
一种免正火温锻内星轮用钢的制造方法.pdf

朋兴****en


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种免正火温锻内星轮用钢的制造方法.pdf
本发明属于钢生产领域,公开了一种免正火温锻内星轮用钢的制造方法,本发明钢棒按照质量百分比的元素组成为:C:0.19~0.23%;Si:0.20~0.35%;Mn:1.2~1.40%;P≤0.035%;S:≤0.035%;Cr:1.00~1.30%,Al:0.015~0.045%,N:100~200ppm余量时Fe和不可避免的杂质。工艺为连铸机—蓄热式加热炉—连轧机组轧制—KOCKS减定径机组—6#7#水箱—冷床—下线精整—打包入库。本发明优化成分、偏析指数≤1.1、通过高温加热控制氮化铝溶解均匀析出、控制

温锻内星轮的锻造方法.pdf
本发明涉及一种温锻内星轮的锻造方法,是通过以下步骤实现的:将内星轮加热到145℃-155℃;内星轮表面喷涂石墨让其表面与外界空气隔绝;风力烘干后,进入中频炉加温至880℃-920℃;进入四工位锻压区域进行锻压;所述的四工位锻压依次为:整形、粗锻、精锻成型、冲孔;本发明的有益效果是:温度恒定、时间统一、工况一致、表面又有保护层,使致在锻打过程中,锻压力稳定,成型阻力适中,最终尺寸稳定,零件表面清洁,几乎没有氧化和脱碳,内部组织晶粒度达到7级,金属流线清晰、流畅。
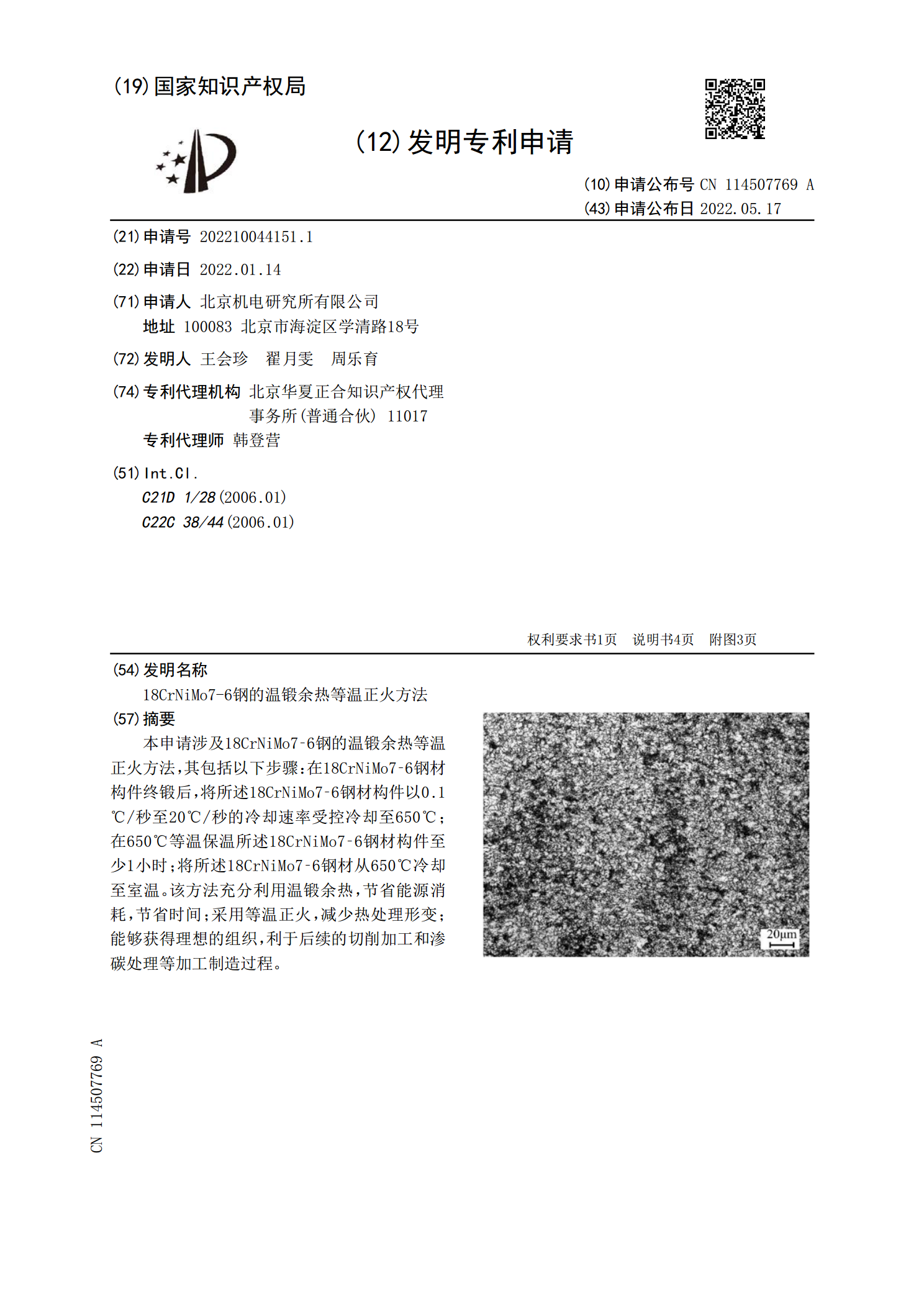
18CrNiMo7-6钢的温锻余热等温正火方法.pdf
本申请涉及18CrNiMo7?6钢的温锻余热等温正火方法,其包括以下步骤:在18CrNiMo7?6钢材构件终锻后,将所述18CrNiMo7?6钢材构件以0.1℃/秒至20℃/秒的冷却速率受控冷却至650℃;在650℃等温保温所述18CrNiMo7?6钢材构件至少1小时;将所述18CrNiMo7?6钢材从650℃冷却至室温。该方法充分利用温锻余热,节省能源消耗,节省时间;采用等温正火,减少热处理形变;能够获得理想的组织,利于后续的切削加工和渗碳处理等加工制造过程。

一种免正火中碳轮毂轴承用钢的制备方法.pdf
本发明公开了一种免正火中碳轮毂轴承用钢的制备方法,包括以下步骤:电炉冶炼、LF精炼、VD脱气处理、大方坯连铸、加热、轧制和冷却,其中,加热步骤中,大方坯冷装进入连续加热炉,在炉时间不少于300min;轧制采用终轧温度≤880℃的低温轧制;冷却采用轧后冷床的保温罩控制轧后的冷却速度≤20℃/min,圆钢出保温罩温度≤600℃。本发明在保证产品质量稳定性的同时,通过提高圆钢在轧制过程中铁素体析出,达到细化铁素体晶粒度的目的,减少下游加工过程的正火工序,降低生产成本,实现节能减排。

从渗碳齿轮钢锻坯的正火处理探讨正火标准.docx
从渗碳齿轮钢锻坯的正火处理探讨正火标准随着工程学科的不断发展,钢材的应用越来越广泛,其中渗碳齿轮钢被广泛应用于机械制造行业中。渗碳齿轮钢的热处理是决定其力学性能和使用寿命的重要因素之一。而正火作为渗碳齿轮钢的热处理方法之一,对其品质和使用寿命具有十分重要的影响。本文将从渗碳齿轮钢锻坯正火处理的标准入手,深入探讨正火标准对其品质和使用寿命的影响。首先,我们需要了解正火的基本概念和作用。正火是一种常用的钢材淬火热处理方法,主要是通过相变的方式使材料的内部组织发生改变,从而达到提高钢材硬度和强度的目的。常见的正