
一种轧制节奏控制方法及装置.pdf

青团****青吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轧制节奏控制方法及装置.pdf
本申请提供一种轧制节奏控制方法及装置,包括:从加热炉出炉的板坯依次经过第一扫描区和第二扫描区后进入粗轧机进行轧制;板坯出炉后根据第一扫描区和第二扫描区的扫描结果跟踪同一板坯的钢卷号;根据所述第一扫描区的扫描结果和所述第二扫描区的扫描结果分别下发粗轧预设定数据至粗轧机;根据所述钢卷号和所述预设定数据跟踪所述板坯完成粗轧轧制。本申请可有效提高轧制节奏,进而提高生产效率。
一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法.pdf
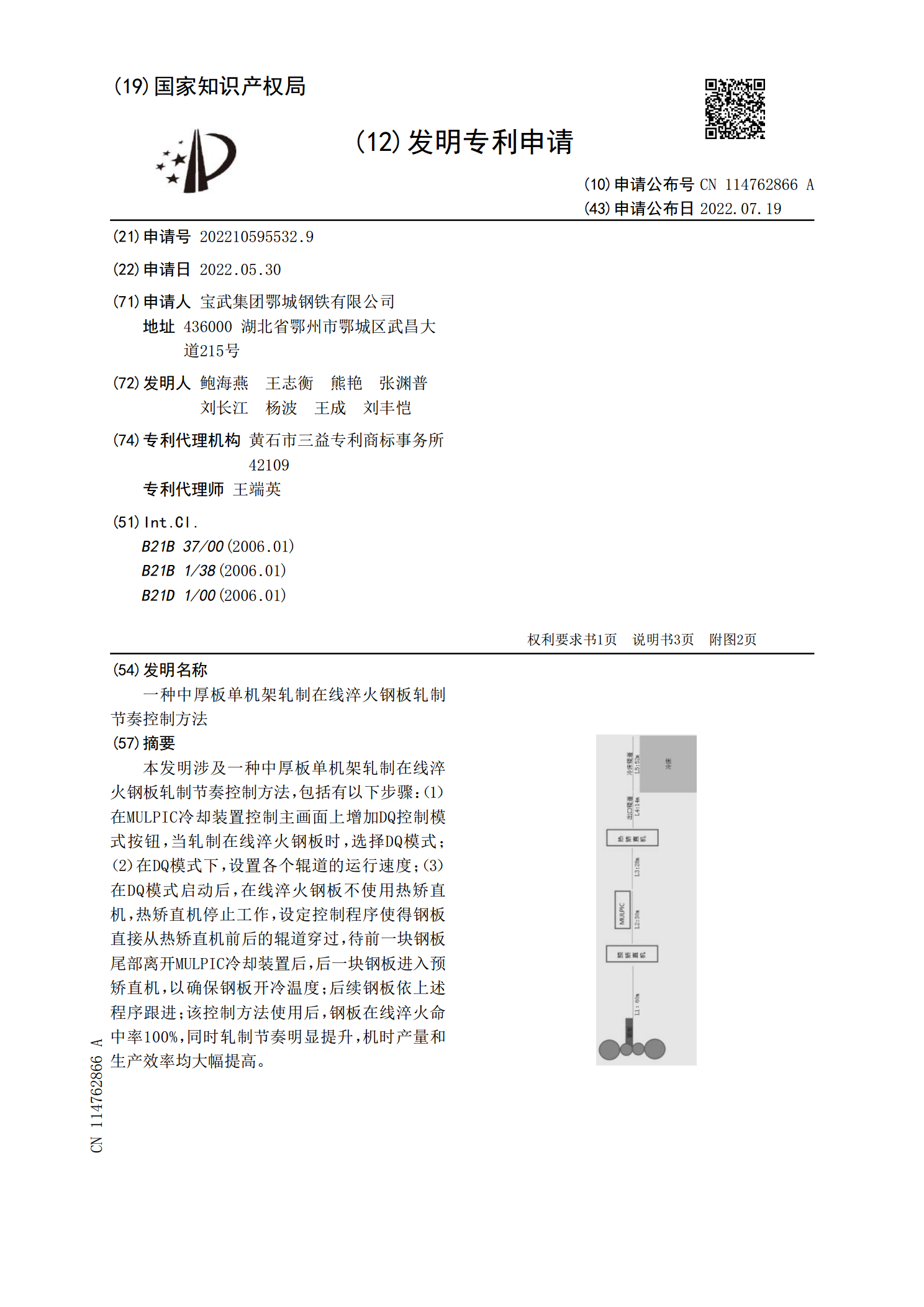
本发明涉及一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法,包括有以下步骤:(1)在MULPIC冷却装置控制主画面上增加DQ控制模式按钮,当轧制在线淬火钢板时,选择DQ模式;(2)在DQ模式下,设置各个辊道的运行速度;(3)在DQ模式启动后,在线淬火钢板不使用热矫直机,热矫直机停止工作,设定控制程序使得钢板直接从热矫直机前后的辊道穿过,待前一块钢板尾部离开MULPIC冷却装置后,后一块钢板进入预矫直机,以确保钢板开冷温度;后续钢板依上述程序跟进;该控制方法使用后,钢板在线淬火命中率100%,同时轧制节奏明

一种音乐节奏控制方法及装置.pdf
本发明实施例公开了一种音乐节奏控制方法及装置。该方法包括:通过体感检测技术确定佩戴有穿戴设备的用户的动作轨迹;根据所述用户的动作轨迹,控制音乐节奏的播放。本发明实施例通过根据用户的动作轨迹控制音乐节奏的播放,解决了用户动作与音乐节奏不匹配的问题。

一种中厚板轧制节奏的在线监控方法.pdf
本发明公开了一种中厚板轧制节奏的在线监控方法,涉及轧钢自动控制技术领域,该一种中厚板轧制节奏的在线监控方法,实时采集数据;根据触发事件自动启动宽厚板轧制节奏监控分析模块计算;对加热炉节奏时间按钢板的块数进行指标计算;对加热炉节奏时间按照平均进行指标计算;对轧机节奏时间进行指标计算;对待温节奏按钢板的块数进行指标计算;对待温节奏按平均进行指标计算;对中间坯冷却时间进行指标计算;对ACC冷却节奏时间进行指标计算;对温矫节奏时间进行指标计算;对热矫节奏时间进行指标计算;对总节奏时间进行指标计算;对轧机占机率进行

一种小规格窄带的轧制装置及轧制方法.pdf
本发明公开了一种小规格窄带的轧制装置及轧制方法,其轧制装置包括成对布设的工作轧辊、前后卷取装置、施压装置以及导向轮一和导向轮二;所述工作轧辊包括下工作辊和上工作辊,下工作辊和上工作辊中一个为平辊且另一个为槽辊;平辊为外表面平整的圆柱辊,槽辊的轴向上开有多个平行布设的矩形槽;其轧制方法,包括以下步骤:一、确定轧制道次数n;二、利用槽辊中相应槽深的矩形槽且分n-1个道次对丝材进行中间过程尺寸轧制;三、利用槽辊中相应槽深的矩形槽进行最终尺寸轧制。本发明设计合理、安装布设方便、使用操作简便、操作灵活且使用效果好,