
一种免正火中碳轮毂轴承用钢的制备方法.pdf

秀美****甜v


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种免正火中碳轮毂轴承用钢的制备方法.pdf
本发明公开了一种免正火中碳轮毂轴承用钢的制备方法,包括以下步骤:电炉冶炼、LF精炼、VD脱气处理、大方坯连铸、加热、轧制和冷却,其中,加热步骤中,大方坯冷装进入连续加热炉,在炉时间不少于300min;轧制采用终轧温度≤880℃的低温轧制;冷却采用轧后冷床的保温罩控制轧后的冷却速度≤20℃/min,圆钢出保温罩温度≤600℃。本发明在保证产品质量稳定性的同时,通过提高圆钢在轧制过程中铁素体析出,达到细化铁素体晶粒度的目的,减少下游加工过程的正火工序,降低生产成本,实现节能减排。

一种轮毂轴承用钢及其制造方法.pdf
本发明公开了一种轮毂轴承用钢,其化学成分质量百分比为:C:0.54‑0.58%,Si:0.20‑0.30%,Mn:0.65‑0.75%,Cr:0.10‑0.20%,Al:0.010‑0.030%,P:≤0.015%,S:≤0.003%,Ti:≤0.0025%,Ni:≤0.20%,Cu:≤0.15%,Mo:≤0.10%,[O]:≤0.0010%,余量为Fe。从上述组分可知,本发明的一种轮毂轴承用钢,本发明通过使用C、Mn、Cr等常规合金元素进行合金化,使其性能具有较国家《碳素轴承钢》(GB/T28417‑
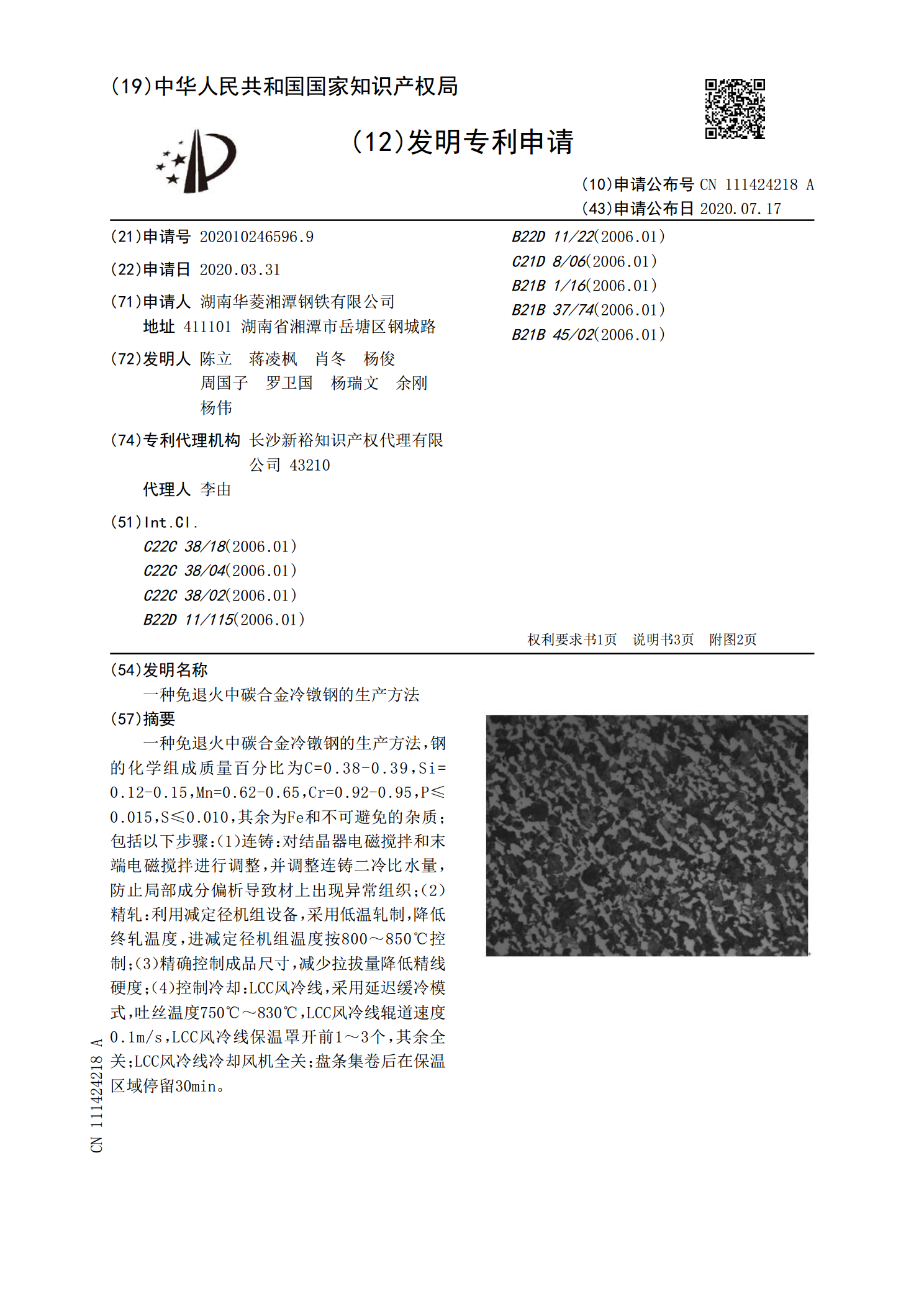
一种免退火中碳合金冷镦钢的生产方法.pdf
一种免退火中碳合金冷镦钢的生产方法,钢的化学组成质量百分比为C=0.38‑0.39,Si=0.12‑0.15,Mn=0.62‑0.65,Cr=0.92‑0.95,P≤0.015,S≤0.010,其余为Fe和不可避免的杂质;包括以下步骤:(1)连铸:对结晶器电磁搅拌和末端电磁搅拌进行调整,并调整连铸二冷比水量,防止局部成分偏析导致材上出现异常组织;(2)精轧:利用减定径机组设备,采用低温轧制,降低终轧温度,进减定径机组温度按800~850℃控制;(3)精确控制成品尺寸,减少拉拔量降低精线硬度;(4)控制冷却

免退火中碳冷镦钢热轧线材的生产方法.pdf
本发明公开了一种免退火中碳冷镦钢热轧线材的生产方法,其方法步骤为:(1)冶炼钢水然后连铸成钢坯;(2)所述钢坯经缓冷释放应力;(3)将缓冷后的热轧坯加热至1150~1190℃,保温时间110~140min;然后高压水除磷;(4)将除磷后的热轧坯进行粗中轧、预精轧和精轧,其中进精轧温度965~995℃,精轧结束后,卷取温度控制在960~980℃;尺寸精度执行负公差;(5)热轧后的盘条进入冷却线,风机和保温罩均关闭,确保盘条在保温罩内的停留时间不小于40分钟;即可得到所述的热轧线材。本发明减少了拉拔量,防止因
一种卡车用高韧性轮毂用钢及轮毂的制备方法.pdf
本发明提供一种卡车用高韧性轮毂用钢,其化学成分重量百分比为:C?0.10-0.22%、Si?0.20-0.60%、Mn?0.90-1.60%、Cr?0.10-0.30%、Ni?0.10-0.30%、Als?0.010-0.030%、P≤0.015%、S≤0.015%。本发明还提供卡车用高韧性轮毂的制备方法,包括电炉冶炼工序、切锭轧制工序、热处理工序,所述的热处理工序为:加热至920-940℃保温1.5小时,放入20-40℃水中冷却135-145s,然后在590-610℃回火处理3.0h后,出炉空冷。本发明