
一种中厚板轧制节奏的在线监控方法.pdf

婀娜****aj


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种中厚板轧制节奏的在线监控方法.pdf
本发明公开了一种中厚板轧制节奏的在线监控方法,涉及轧钢自动控制技术领域,该一种中厚板轧制节奏的在线监控方法,实时采集数据;根据触发事件自动启动宽厚板轧制节奏监控分析模块计算;对加热炉节奏时间按钢板的块数进行指标计算;对加热炉节奏时间按照平均进行指标计算;对轧机节奏时间进行指标计算;对待温节奏按钢板的块数进行指标计算;对待温节奏按平均进行指标计算;对中间坯冷却时间进行指标计算;对ACC冷却节奏时间进行指标计算;对温矫节奏时间进行指标计算;对热矫节奏时间进行指标计算;对总节奏时间进行指标计算;对轧机占机率进行
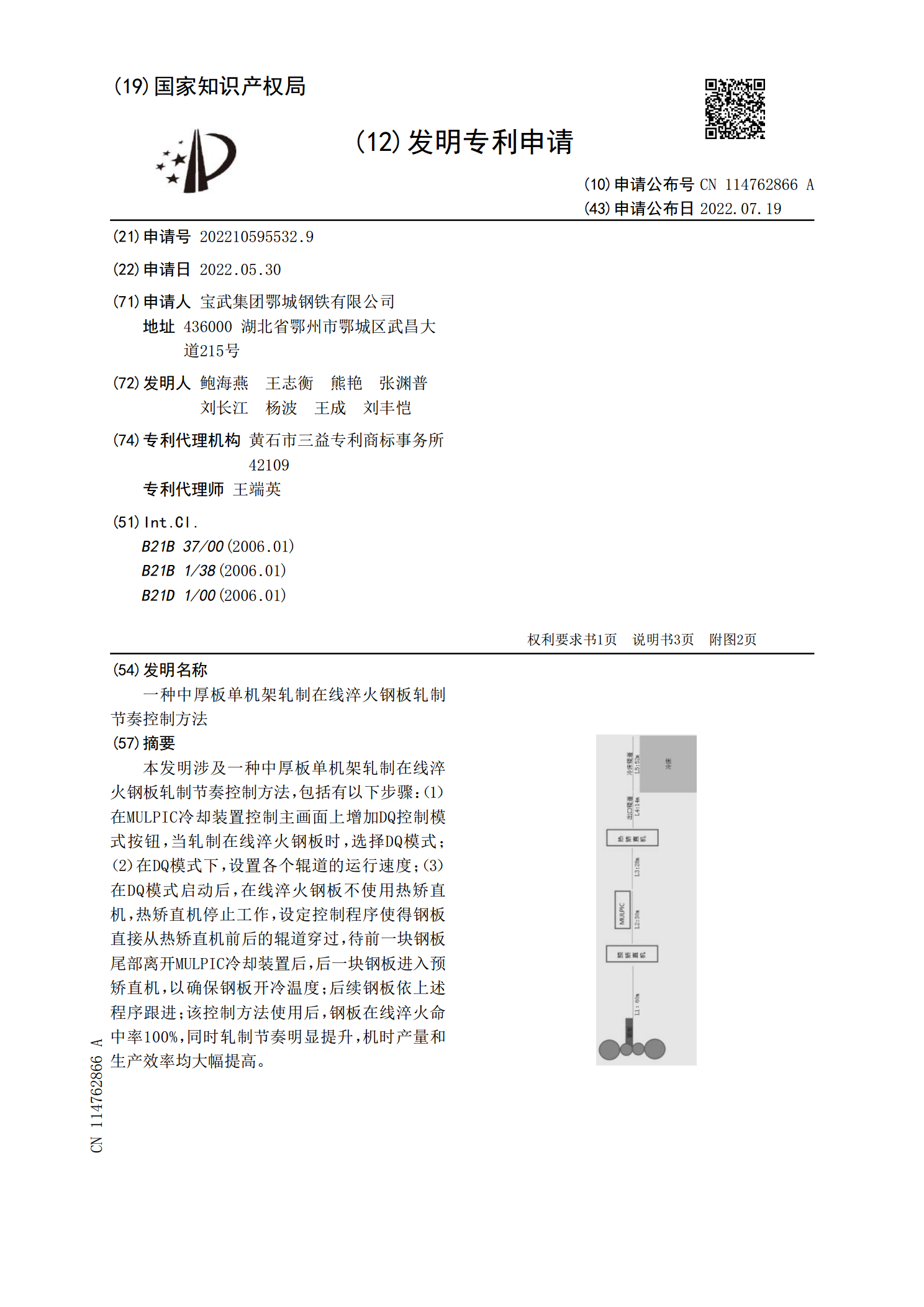
一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法.pdf
本发明涉及一种中厚板单机架轧制在线淬火钢板轧制节奏控制方法,包括有以下步骤:(1)在MULPIC冷却装置控制主画面上增加DQ控制模式按钮,当轧制在线淬火钢板时,选择DQ模式;(2)在DQ模式下,设置各个辊道的运行速度;(3)在DQ模式启动后,在线淬火钢板不使用热矫直机,热矫直机停止工作,设定控制程序使得钢板直接从热矫直机前后的辊道穿过,待前一块钢板尾部离开MULPIC冷却装置后,后一块钢板进入预矫直机,以确保钢板开冷温度;后续钢板依上述程序跟进;该控制方法使用后,钢板在线淬火命中率100%,同时轧制节奏明

中厚板轧制优化规程在线设定方法.pdf
第7卷第6期宽厚板·1··综述·中厚板轧制优化规程在线设定方法张进之戴学满(北京钢铁研究总院)(上钢浦东钢铁集团有限公司)摘要本文介绍了中厚板轧机计算机设定控制方法的发展状况。介绍并评述了早期程序设定方法的缺陷及因此发展的优化规程在线设定方法,包括最大限度利用轧机能力方法;等比例凸度法;综合控制板凸度和平直度法;断面形状矢量法和综合等储备负荷函数法等。关键词优化规程在线设定板凸度平直度On-lineSet-upMethodofMediumandHeavyPlateRollingOptimizingSche
中厚板交叉轧制节奏控制预计算的数学方法.pdf
年月控制工程.第卷第期
中厚板交叉轧制节奏控制预计算的数学方法.pdf
年月控制工程.第卷第期