
一种汽车自动变速器行星架的快速渗氮方法.pdf

一只****爱敏


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车自动变速器行星架的快速渗氮方法.pdf
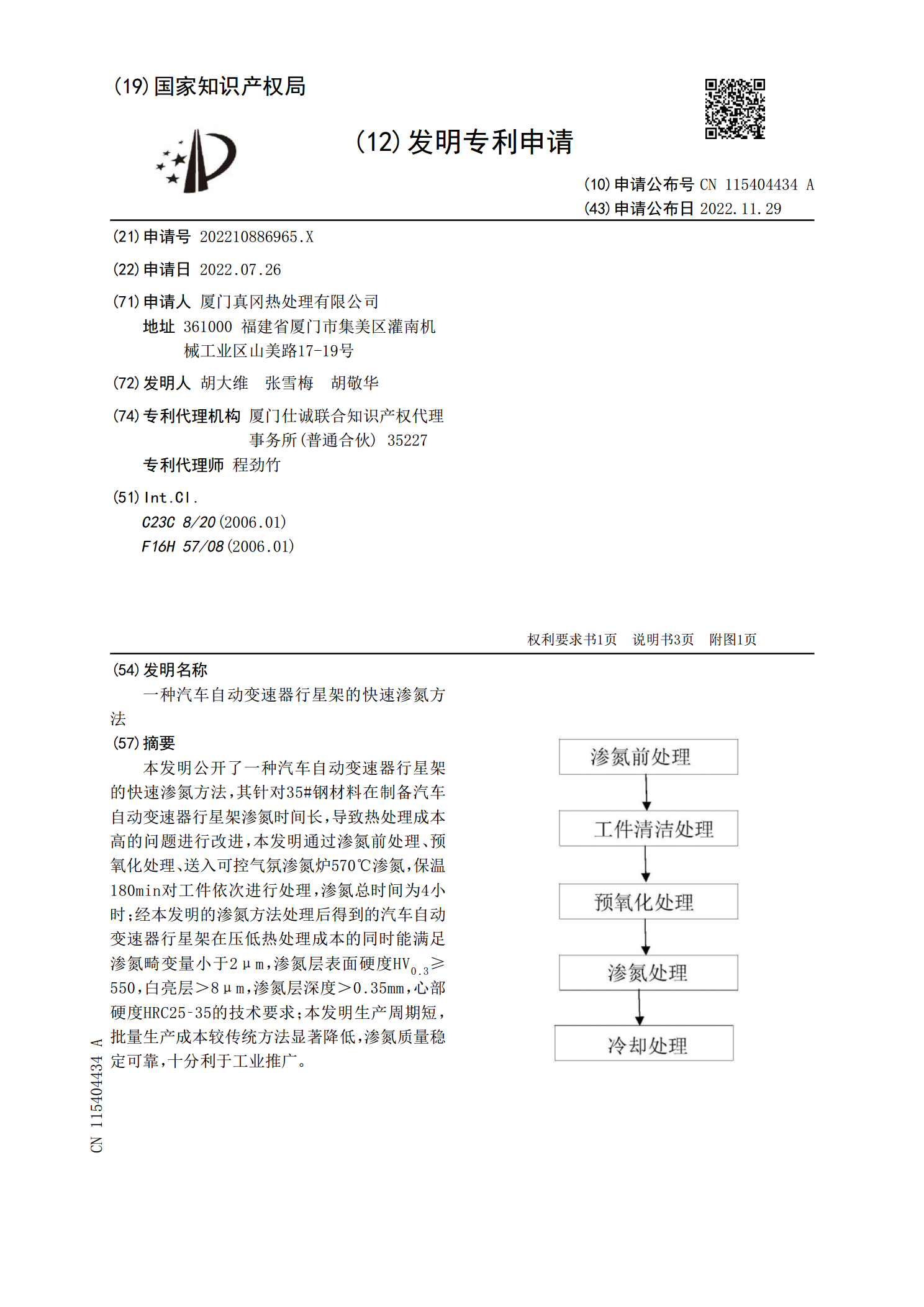
本发明公开了一种汽车自动变速器行星架的快速渗氮方法,其针对35#钢材料在制备汽车自动变速器行星架渗氮时间长,导致热处理成本高的问题进行改进,本发明通过渗氮前处理、预氧化处理、送入可控气氛渗氮炉570℃渗氮,保温180min对工件依次进行处理,渗氮总时间为4小时;经本发明的渗氮方法处理后得到的汽车自动变速器行星架在压低热处理成本的同时能满足渗氮畸变量小于2μm,渗氮层表面硬度HV

一种快速离子渗氮方法.pdf
本发明涉及一种快速离子渗氮方法,包括以下步骤:将原始态钢加工切割成试样;将试样先后进行调质处理和打磨处理,打磨处理后在有机溶剂中进行超声清洗、吹干;将试样进行喷砂处理,喷砂处理后在有机溶剂中进行超声清洗、吹干;将试样置于离子氮化炉中,通入氢气溅射,进行离子渗氮表面处理,试样冷却至室温。本发明的有益效果是:克服了离子渗氮渗层薄、渗氮效率低的缺点,喷砂处理时,砂粒在气流的作用下,不断冲击试样表面,使得试样表层产生塑性变形,引起位错等一系列表面缺陷;操作流程简单便捷,能够在短时间内提高渗氮速率与渗层厚度,具有高
一种汽车变速器输入排行星架.pdf
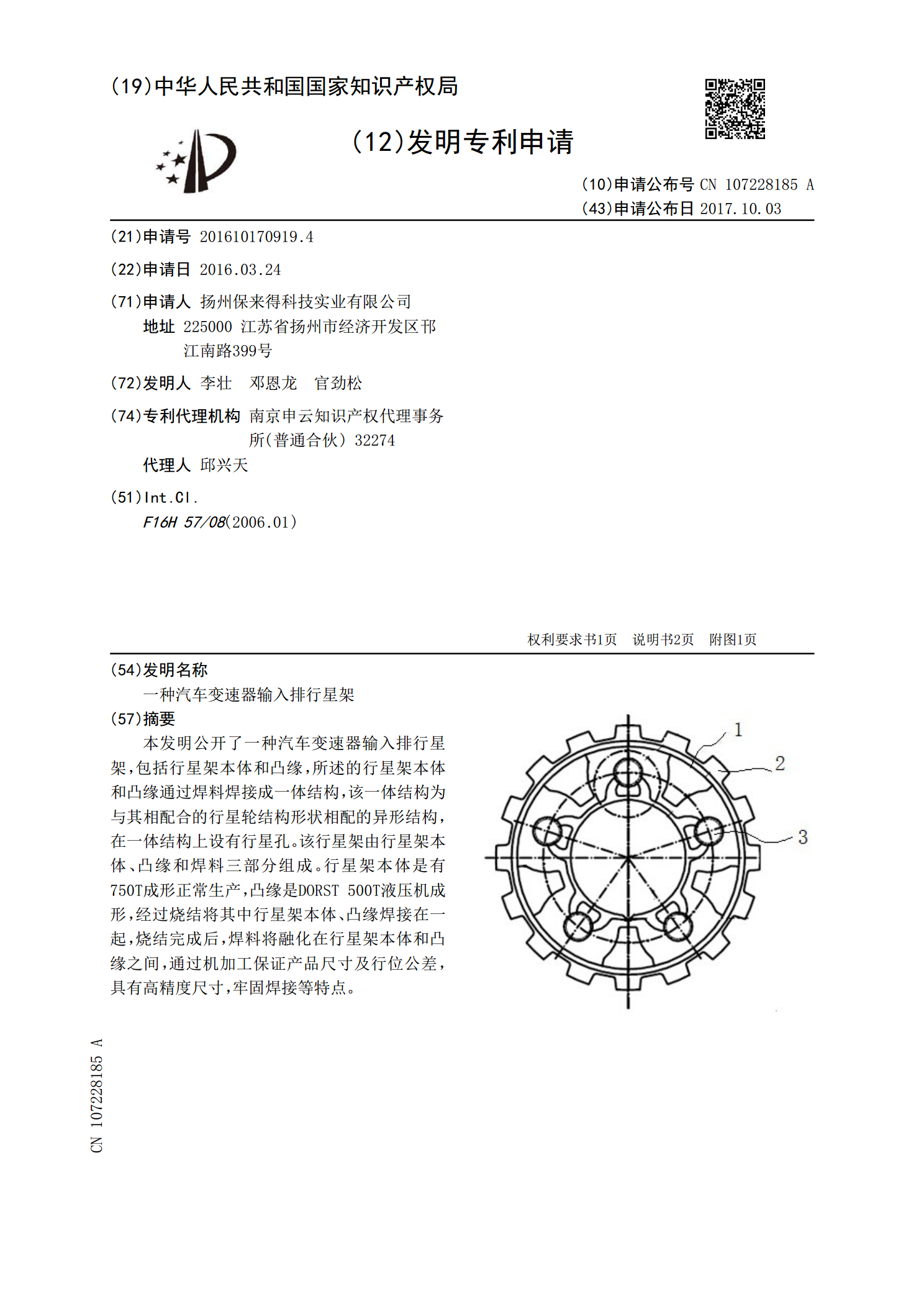
本发明公开了一种汽车变速器输入排行星架,包括行星架本体和凸缘,所述的行星架本体和凸缘通过焊料焊接成一体结构,该一体结构为与其相配合的行星轮结构形状相配的异形结构,在一体结构上设有行星孔。该行星架由行星架本体、凸缘和焊料三部分组成。行星架本体是有750T成形正常生产,凸缘是DORST500T液压机成形,经过烧结将其中行星架本体、凸缘焊接在一起,烧结完成后,焊料将融化在行星架本体和凸缘之间,通过机加工保证产品尺寸及行位公差,具有高精度尺寸,牢固焊接等特点。
一种环保型富氮层快速渗氮方法.pdf
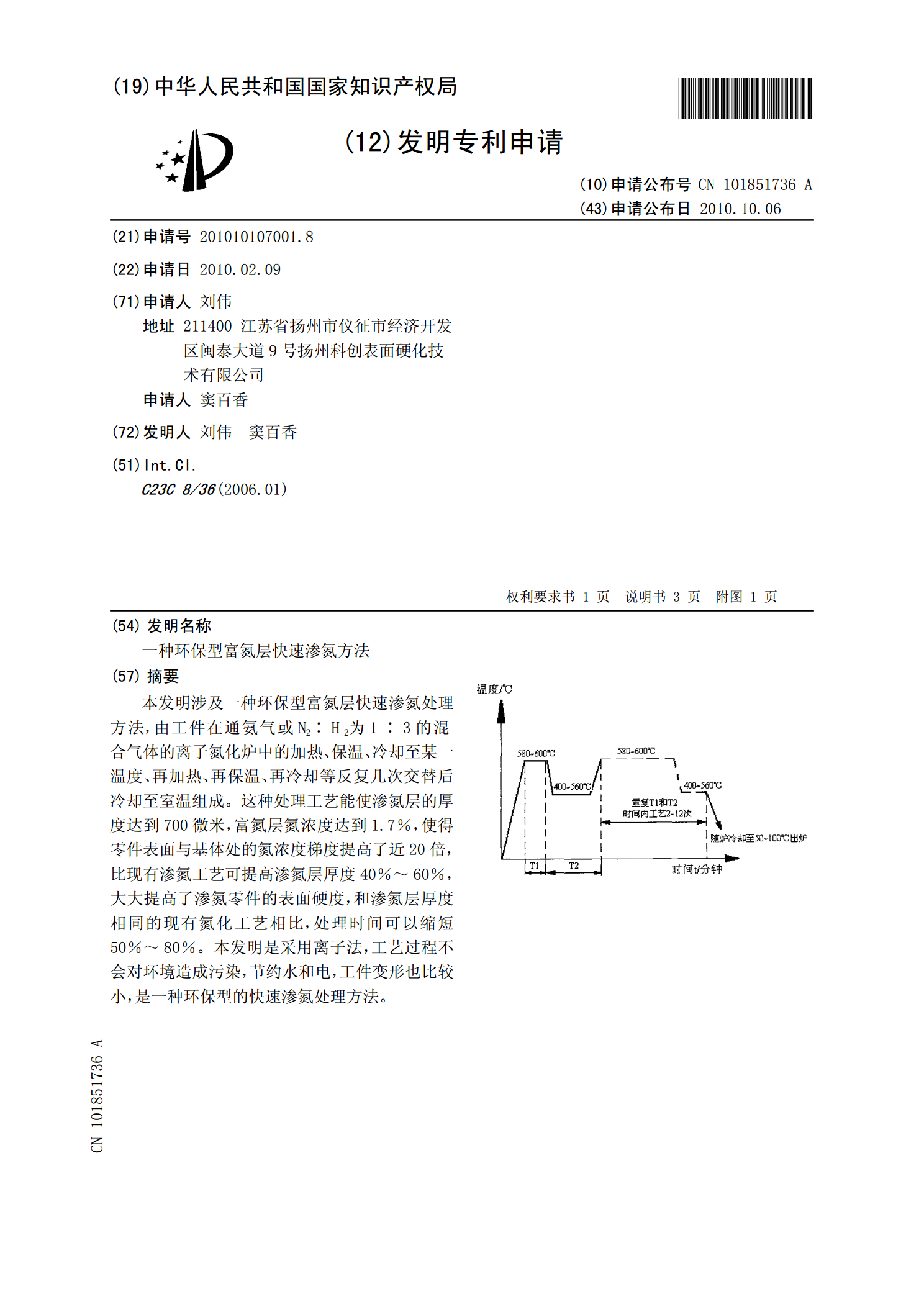
本发明涉及一种环保型富氮层快速渗氮处理方法,由工件在通氨气或N2∶H2为1∶3的混合气体的离子氮化炉中的加热、保温、冷却至某一温度、再加热、再保温、再冷却等反复几次交替后冷却至室温组成。这种处理工艺能使渗氮层的厚度达到700微米,富氮层氮浓度达到1.7%,使得零件表面与基体处的氮浓度梯度提高了近20倍,比现有渗氮工艺可提高渗氮层厚度40%~60%,大大提高了渗氮零件的表面硬度,和渗氮层厚度相同的现有氮化工艺相比,处理时间可以缩短50%~80%。本发明是采用离子法,工艺过程不会对环境造成污染,节约水和电,工
一种行星架输出的两档自动变速器.pdf
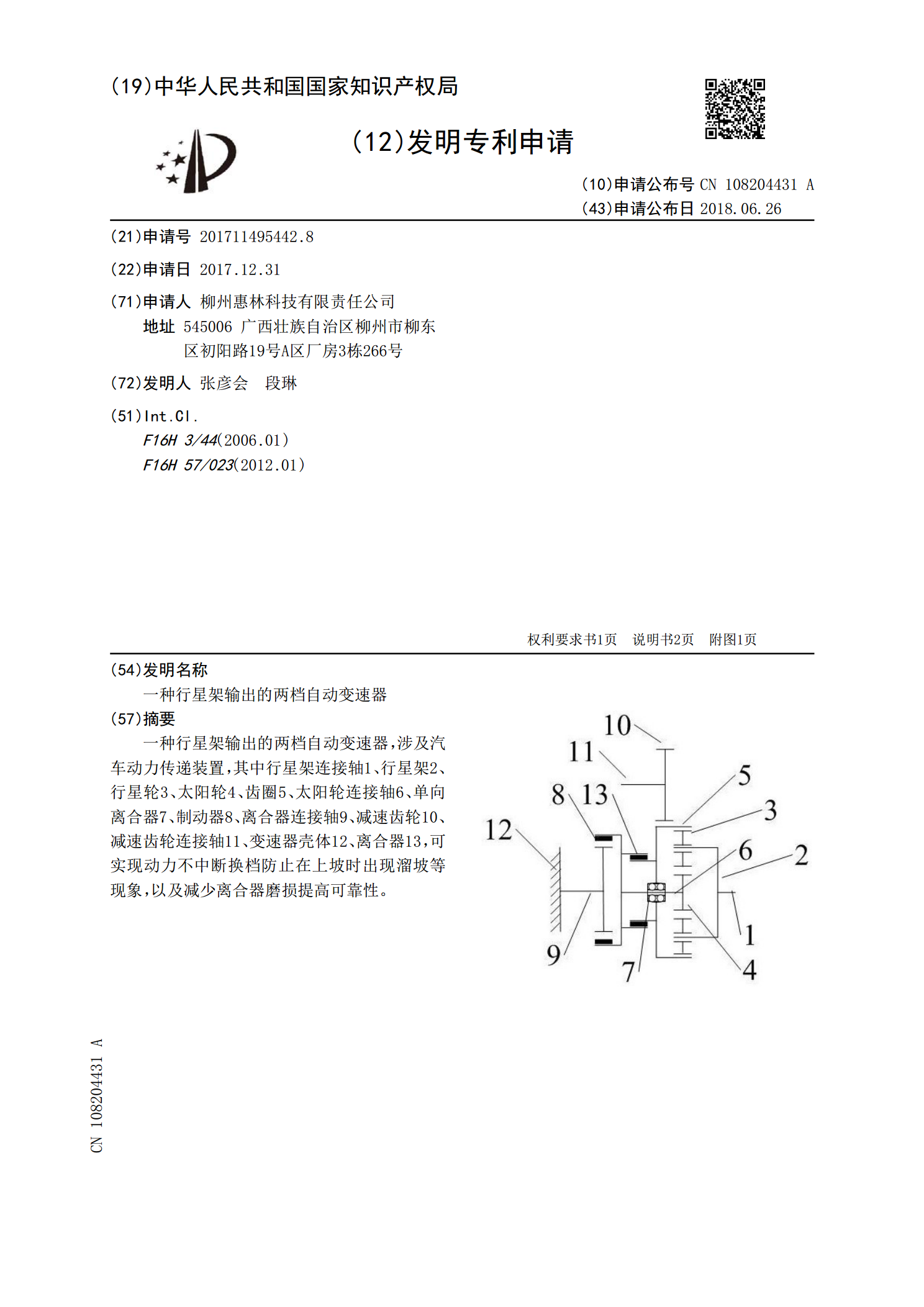
一种行星架输出的两档自动变速器,涉及汽车动力传递装置,其中行星架连接轴1、行星架2、行星轮3、太阳轮4、齿圈5、太阳轮连接轴6、单向离合器7、制动器8、离合器连接轴9、减速齿轮10、减速齿轮连接轴11、变速器壳体12、离合器13,可实现动力不中断换档防止在上坡时出现溜坡等现象,以及减少离合器磨损提高可靠性。