
一种汽车变速器输入排行星架.pdf

思洁****爱吗

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车变速器输入排行星架.pdf
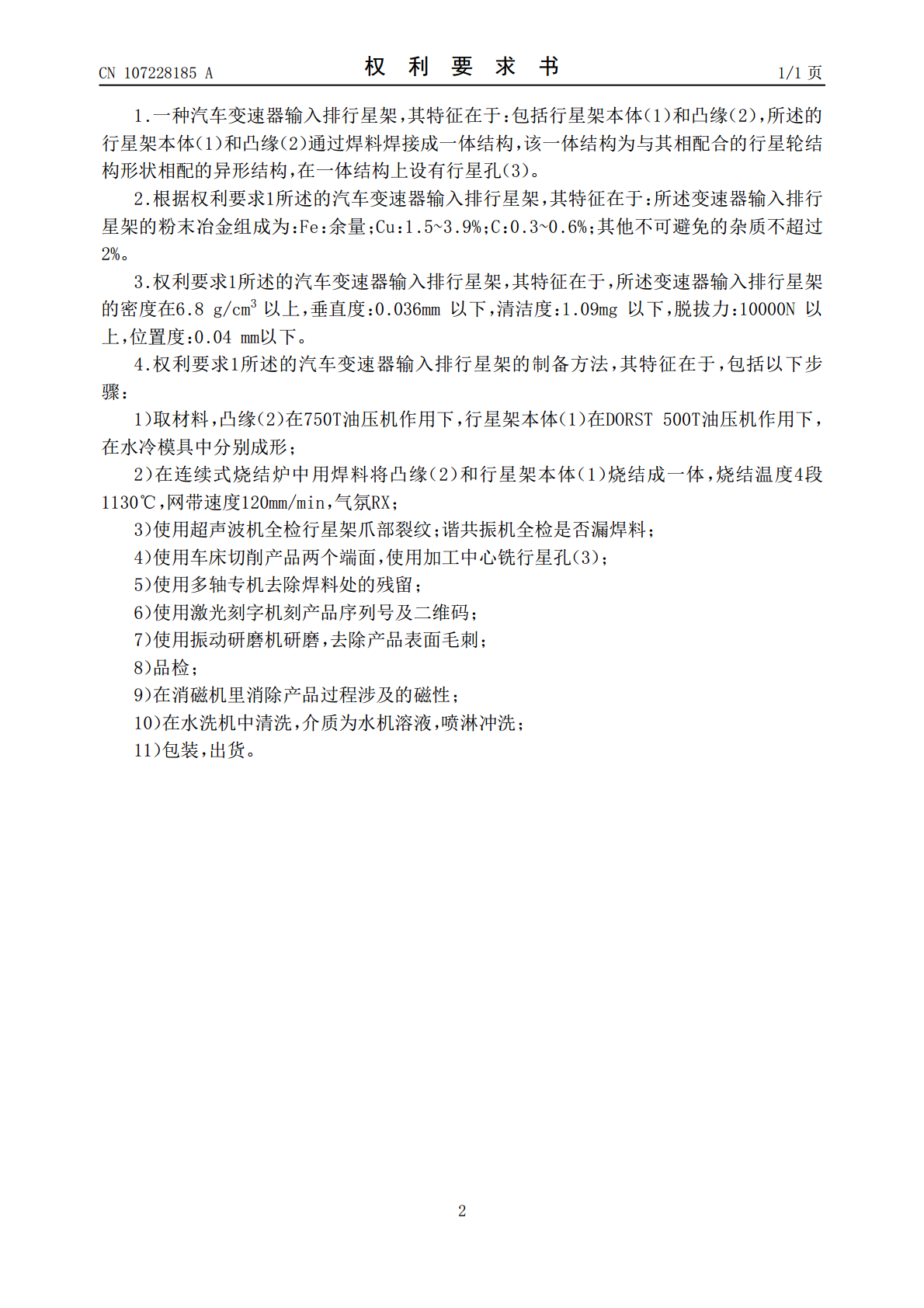
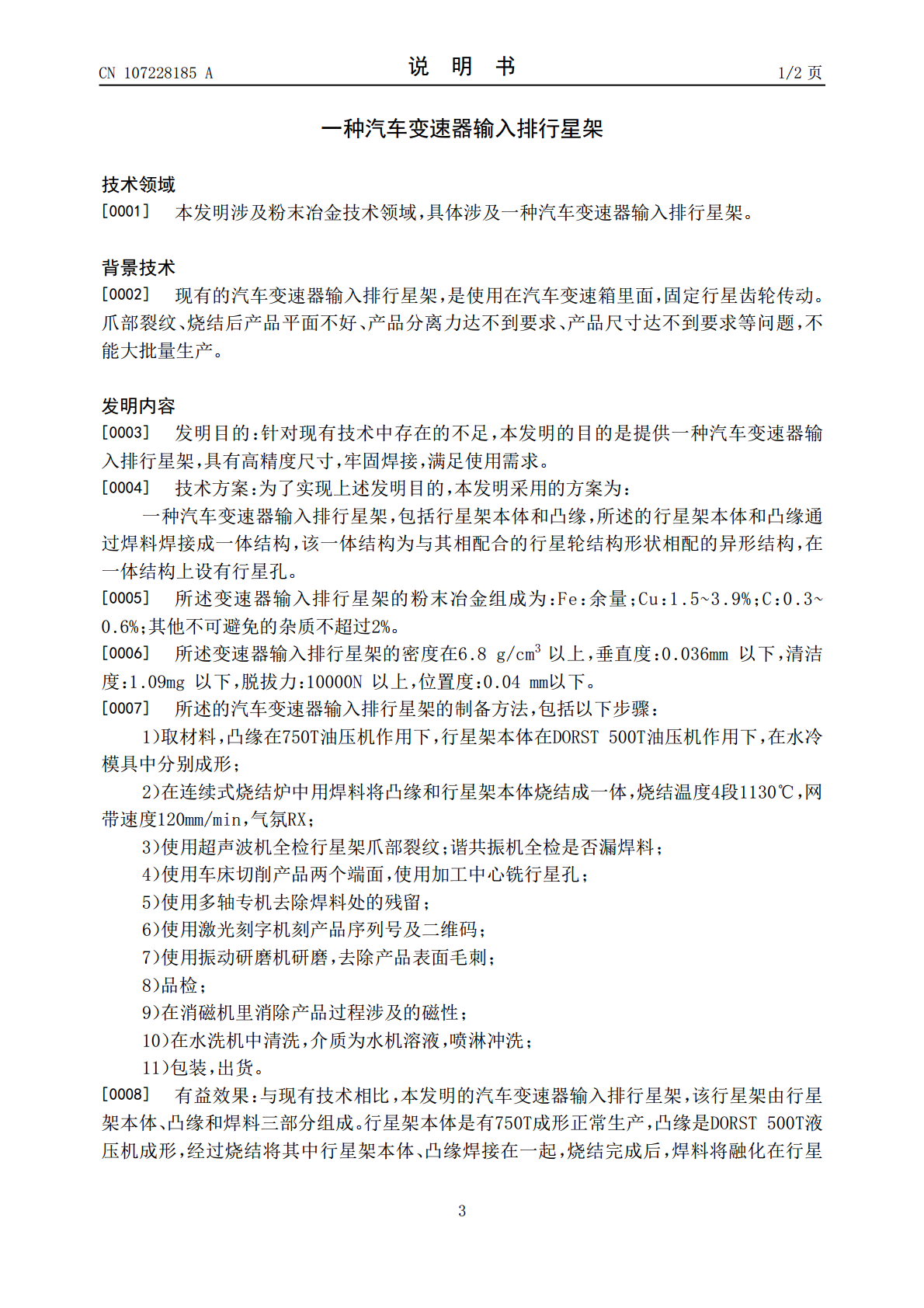
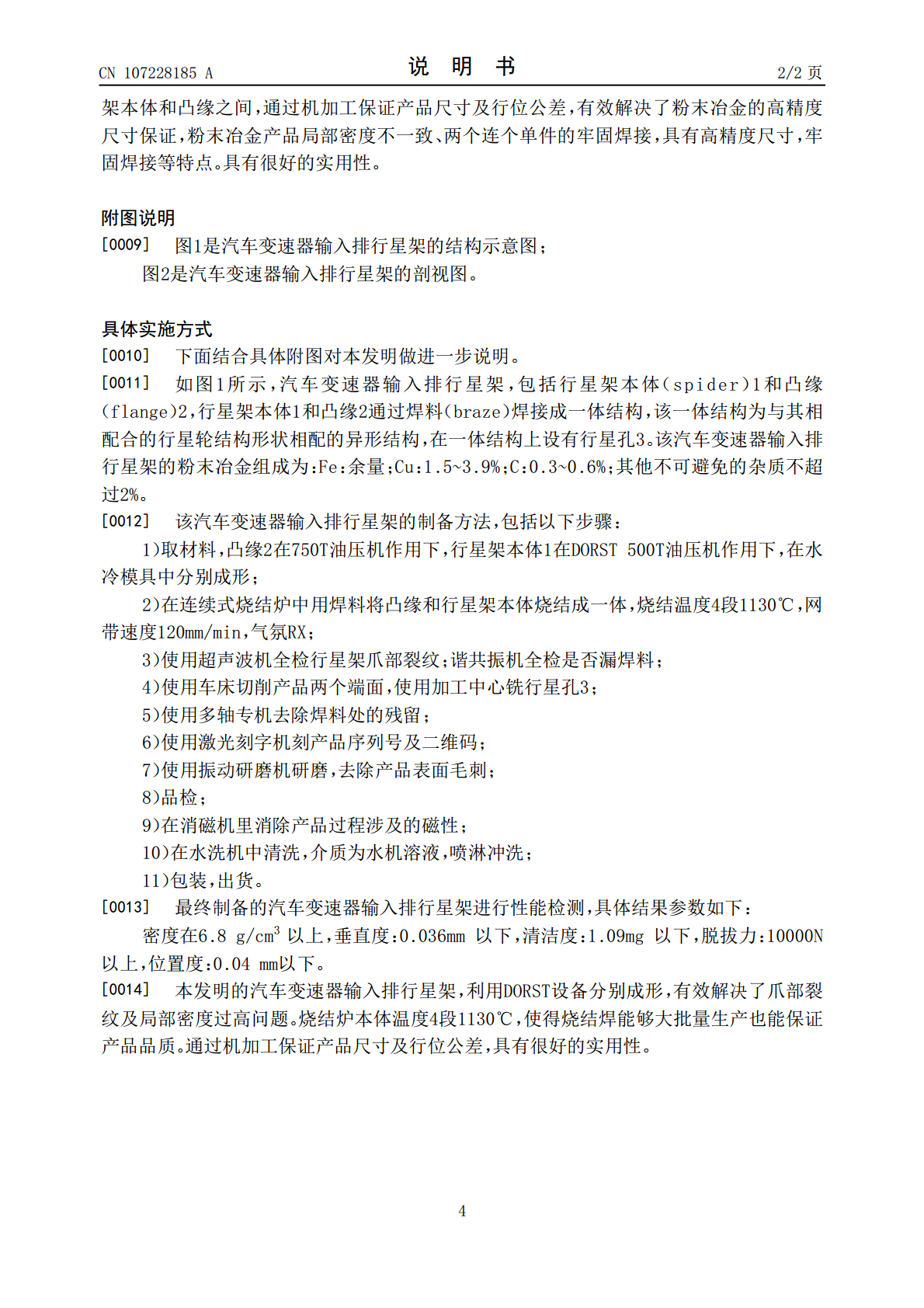
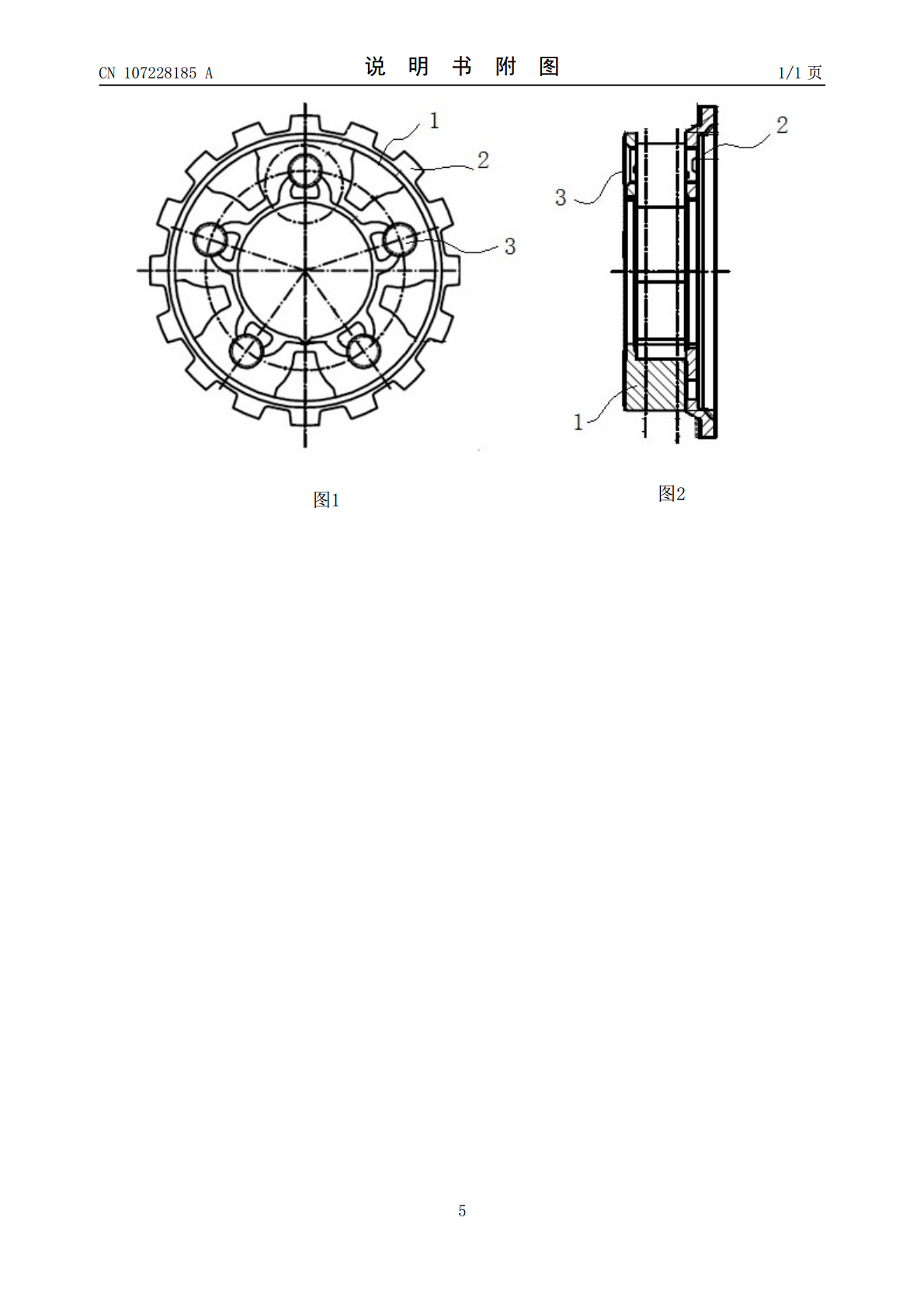
本发明公开了一种汽车变速器输入排行星架,包括行星架本体和凸缘,所述的行星架本体和凸缘通过焊料焊接成一体结构,该一体结构为与其相配合的行星轮结构形状相配的异形结构,在一体结构上设有行星孔。该行星架由行星架本体、凸缘和焊料三部分组成。行星架本体是有750T成形正常生产,凸缘是DORST500T液压机成形,经过烧结将其中行星架本体、凸缘焊接在一起,烧结完成后,焊料将融化在行星架本体和凸缘之间,通过机加工保证产品尺寸及行位公差,具有高精度尺寸,牢固焊接等特点。
一种行星排式变速器.pdf
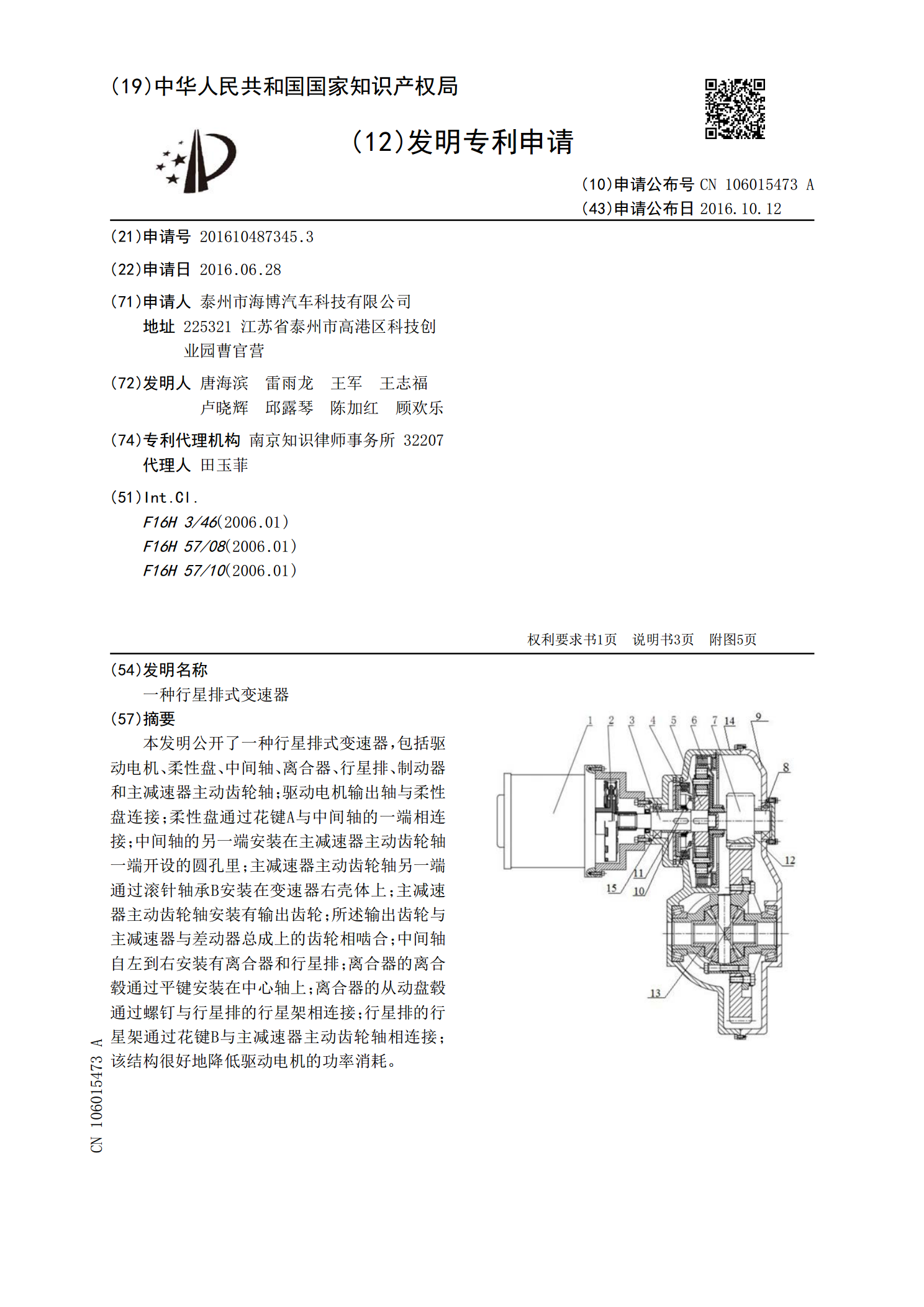
本发明公开了一种行星排式变速器,包括驱动电机、柔性盘、中间轴、离合器、行星排、制动器和主减速器主动齿轮轴;驱动电机输出轴与柔性盘连接;柔性盘通过花键A与中间轴的一端相连接;中间轴的另一端安装在主减速器主动齿轮轴一端开设的圆孔里;主减速器主动齿轮轴另一端通过滚针轴承B安装在变速器右壳体上;主减速器主动齿轮轴安装有输出齿轮;所述输出齿轮与主减速器与差动器总成上的齿轮相啮合;中间轴自左到右安装有离合器和行星排;离合器的离合毂通过平键安装在中心轴上;离合器的从动盘毂通过螺钉与行星排的行星架相连接;行星排的行星架通
一种汽车自动变速器行星架的快速渗氮方法.pdf
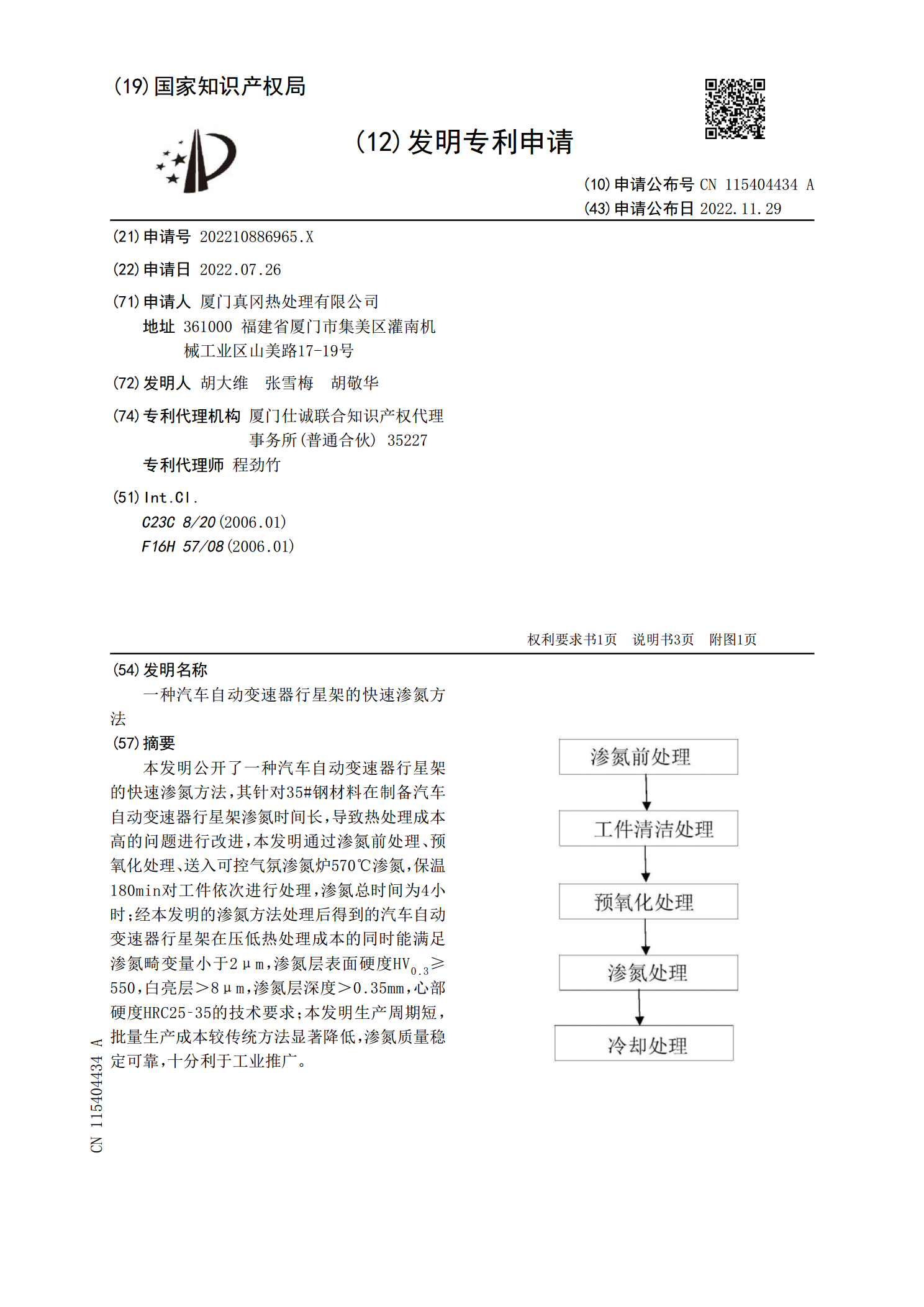
本发明公开了一种汽车自动变速器行星架的快速渗氮方法,其针对35#钢材料在制备汽车自动变速器行星架渗氮时间长,导致热处理成本高的问题进行改进,本发明通过渗氮前处理、预氧化处理、送入可控气氛渗氮炉570℃渗氮,保温180min对工件依次进行处理,渗氮总时间为4小时;经本发明的渗氮方法处理后得到的汽车自动变速器行星架在压低热处理成本的同时能满足渗氮畸变量小于2μm,渗氮层表面硬度HV

行星架和行星齿轮变速器.pdf
本发明涉及一种用于驱动车轮的行星齿轮变速器的行星架(10)。行星架(10)包括用于容纳行星齿轮变速器的太阳轮和行星轮的外壳(11)。外壳(11)具有内端(12)和相反的外端(13)。所述外壳的内端设有内端壁(14),该内端壁具有开口(15),以接收用于驱动太阳轮的驱动轴。所述外壳的外端设有外端壁(16),该外端壁具有通孔(17),用于在从外端(13)朝着内端(12)的方向上将行星轮沿轴向安装到外壳(11)内。
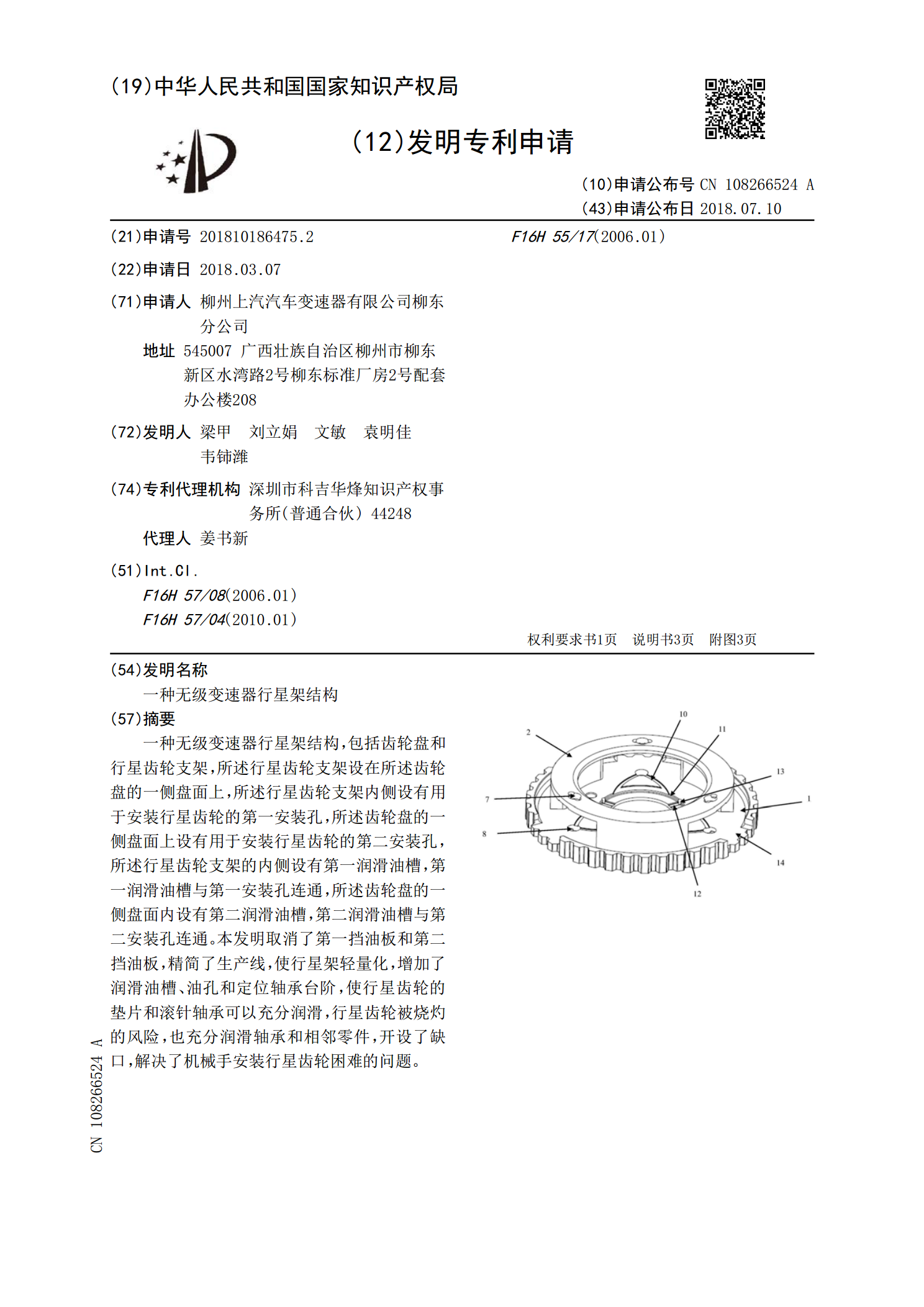
一种无级变速器行星架结构.pdf
一种无级变速器行星架结构,包括齿轮盘和行星齿轮支架,所述行星齿轮支架设在所述齿轮盘的一侧盘面上,所述行星齿轮支架内侧设有用于安装行星齿轮的第一安装孔,所述齿轮盘的一侧盘面上设有用于安装行星齿轮的第二安装孔,所述行星齿轮支架的内侧设有第一润滑油槽,第一润滑油槽与第一安装孔连通,所述齿轮盘的一侧盘面内设有第二润滑油槽,第二润滑油槽与第二安装孔连通。本发明取消了第一挡油板和第二挡油板,精简了生产线,使行星架轻量化,增加了润滑油槽、油孔和定位轴承台阶,使行星齿轮的垫片和滚针轴承可以充分润滑,行星齿轮被烧灼的风险,