
一种曲柄的锻压成型装置.pdf

小新****ou


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种曲柄的锻压成型装置.pdf
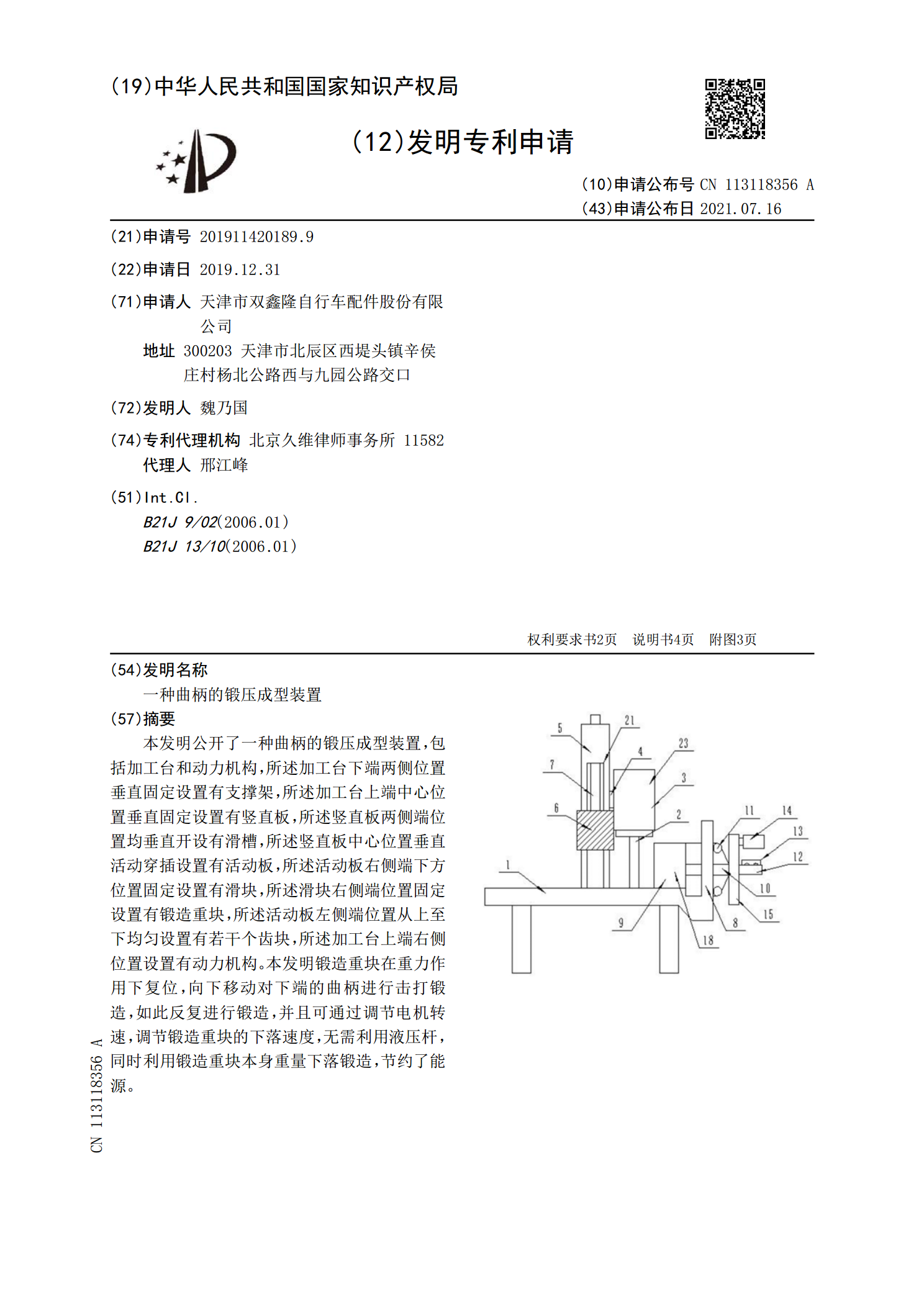
本发明公开了一种曲柄的锻压成型装置,包括加工台和动力机构,所述加工台下端两侧位置垂直固定设置有支撑架,所述加工台上端中心位置垂直固定设置有竖直板,所述竖直板两侧端位置均垂直开设有滑槽,所述竖直板中心位置垂直活动穿插设置有活动板,所述活动板右侧端下方位置固定设置有滑块,所述滑块右侧端位置固定设置有锻造重块,所述活动板左侧端位置从上至下均匀设置有若干个齿块,所述加工台上端右侧位置设置有动力机构。本发明锻造重块在重力作用下复位,向下移动对下端的曲柄进行击打锻造,如此反复进行锻造,并且可通过调节电机转速,调节锻造

大型船用曲柄的锻压成型方法.pdf
本发明提供一种大型船用曲柄的锻压成型方法,包括以下步骤:计算钢锭、镦锻、粗加工、弯压、脱模后进行压平修整以及热处理。在进行粗车加工曲柄锻件时,优选地将曲柄中间的轴部分直接加工成圆柱状,将两侧的曲柄臂加工成平板状并按照粗加工图留有加工余量,在圆柱状轴部分与平板状曲柄臂之间对称制有过渡斜面。采用本发明,不仅有效降低了其它弯锻方法中出现的曲柄臂内部褶皱、全纤维不合和局部探伤缺陷等现象,而且可提高钢锭的利用率,降低生产成本。
用于制造锻压的钢板成型构件的方法和热成型装置.pdf
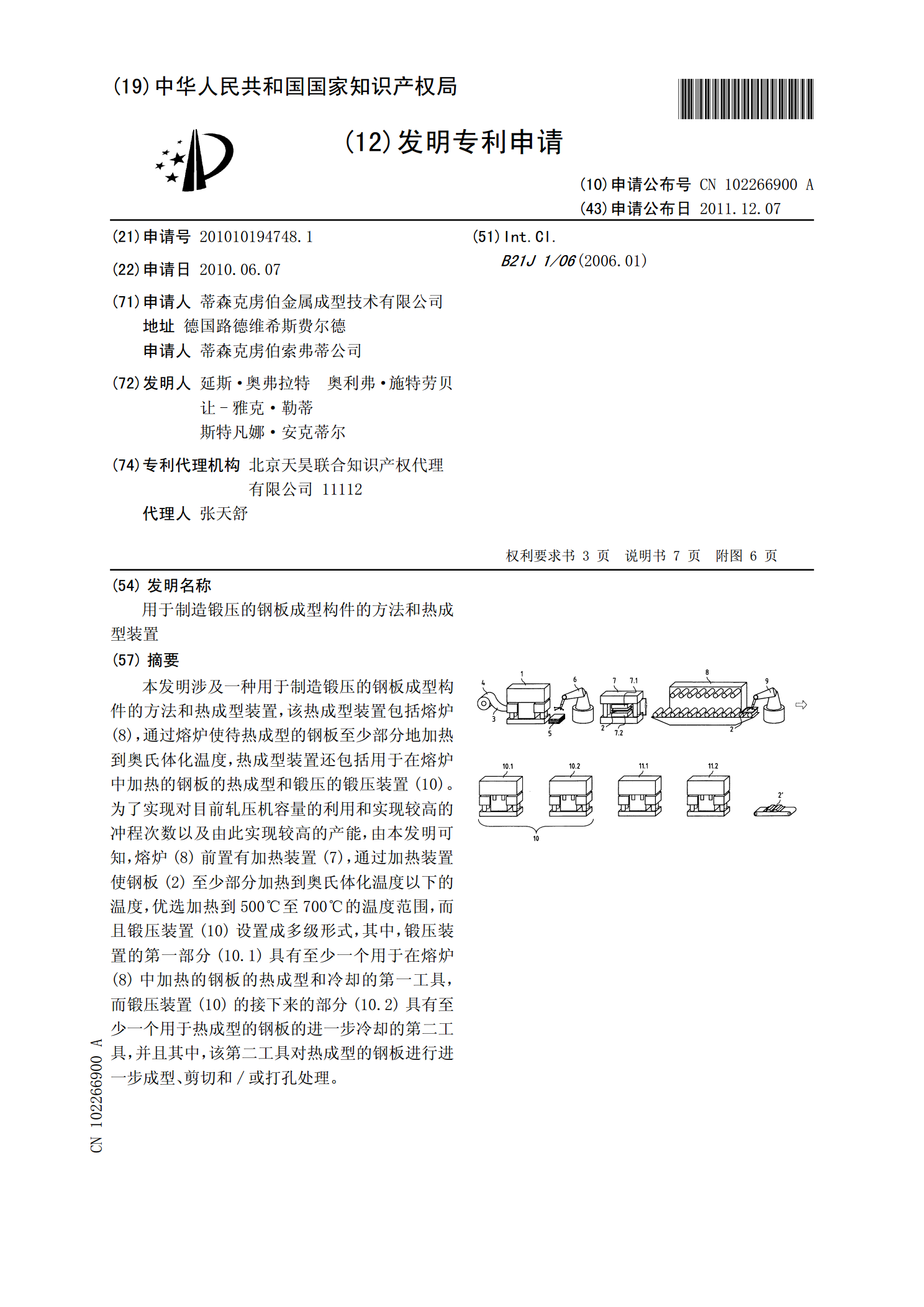
本发明涉及一种用于制造锻压的钢板成型构件的方法和热成型装置,该热成型装置包括熔炉(8),通过熔炉使待热成型的钢板至少部分地加热到奥氏体化温度,热成型装置还包括用于在熔炉中加热的钢板的热成型和锻压的锻压装置(10)。为了实现对目前轧压机容量的利用和实现较高的冲程次数以及由此实现较高的产能,由本发明可知,熔炉(8)前置有加热装置(7),通过加热装置使钢板(2)至少部分加热到奥氏体化温度以下的温度,优选加热到500℃至700℃的温度范围,而且锻压装置(10)设置成多级形式,其中,锻压装置的第一部分(10.1)具
等温热成型锻压机保温装置.pdf
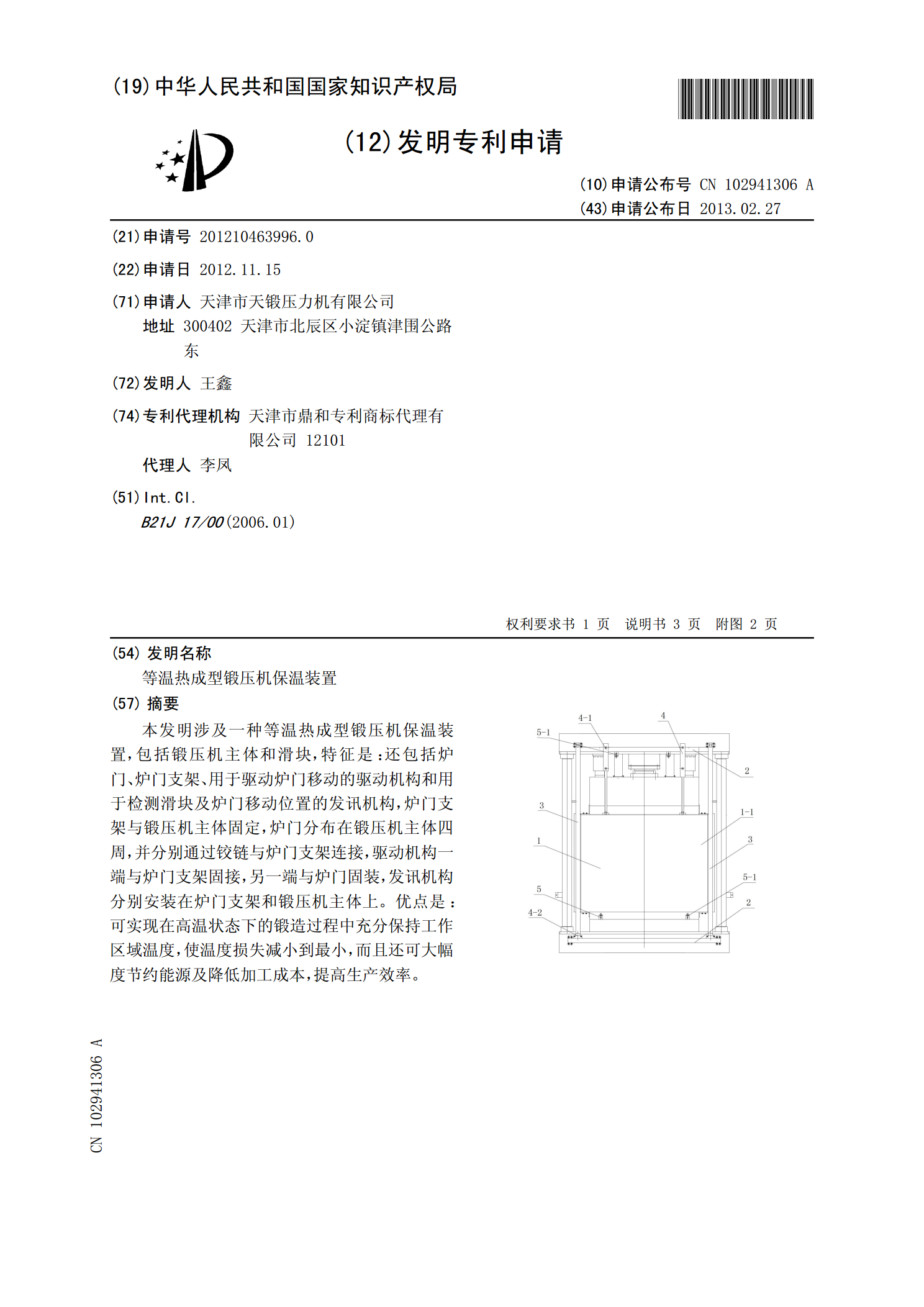
本发明涉及一种等温热成型锻压机保温装置,包括锻压机主体和滑块,特征是:还包括炉门、炉门支架、用于驱动炉门移动的驱动机构和用于检测滑块及炉门移动位置的发讯机构,炉门支架与锻压机主体固定,炉门分布在锻压机主体四周,并分别通过铰链与炉门支架连接,驱动机构一端与炉门支架固接,另一端与炉门固装,发讯机构分别安装在炉门支架和锻压机主体上。优点是:可实现在高温状态下的锻造过程中充分保持工作区域温度,使温度损失减小到最小,而且还可大幅度节约能源及降低加工成本,提高生产效率。

一种轧辊及其锻压成型工艺.pdf
本发明涉及一种轧辊锻压成型工艺,其中,锻压成型工艺包括:步骤一、坯件加热;步骤二、锻压处理:将加热完成的坯件置于锻压机中进行锻压处理,并在锻压过程中利用氧气切割机进行表面修复,以得到第一加工体;步骤三、圆整修复:去除所述第一加工体两端废料后,利用修整模具将第一加工体表面修正至圆整状态,以得到第二加工体;步骤四、热处理工艺:待所述第二加工体冷却至入炉温度后,将所述第二加工体放置于热处理炉中进行热处理;步骤五、检验探伤;步骤六、后加工。通过在锻压过程中利用氧气切割机随时进行表面修复,可以有效地防止锻压完成后的