
一种高延伸率1235电缆铝箔及其制造方法.pdf

一条****然后


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高延伸率1235电缆铝箔及其制造方法.pdf
本发明公开了一种高延伸率1235电缆铝箔制造方法。首先按照Fe/Si为3.5~4.0的比例进行化学成分配置,然后将合金成分依次进行熔铸、均匀化热处理、热轧、第一次冷轧、中间退火和第二次冷轧,再经清洗分切成小卷后进行快速成品退火而制得。所述第一次冷轧总压下率85±2%,第二次冷轧总压下率80~85%;本发明一方面通过控制加工率和退火工艺达到了材料各向异性较小的目的;另一方面利用退火前的清洗代替成品退火时的低温除油工艺,利用先分切成小卷再采用电炉预加热方式,规避了常规铝箔普通退火低温除油段加热速度慢对再结晶的

一种高延伸率药用铝箔的制备方法.pdf
本发明公开的一种高延伸率药用铝箔的制备方法,包括坯料检验、开坯轧、中间轧制、合卷轧、轧成品、分切、装炉退火和成品包装,选用8011合金作为坯料,经两道次的粗轧、两道次的中间轧制,再经多阶段退火,最终,合卷箔轧,经分切、成品退火,检测、包装后,得到成品;本发明通过特殊的多次分级退火处理,配合合理的轧制工艺,有效地减小了组织不均匀性和各向异性,具有优良的表面质量、平整度和表面润湿性能,同时,成本得以控制,且具有高延伸率和较好的抗拉伸强度。
一种高均匀延伸率的耐磨钢及其制造方法.pdf
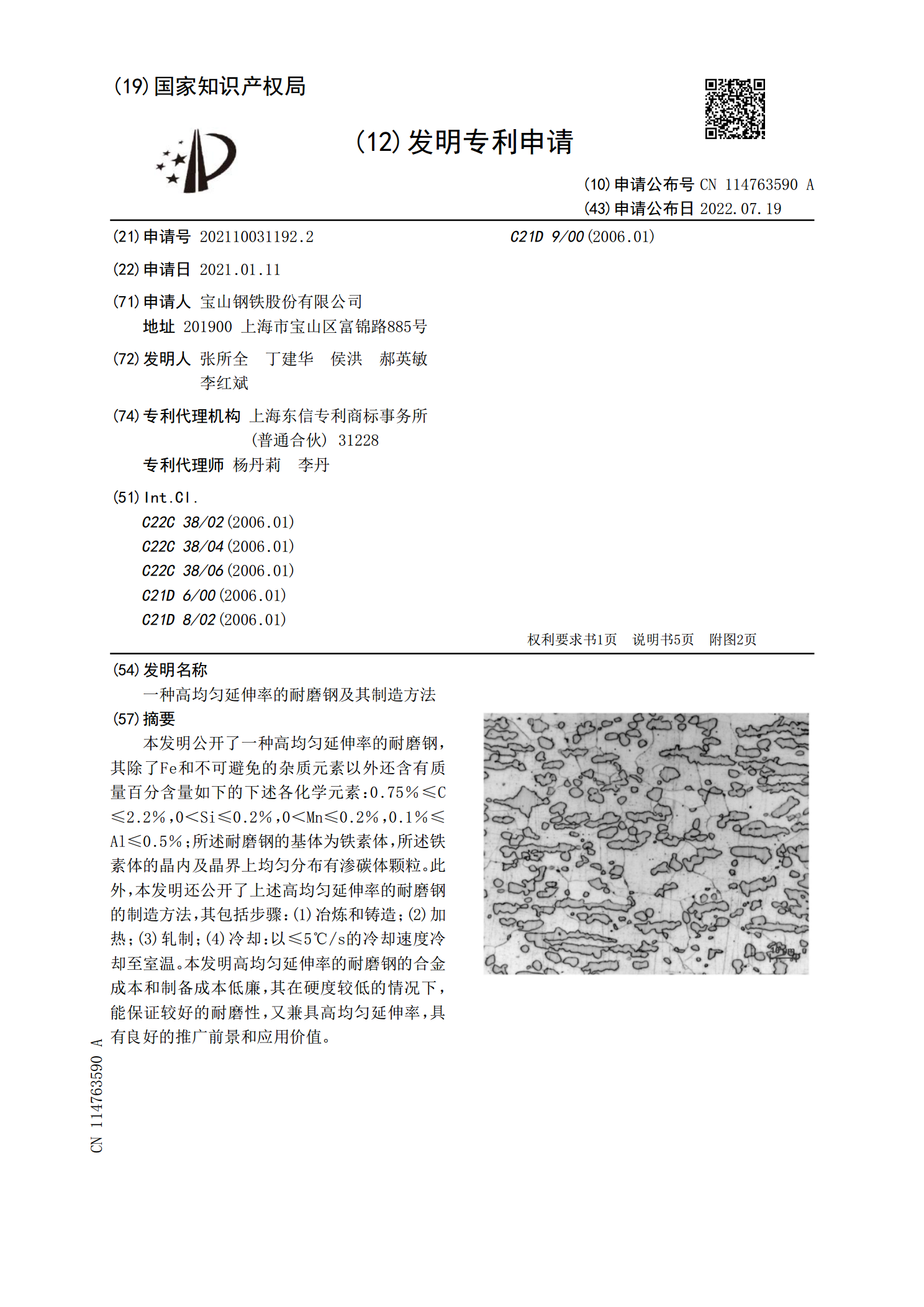
本发明公开了一种高均匀延伸率的耐磨钢,其除了Fe和不可避免的杂质元素以外还含有质量百分含量如下的下述各化学元素:0.75%≤C≤2.2%,0<Si≤0.2%,0<Mn≤0.2%,0.1%≤Al≤0.5%;所述耐磨钢的基体为铁素体,所述铁素体的晶内及晶界上均匀分布有渗碳体颗粒。此外,本发明还公开了上述高均匀延伸率的耐磨钢的制造方法,其包括步骤:(1)冶炼和铸造;(2)加热;(3)轧制;(4)冷却:以≤5℃/s的冷却速度冷却至室温。本发明高均匀延伸率的耐磨钢的合金成本和制备成本低廉,其在硬度较低的情况下,能保
8021合金高延伸率铝箔及其制备工艺.pdf
本发明属于铝合金材料技术领域,公开一种8021合金高延伸率铝箔,其合金成分如下:Si:0.08~0.1%;Fe:1.25~1.5%;Cu:0.03%;Mn:0.03%;Mg:0.01%;Zn:0.03%;Cr:0.03%;Ti:0.01%;余量为Al及其他不可避免杂质元素。同时,公开了一种8021合金高延伸率铝箔的生产工艺,包括粗轧、中轧、合卷、精轧、分切、退火,从粗轧到成品各道次厚度分别为:260μm→110μm→45μm→16.5μm→7μm,其中退火工序升温阶段,从室温升至210℃,升温时间10h;
一种高延伸电缆箔及其制造方法.pdf
本发明属于铝箔压延制造技术领域,公开了一种高延伸电缆箔及其制造方法,其组成成分及质量百分比为:Si0.1~0.25%,Fe0.3~0.4%,Cu≤0.05%,Mn≤0.01%,Zn≤0.03%,Ti≤0.04%,余量为Al。本发明的制造方法包括熔炼、铸轧、粗轧,中间两次退火,切边,精轧,成品退火等步骤,熔炼时将上述成分在730~750℃范围内熔炼,经过熔体精炼处理,然后倒入静置炉静置保温,静置炉温度为730‑745℃;铸轧成5.9~6.5mm铸轧铝卷,粗轧后进行均匀化退火,经粗轧轧制到0.5‑0.6m