
一种焊接用钢盘条的轧制方法.pdf

猫巷****觅蓉

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种焊接用钢盘条的轧制方法.pdf
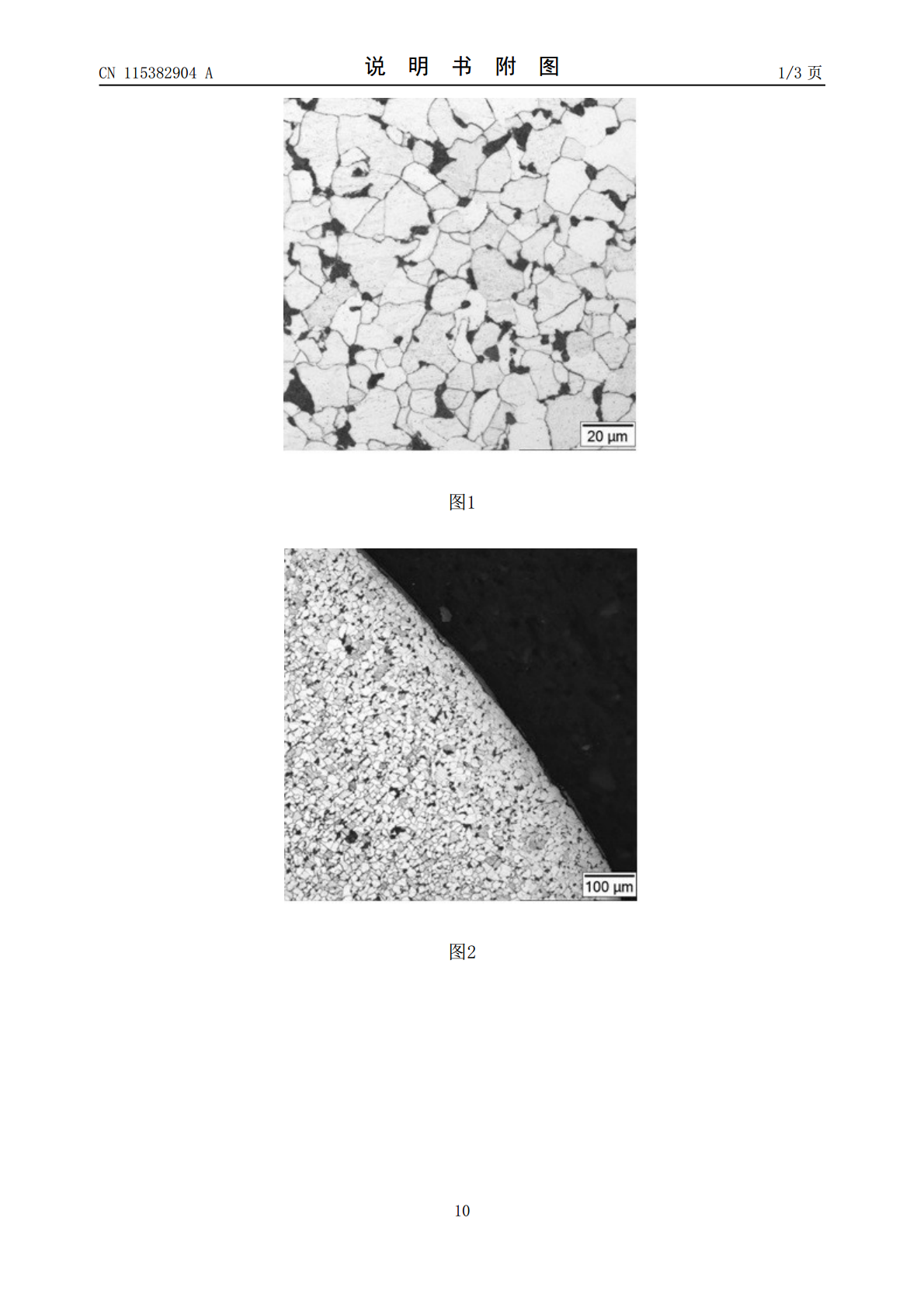
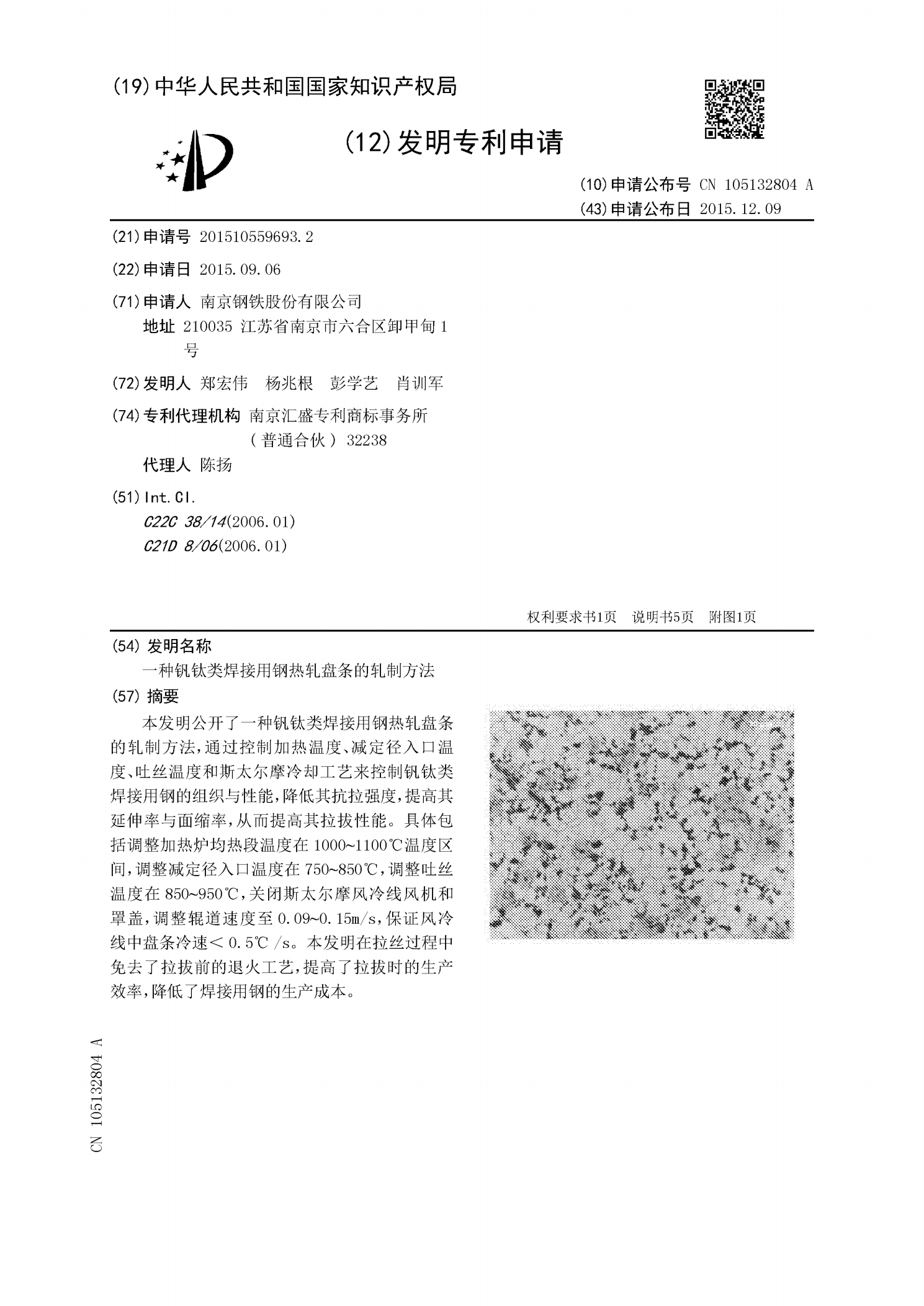
本发明公开一种焊接用钢盘条的轧制方法,属于焊接用钢线材生产技术领域。轧制方法包括钢坯加热、控制轧制、控制冷却工序;钢坯加热工序,钢坯在加热炉中加热,加热温度1090~1150℃,均热温度1090~1130℃;钢坯控制轧制工序,终轧温度860~940℃,吐丝温度860~940℃。本发明通过控制终轧温度、吐丝温度、冷却速度及吐丝与终轧温度之间的温度差等工艺,实现在纯奥氏体区轧制,心部无马氏体组织,同时避免等轴粗大铁素体粗晶组织及细小贝氏体的产生,使得盘条表层组织均匀,无锯齿状氧化铁皮,能有效消除拉拔断丝频率高
一种钒钛类焊接用钢热轧盘条的轧制方法.pdf
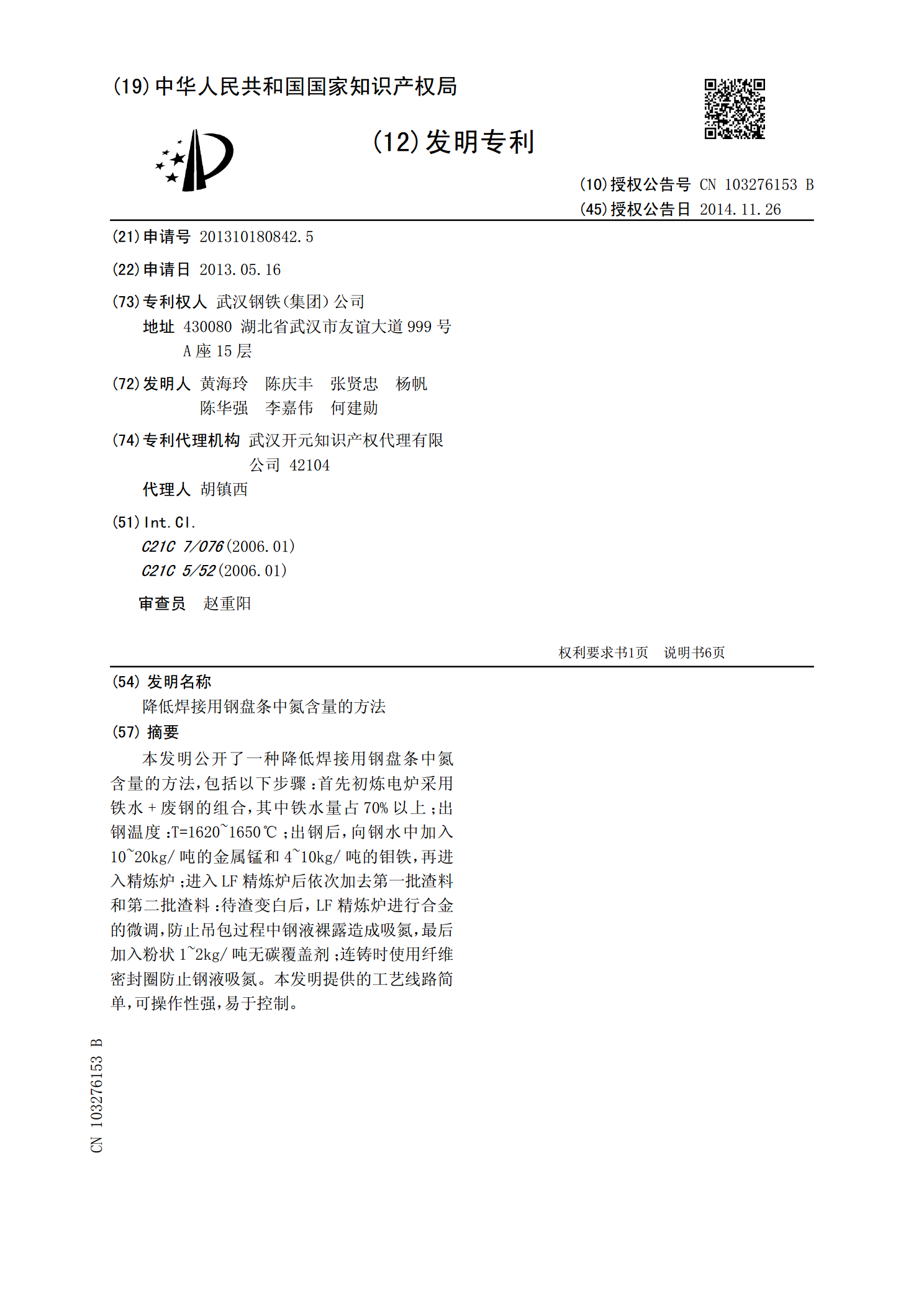
本发明公开了一种钒钛类焊接用钢热轧盘条的轧制方法,通过控制加热温度、减定径入口温度、吐丝温度和斯太尔摩冷却工艺来控制钒钛类焊接用钢的组织与性能,降低其抗拉强度,提高其延伸率与面缩率,从而提高其拉拔性能。具体包括调整加热炉均热段温度在1000~1100℃温度区间,调整减定径入口温度在750~850℃,调整吐丝温度在850~950℃,关闭斯太尔摩风冷线风机和罩盖,调整辊道速度至0.09~0.15m/s,保证风冷线中盘条冷速<0.5℃/s。本发明在拉丝过程中免去了拉拔前的退火工艺,提高了拉拔时的生产效率,降低了

一种焊接用奥氏体不锈钢盘条的高线轧制方法.pdf
本发明公开了一种焊接用奥氏体不锈钢盘条的高线轧制方法,制备步骤如下:1)坯料准备;2)加热处理,分预热段、加热段、均热段三段加热,炉内残氧量≤5%;3)高速轧制,分6道次粗轧、6道次中轧、4道次预精轧、10道次精轧四个阶段,最大压下量≤40%;4)Stelmor控制冷却,风冷段前段为缓冷段,后段为强制风冷段。本发明可实现高速连轧,最高轧速达100m/s,大大提高了奥氏体不锈钢盘条的轧制生产效率。本发明的高线轧制方法能防止奥氏体不锈钢盘条轧制开裂,改善表面质量,并使盘条强度≤650MPa,延伸率≥40%,从

一种焊接用钢盘条及其制备方法.pdf
本发明特别涉及一种焊接用钢盘条及其制备方法,属于钢材生产技术领域,方法包括:将铁水进行转炉冶炼,获得钢水;将所述钢水进行精炼,获得精炼钢水;将所述精炼钢水进行连铸,获得铸坯;将所述铸坯经输送辊道送入轧制产线进行轧制,后进行冷却,获得钢盘条;所述输送辊道设有保温罩,所述轧制的开轧温度为970℃‑1030℃,所述轧制的入精轧温度为900℃‑950℃,所述轧制的吐丝温度为910℃‑960℃;钢水浇铸成坯经高压水除鳞后直接入轧机机组进行轧制,取消铸坯冷检后在加热炉再次加热环节,降低了煤气消耗,减少了二氧化碳等有害
降低焊接用钢盘条中氮含量的方法.pdf
本发明公开了一种降低焊接用钢盘条中氮含量的方法,包括以下步骤:首先初炼电炉采用铁水+废钢的组合,其中铁水量占70%以上;出钢温度:T=1620~1650℃;出钢后,向钢水中加入10~20kg/吨的金属锰和4~10kg/吨的钼铁,再进入精炼炉;进入LF精炼炉后依次加去第一批渣料和第二批渣料:待渣变白后,LF精炼炉进行合金的微调,防止吊包过程中钢液裸露造成吸氮,最后加入粉状1~2kg/吨无碳覆盖剂;连铸时使用纤维密封圈防止钢液吸氮。本发明提供的工艺线路简单,可操作性强,易于控制。