供一种高强建筑钢筋的生产方法,提高钢筋的强度,降低生产成本。
一种高强钢筋及其生产方法.pdf
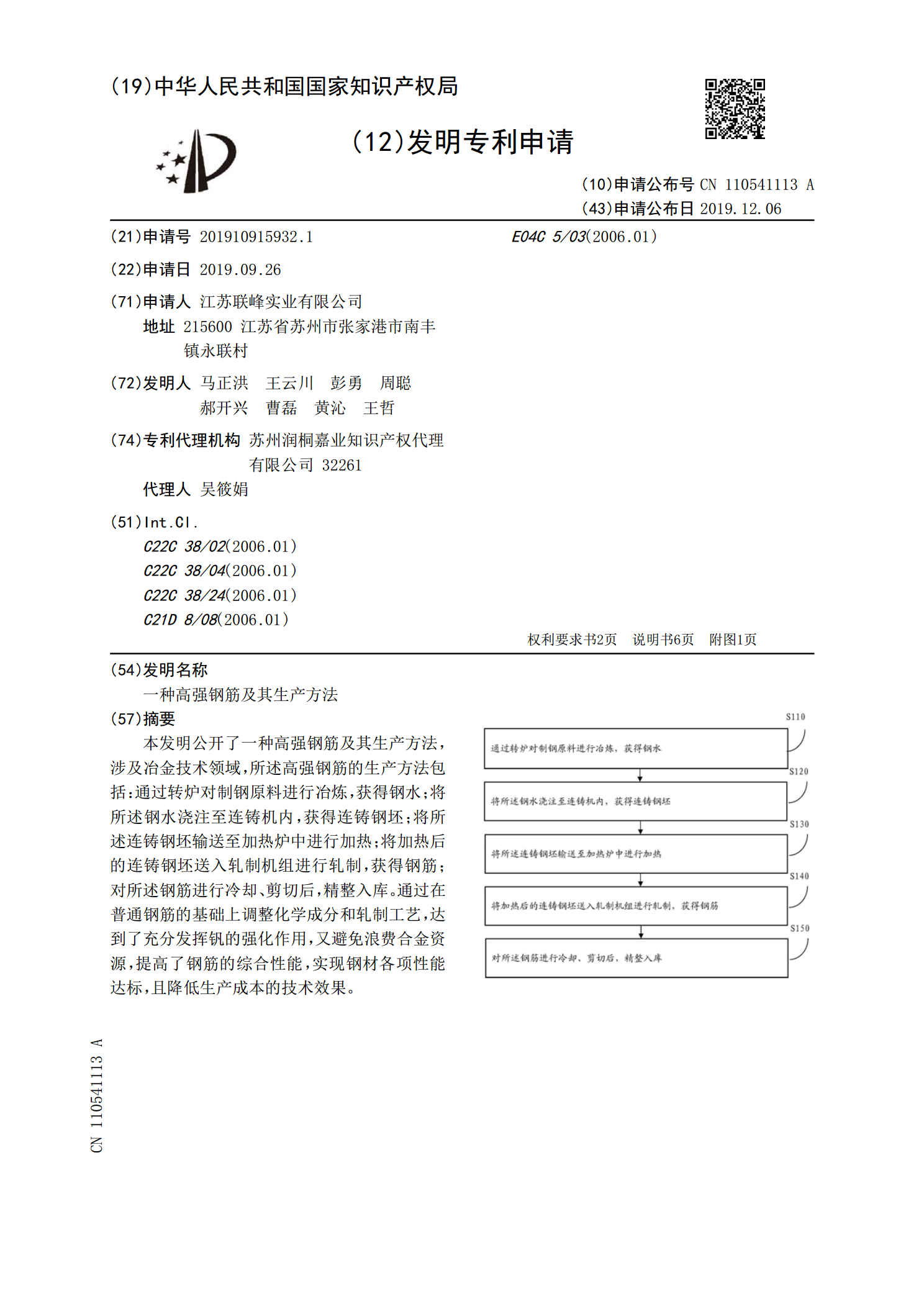
本发明公开了一种高强钢筋及其生产方法,涉及冶金技术领域,所述高强钢筋的生产方法包括:通过转炉对制钢原料进行冶炼,获得钢水;将所述钢水浇注至连铸机内,获得连铸钢坯;将所述连铸钢坯输送至加热炉中进行加热;将加热后的连铸钢坯送入轧制机组进行轧制,获得钢筋;对所述钢筋进行冷却、剪切后,精整入库。通过在普通钢筋的基础上调整化学成分和轧制工艺,达到了充分发挥钒的强化作用,又避免浪费合金资源,提高了钢筋的综合性能,实现钢材各项性能达标,且降低生产成本的技术效果。
高强钢筋及其生产方法.pdf
本发明揭示了一种高强钢筋及其生产方法。所述高强钢筋的化学成分包括:C:0.15‑0.32%,Si+Mn:0.5‑1.9%,Mn+Cr+Mo+Ni:1.1‑2.1%,V:0.02‑0.8%,Nb、Ti和Al中的至少一种:0.01‑0.3%,余量为Fe及不可避免的杂质;Mn=(2.5‑3.5)Si,Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15≤0.56%,其生产方法包括冶炼、连铸、控温轧制、控温冷却,连铸的钢水过热度15‑30℃,加热温度1200‑1250℃且在炉时间60‑120min,
高强度钢筋的生产方法.pdf
本发明公开了一种高强度钢筋的生产方法,涉及建筑材料技术领域,该方法包括将钢材所需的化学成分加入转炉中冶炼钢水,出钢前在炉外钢包吹氩气进行精炼;钢水出钢,浇铸成钢坯,其特征在于:将钢坯送入加热炉中加热到1060-1120℃,保温60-90分钟;在1020-1060℃下开轧,控制终轧温度为960-1000℃,上冷床温度为600-650℃,随后自然冷却至室温,得到钢筋;将钢筋在880-930℃下淬火加热,保温60-80分钟后立即水冷;水冷后再加热到330-380℃进行回火,保温30-60分钟,随炉冷却。本发明解

高强度钢筋的生产方法.docx
高强度钢筋的生产方法高强度钢筋是一种具有优异机械性能和耐久性的建筑材料,在现代建筑工程中被广泛使用。其生产方法主要包括原料选取、炼钢、连铸、轧制和热处理等工艺过程。本论文将对高强度钢筋的生产方法进行详细介绍。首先,在高强度钢筋的生产过程中,原料的选取是至关重要的一步。普通碳素钢通常用于生产普通钢筋,而高强度钢筋则需要使用合金钢作为原料。合金钢中添加了一定比例的合金元素,如铬、钼、镍等,可以提高钢筋的强度和耐蚀性能。其次,高强度钢筋的生产过程中包含炼钢和连铸两个关键环节。炼钢是将原料进行还原和精炼的过程,它