
一种7000系超大规格铝合金铸锭的铸造方法.pdf

Do****76

1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种7000系超大规格铝合金铸锭的铸造方法.pdf
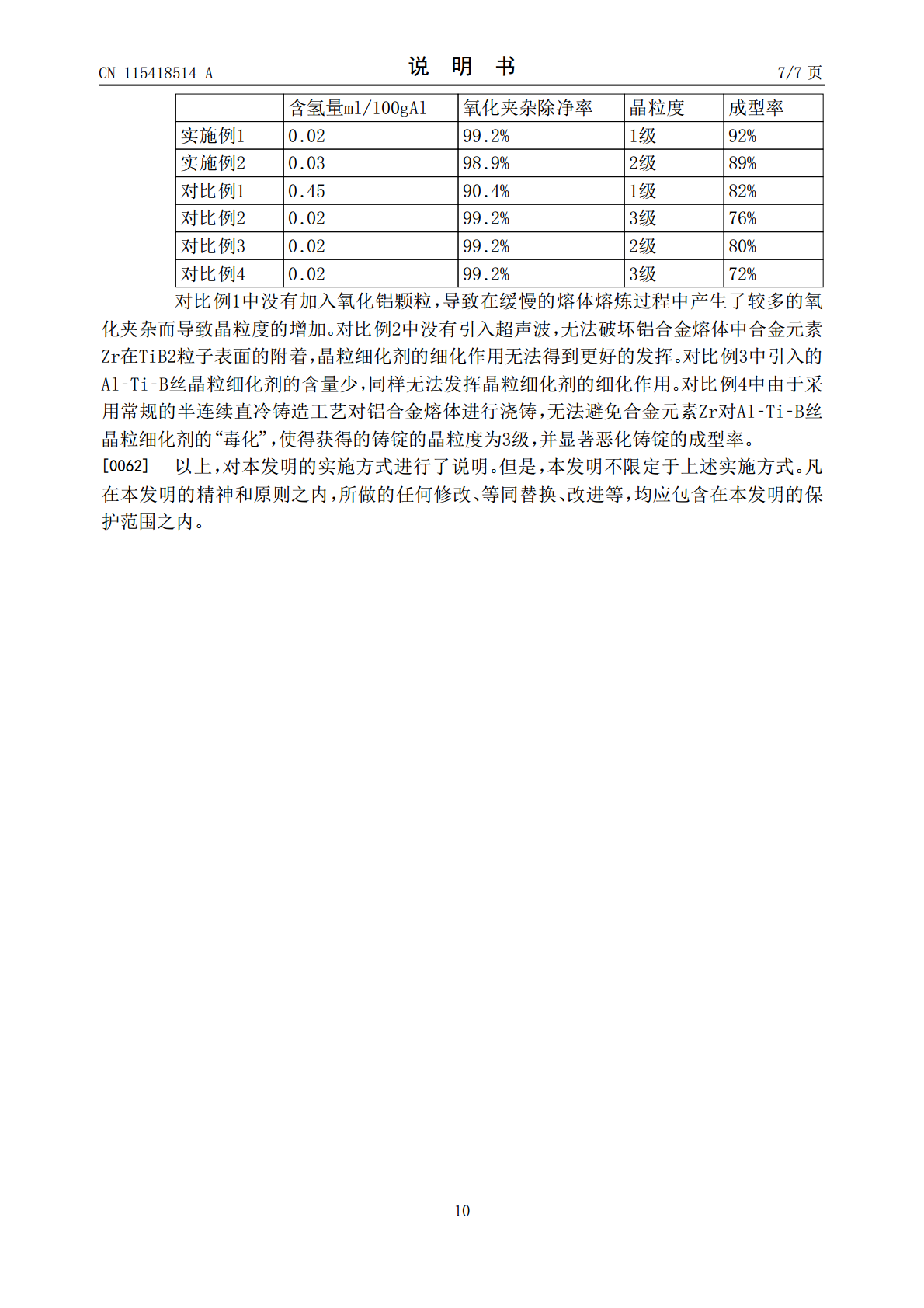
本发明提供了一种7000系超大规格铝合金铸锭的铸造方法。所述方法包括备料、熔炼、炉内除气精炼、在线过滤除渣、晶粒细化和半连续铸造等步骤,通过上述步骤的组合可以克服7000系超大规格铝合金铸锭容易出现的底部开裂等问题,制备得到的铸锭经超声探伤检测无明显内部缺陷,晶粒细小均匀,无其他冶金缺陷,表面平整,成品率高。不仅如此,制备得到铸锭还具有较好的综合力学性能,可以用于航空航天领域。
一种提高7000系铝合金超大规格模锻件高向性能的方法.pdf
本发明属于金属材料技术领域,涉及一种提高7000系铝合金超大规格模锻件高向性能的方法,所述方法包含对坯料优化的操作:将坯料进行中低温加热保温,保温时间达到后出炉进行中低温变形,变形后进行再结晶退火;然后开展模锻件预锻、终锻,终锻后进行T7452热处理至最终状态,该方法尤其适用于7050、7085、7449、7056等铝合金。
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法.pdf
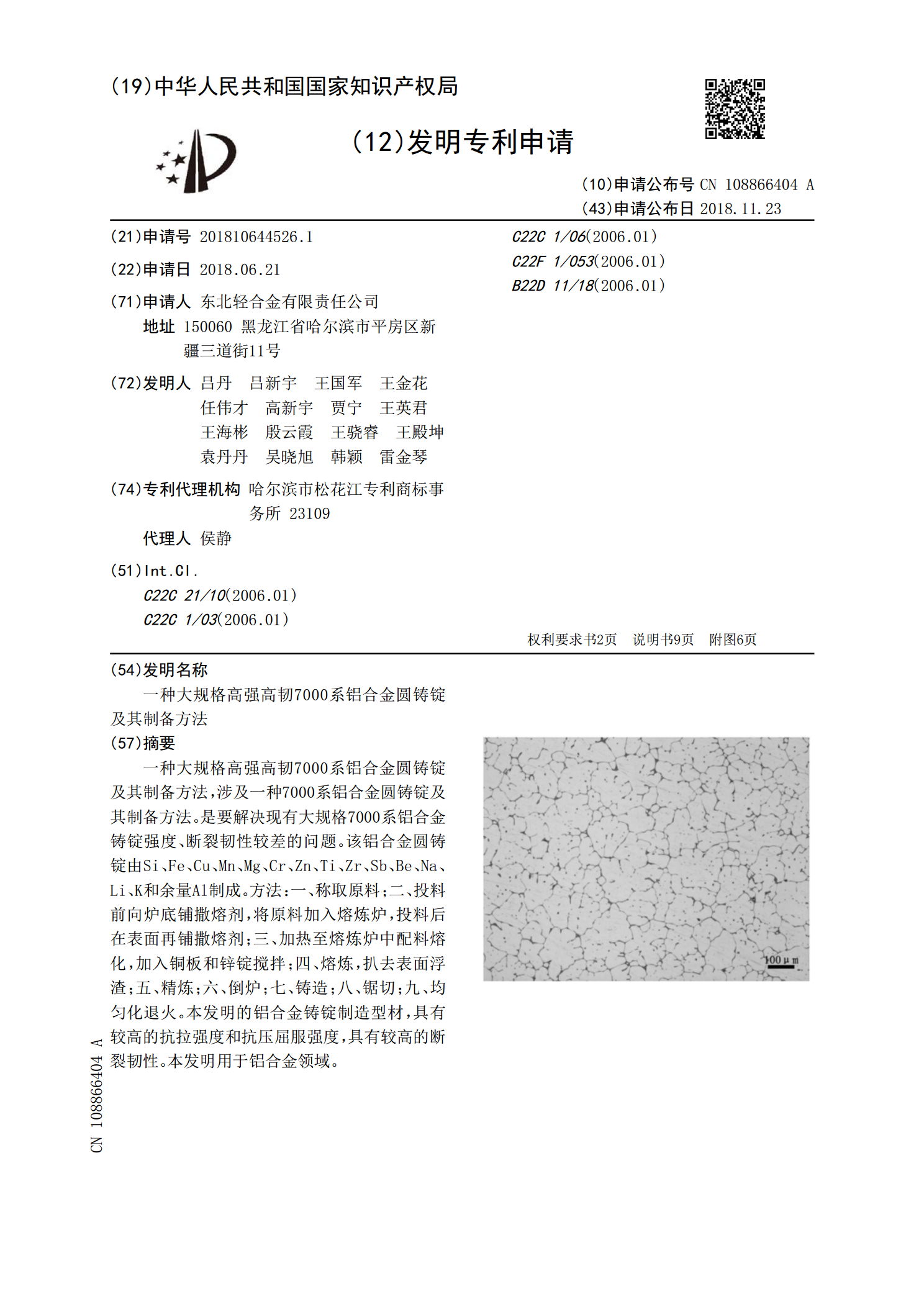
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法,涉及一种7000系铝合金圆铸锭及其制备方法。是要解决现有大规格7000系铝合金铸锭强度、断裂韧性较差的问题。该铝合金圆铸锭由Si、Fe、Cu、Mn、Mg、Cr、Zn、Ti、Zr、Sb、Be、Na、Li、K和余量Al制成。方法:一、称取原料;二、投料前向炉底铺撒熔剂,将原料加入熔炼炉,投料后在表面再铺撒熔剂;三、加热至熔炼炉中配料熔化,加入铜板和锌锭搅拌;四、熔炼,扒去表面浮渣;五、精炼;六、倒炉;七、铸造;八、锯切;九、均匀化退火。本发明的铝合金铸锭制

一种超大规格铝合金圆棒及其铸造方法.pdf
本发明公开了一种超大规格铝合金圆棒及其铸造方法。通过将原料按配比配料,然后加入到熔炼炉中熔炼、扒渣;再转到保温炉中在线除气精炼,除气除渣提纯,加入铝钛硼晶粒细化剂进行晶粒细化;然后铸造成铝合金圆棒;最后经过均匀化处理,得到的铝合金圆棒不易开裂且组织细化。该方法生产出的圆棒直径可达Φ1320mm,同时消除了圆棒晶内偏析和铸造应力,保证了产品质量,其力学性能可满足大型结构件的要求。
一种超大规格铝合金扁锭及其铸造方法.pdf
本发明公开了一种超大规格铝合金扁锭及其铸造方法。先通过将原料按配比配料,然后加入到熔炼炉中熔炼、扒渣;再转到保温炉中在线除气精炼,除气除渣提纯,加入铝钛硼晶粒细化剂进行晶粒细化;然后铸造成铝合金扁锭;最后经过均匀化处理,得到的铝合金扁锭不易开裂且组织细化。该方法生产出650×2750mm的扁锭,同时消除了扁锭晶内偏析和铸造应力,保证了产品质量,其力学性能可满足大型结构件的要求。