
一种提高7000系铝合金超大规格模锻件高向性能的方法.pdf

羽沫****魔王

1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高7000系铝合金超大规格模锻件高向性能的方法.pdf
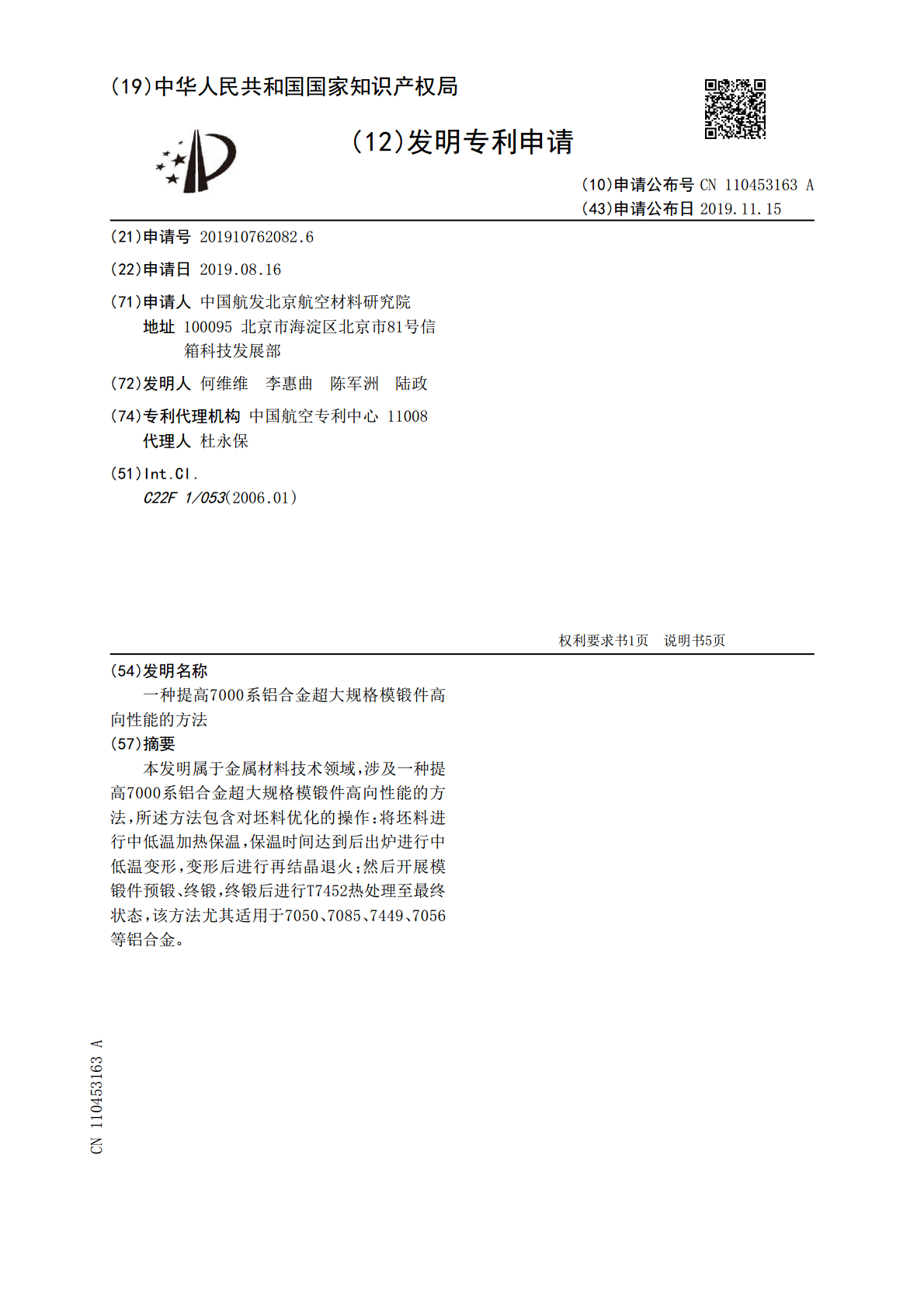
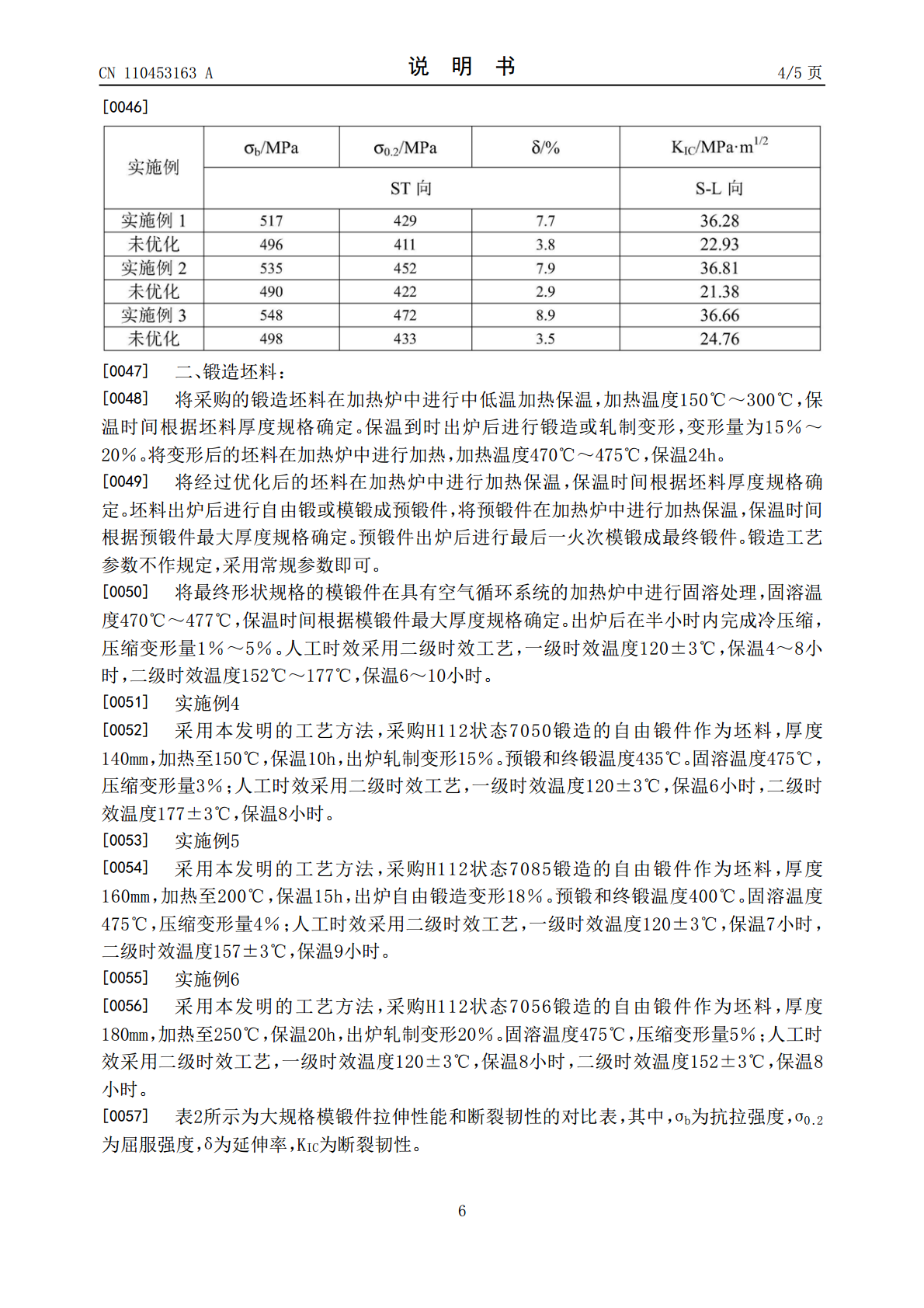
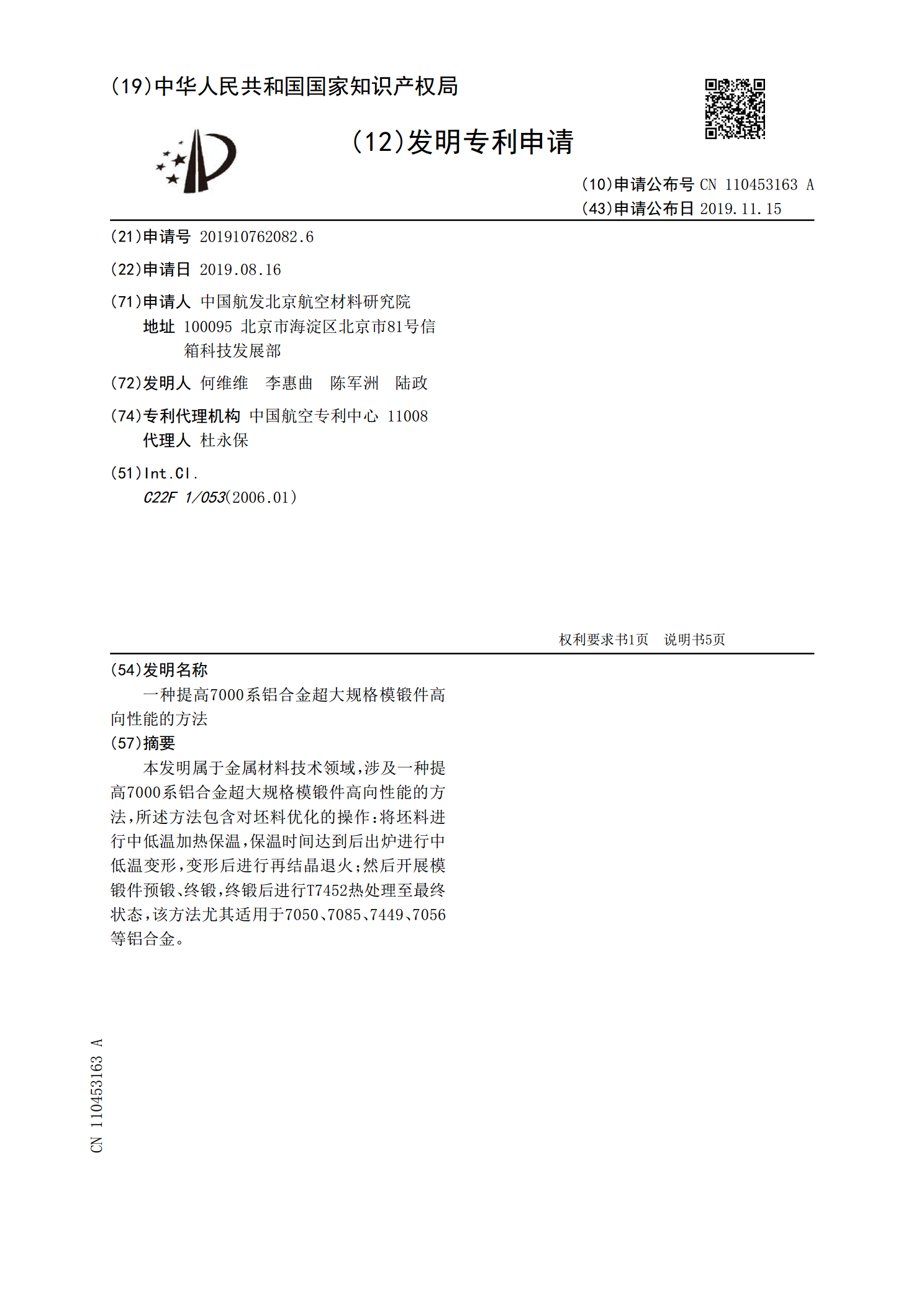
本发明属于金属材料技术领域,涉及一种提高7000系铝合金超大规格模锻件高向性能的方法,所述方法包含对坯料优化的操作:将坯料进行中低温加热保温,保温时间达到后出炉进行中低温变形,变形后进行再结晶退火;然后开展模锻件预锻、终锻,终锻后进行T7452热处理至最终状态,该方法尤其适用于7050、7085、7449、7056等铝合金。
一种7000系超大规格铝合金铸锭的铸造方法.pdf
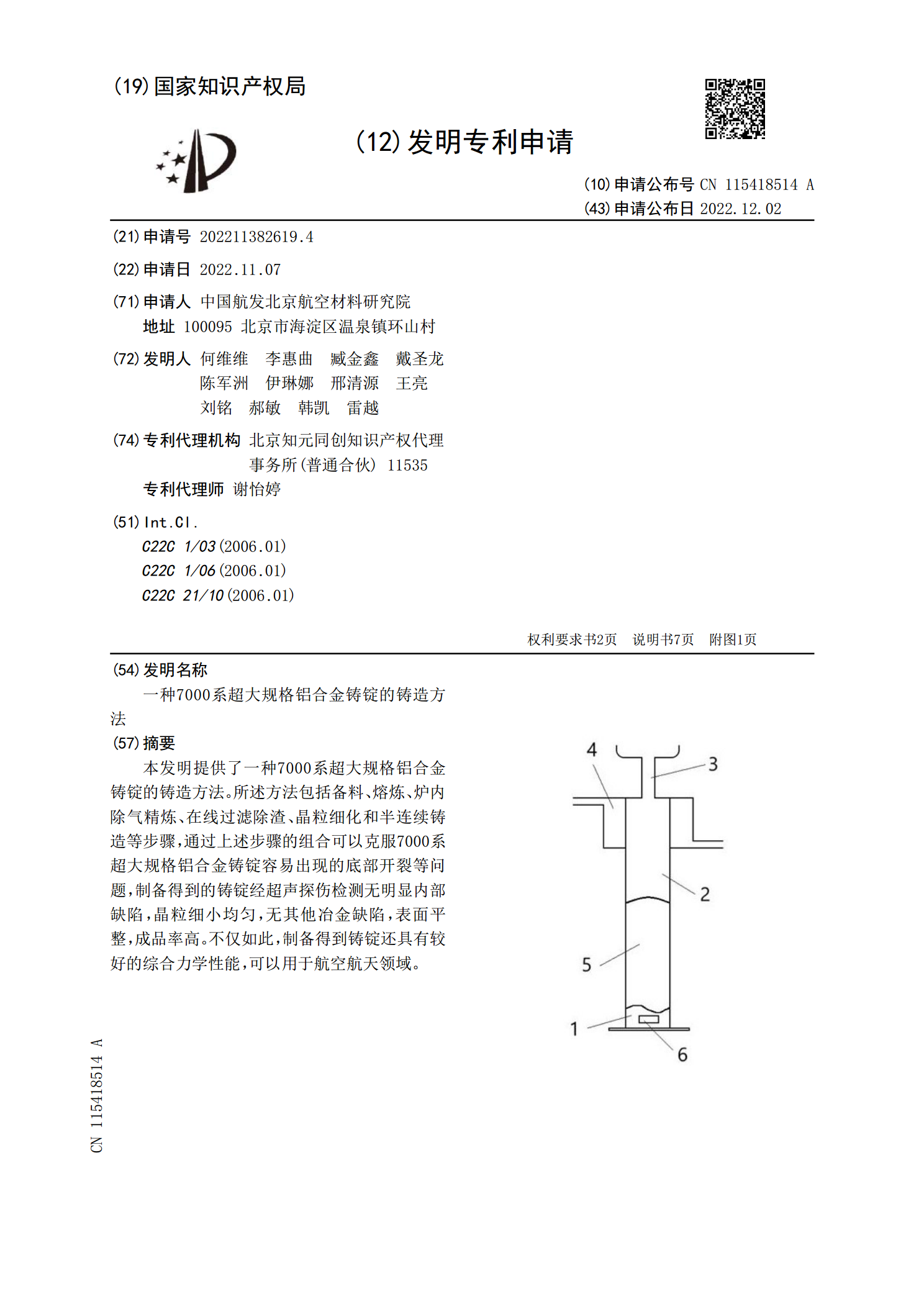
本发明提供了一种7000系超大规格铝合金铸锭的铸造方法。所述方法包括备料、熔炼、炉内除气精炼、在线过滤除渣、晶粒细化和半连续铸造等步骤,通过上述步骤的组合可以克服7000系超大规格铝合金铸锭容易出现的底部开裂等问题,制备得到的铸锭经超声探伤检测无明显内部缺陷,晶粒细小均匀,无其他冶金缺陷,表面平整,成品率高。不仅如此,制备得到铸锭还具有较好的综合力学性能,可以用于航空航天领域。
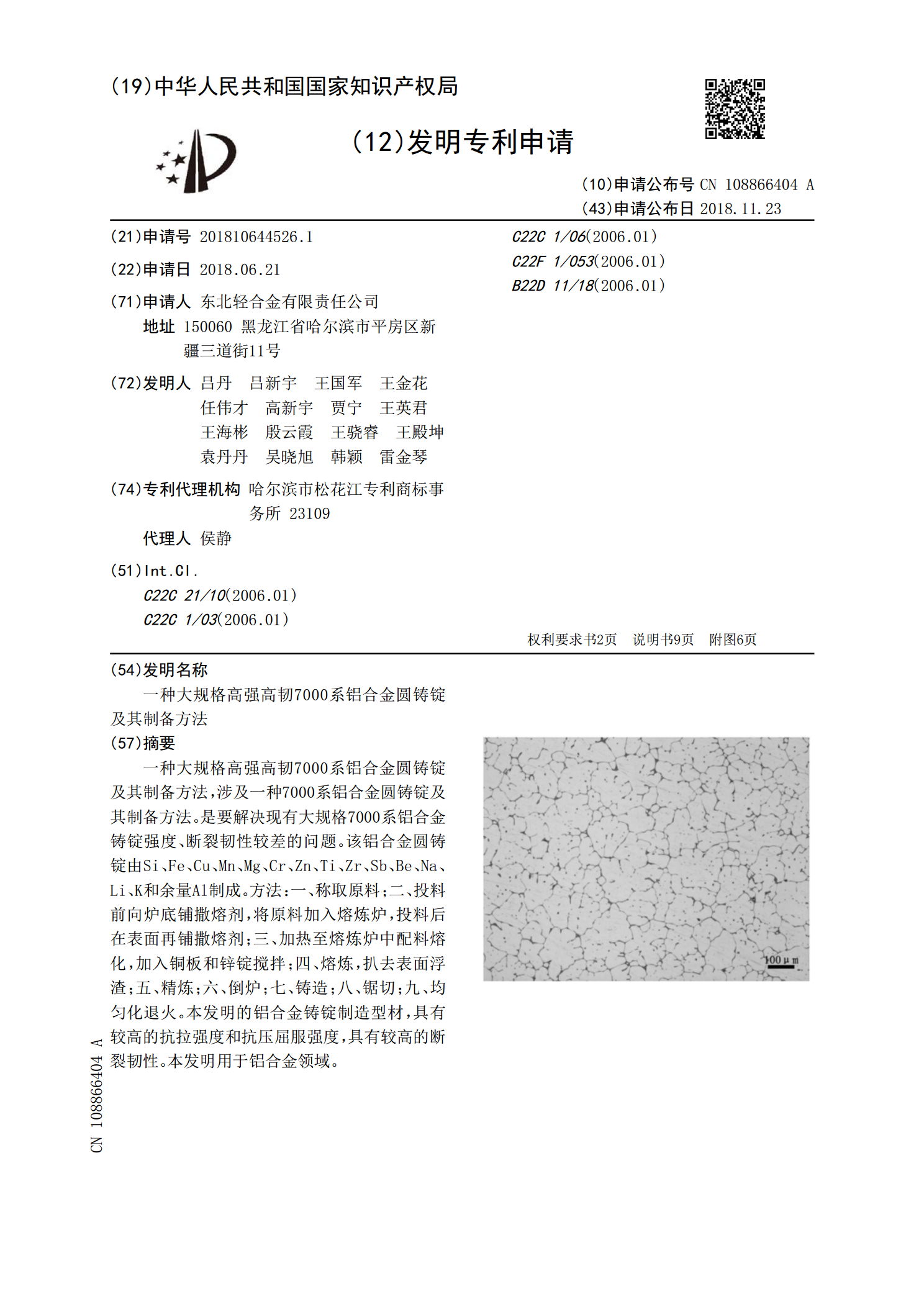
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法.pdf
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法,涉及一种7000系铝合金圆铸锭及其制备方法。是要解决现有大规格7000系铝合金铸锭强度、断裂韧性较差的问题。该铝合金圆铸锭由Si、Fe、Cu、Mn、Mg、Cr、Zn、Ti、Zr、Sb、Be、Na、Li、K和余量Al制成。方法:一、称取原料;二、投料前向炉底铺撒熔剂,将原料加入熔炼炉,投料后在表面再铺撒熔剂;三、加热至熔炼炉中配料熔化,加入铜板和锌锭搅拌;四、熔炼,扒去表面浮渣;五、精炼;六、倒炉;七、铸造;八、锯切;九、均匀化退火。本发明的铝合金铸锭制

一种2xxx系超大规格铝合金圆锭的制造方法.pdf
本发明公开了一种2xxx系超大规格铝合金圆锭的制造方法,涉及铝合金加工技术领域。该方法包括备料、熔炼、炉内精炼、在线精炼、在线过滤、半连续铸造、均匀化热处理、机械加工和超声探伤的步骤。本发明从熔炼、炉内精炼、在线精炼、在线过滤、半连续铸造等多方面进行改进,提供一种改善铸锭质量、提高生产效率的方法,使铸锭组织细小、成分均匀、无其他冶金缺陷,规格达到Φ900~Φ1340mm,晶粒度可达一级、氢含量≤0.10ml/100gAl,成品率达到90%以上。

一种超大规格铝合金板材的制造方法.docx
一种超大规格铝合金板材的制造方法论文题目:超大规格铝合金板材的制造方法摘要:随着工业生产和科技发展的不断推进,对超大规格铝合金板材的需求越来越大。然而,由于传统的铝合金板材制造方法在生产规格和生产效率上存在一定的限制,迫切需要研究和开发新的制造方法。本论文针对超大规格铝合金板材的制造,提出了一种综合优化的制造方法,通过改善材料性能、改进板材加工工艺以及优化设备,以实现超大规格铝合金板材的高效制造。关键词:超大规格;铝合金板材;制造方法;材料性能;加工工艺;设备1.引言随着工业领域对高强度、高耐腐蚀性以及轻