
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法.pdf

安双****文章

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法.pdf
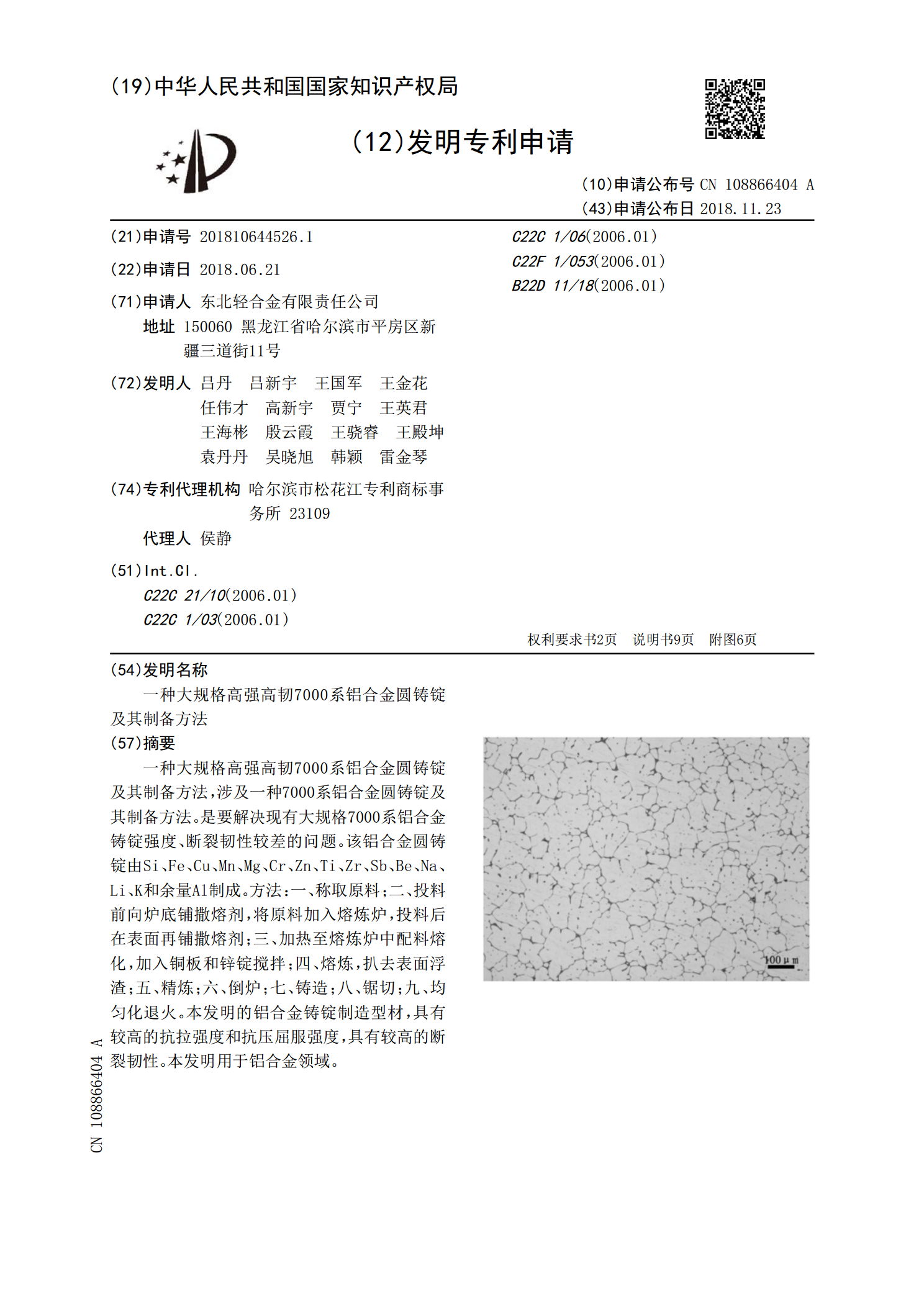
一种大规格高强高韧7000系铝合金圆铸锭及其制备方法,涉及一种7000系铝合金圆铸锭及其制备方法。是要解决现有大规格7000系铝合金铸锭强度、断裂韧性较差的问题。该铝合金圆铸锭由Si、Fe、Cu、Mn、Mg、Cr、Zn、Ti、Zr、Sb、Be、Na、Li、K和余量Al制成。方法:一、称取原料;二、投料前向炉底铺撒熔剂,将原料加入熔炼炉,投料后在表面再铺撒熔剂;三、加热至熔炼炉中配料熔化,加入铜板和锌锭搅拌;四、熔炼,扒去表面浮渣;五、精炼;六、倒炉;七、铸造;八、锯切;九、均匀化退火。本发明的铝合金铸锭制
一种7000系超大规格铝合金铸锭的铸造方法.pdf
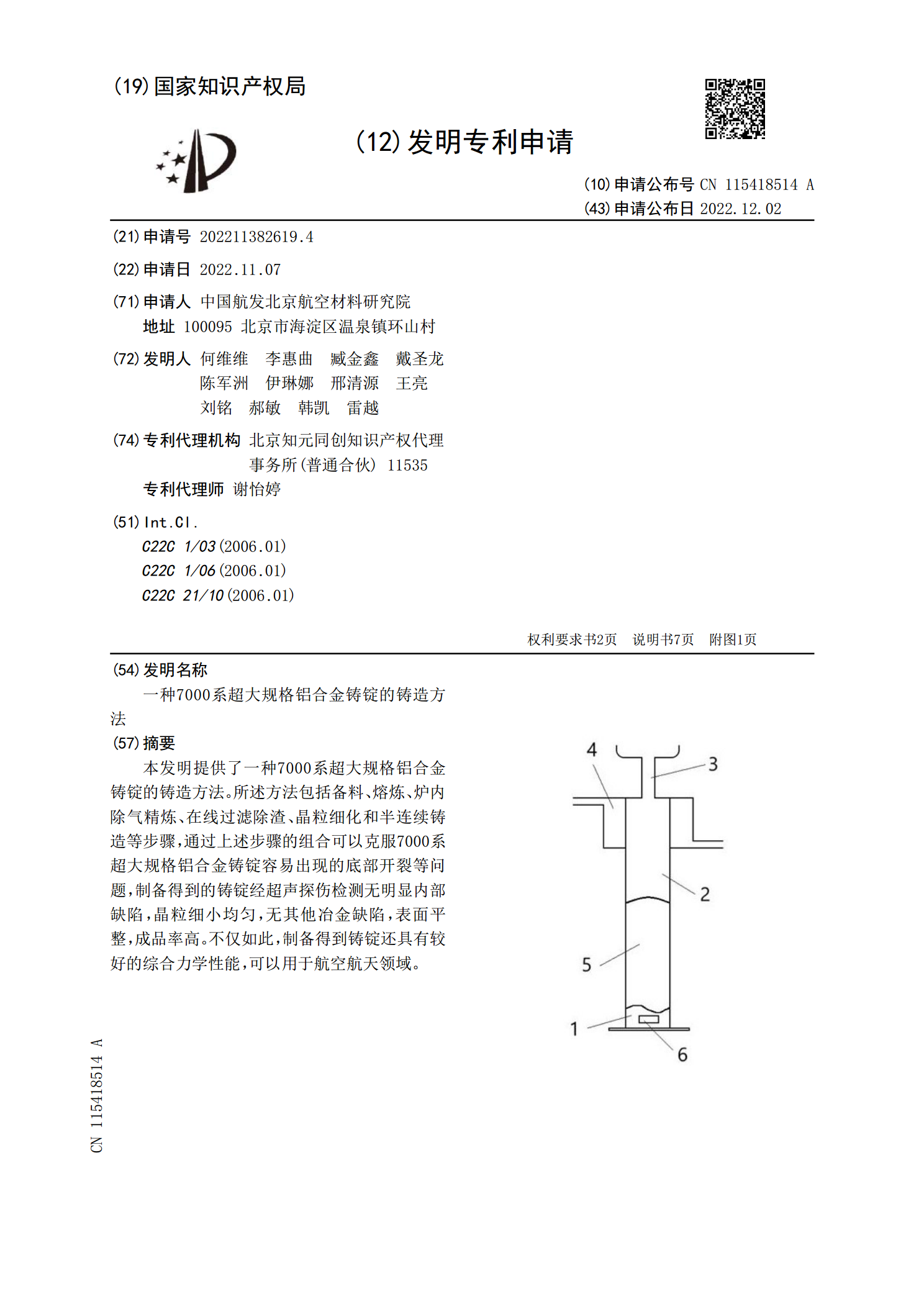
本发明提供了一种7000系超大规格铝合金铸锭的铸造方法。所述方法包括备料、熔炼、炉内除气精炼、在线过滤除渣、晶粒细化和半连续铸造等步骤,通过上述步骤的组合可以克服7000系超大规格铝合金铸锭容易出现的底部开裂等问题,制备得到的铸锭经超声探伤检测无明显内部缺陷,晶粒细小均匀,无其他冶金缺陷,表面平整,成品率高。不仅如此,制备得到铸锭还具有较好的综合力学性能,可以用于航空航天领域。
一种大规格铝合金铸锭的制备方法.pdf
一种大规格铝合金铸锭的制备方法,它涉及铝合金铸锭的制备方法。解决了现有的铝合金铸锭的制备方法用于制备大规格铝合金铸锭时易开裂的问题,而提供大规格铝合金铸锭的制备方法。本方法:将1号熔剂铺撒在熔炼炉底,再将铝锭、电解铜、锌锭、铝硅中间合金、铝铁中间合金、铝锰中间合金、铝铬中间合金和铝钛中间合金加入到熔炼炉中,并铺撒覆盖剂;加热使材料熔化,依次加入锆复合盐和镁锭,熔炼并精炼得到铝合金熔液;铝合金熔液经过滤后浇注至结晶器中,最后经铸造得到大规格铝合金铸锭。本方法制备的铸锭的厚度500~600mm、宽度1600m

一种大规格铝合金铸锭的制备方法.pdf
一种大规格铝合金铸锭的制备方法,它涉及铝合金铸锭的制备方法。它解决了现有的铝合金铸锭的制备方法用于制备大规格铝合金铸锭时,易开裂,使成型困难的问题。本方法:将1号熔剂铺撒在熔炼炉底,再将铝锭、电解铜、锌锭、铝硅中间合金、铝铁中间合金、铝锰中间合金、铝铬中间合金和铝钛中间合金加入到熔炼炉中,并铺撒覆盖剂;加热使熔炼炉内的材料熔化,加入镁锭后熔炼,再精炼得到铝合金熔液;铝合金熔液经过滤后浇注至结晶器中,最后经铸造得到大规格铝合金铸锭。本发明制备的铸锭的厚度500~600mm、宽度1600mm、长度2000~3
一种超高强高韧铝合金的制备方法.pdf
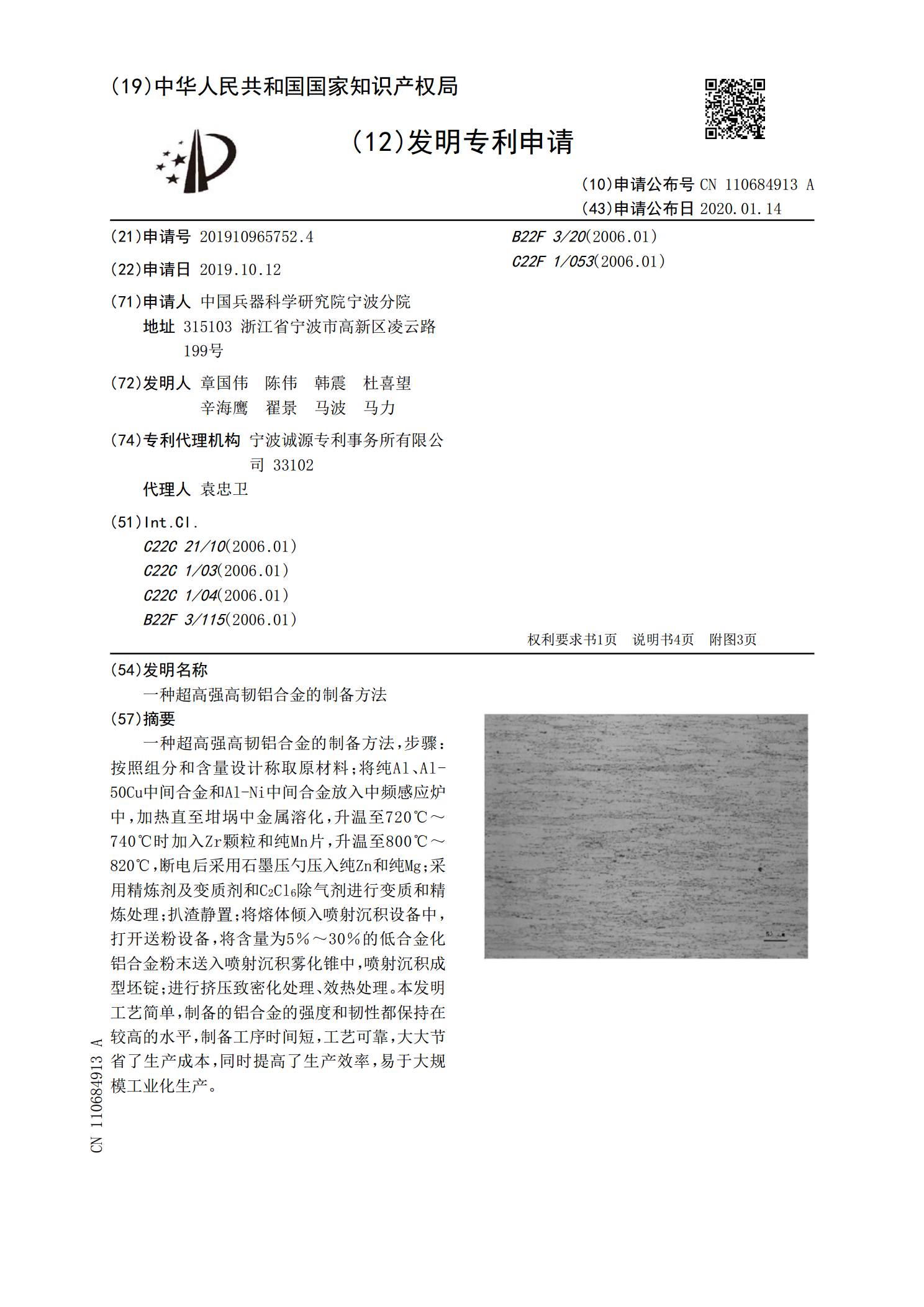
一种超高强高韧铝合金的制备方法,步骤:按照组分和含量设计称取原材料;将纯Al、Al‑50Cu中间合金和Al‑Ni中间合金放入中频感应炉中,加热直至坩埚中金属溶化,升温至720℃~740℃时加入Zr颗粒和纯Mn片,升温至800℃~820℃,断电后采用石墨压勺压入纯Zn和纯Mg;采用精炼剂及变质剂和C