
一种20MnCr5齿轮钢及其轧制方法.pdf

是立****92


1/9
2/9
3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种20MnCr5齿轮钢及其轧制方法.pdf
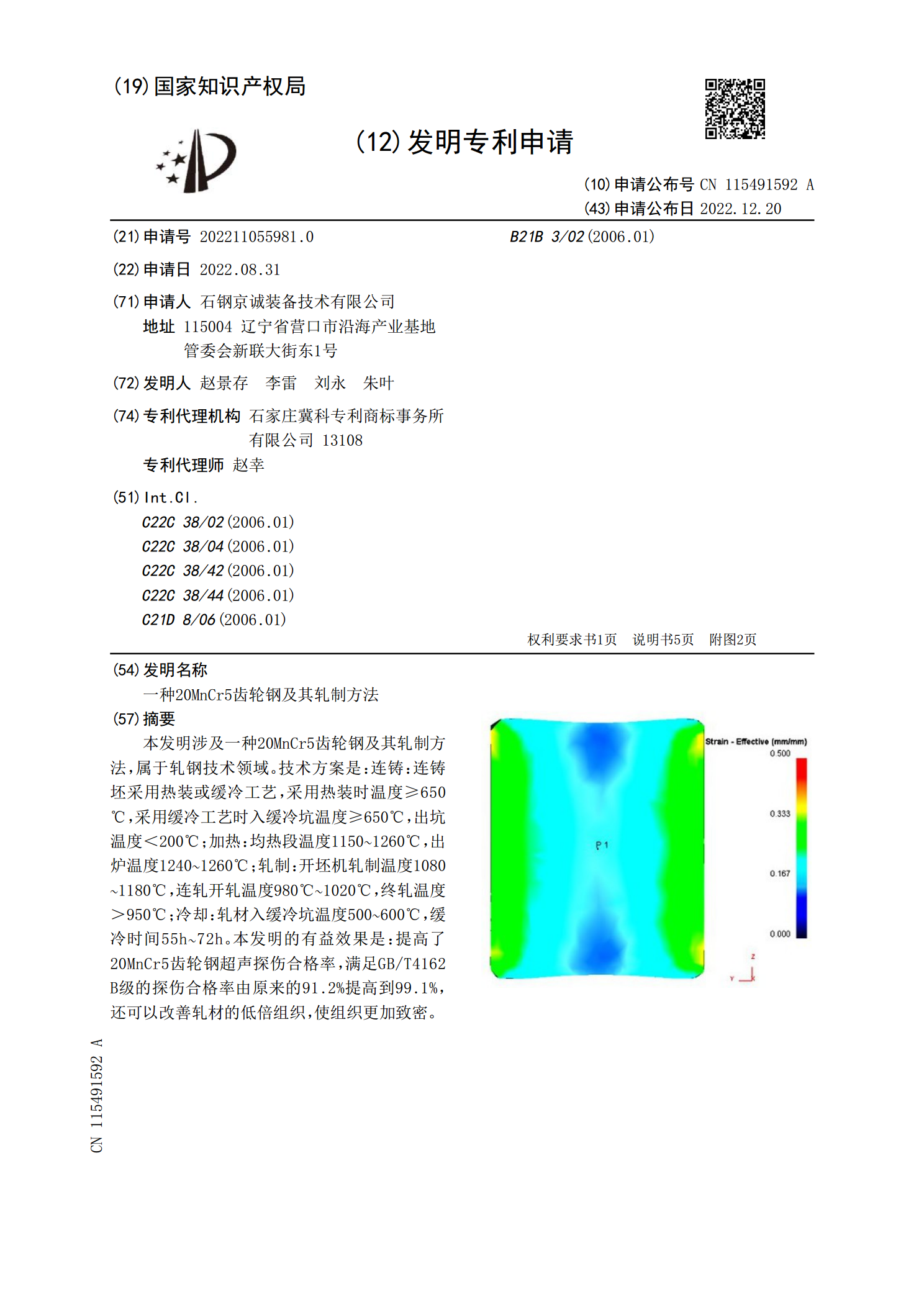
本发明涉及一种20MnCr5齿轮钢及其轧制方法,属于轧钢技术领域。技术方案是:连铸:连铸坯采用热装或缓冷工艺,采用热装时温度≥650℃,采用缓冷工艺时入缓冷坑温度≥650℃,出坑温度<200℃;加热:均热段温度1150~1260℃,出炉温度1240~1260℃;轧制:开坯机轧制温度1080~1180℃,连轧开轧温度980℃~1020℃,终轧温度>950℃;冷却:轧材入缓冷坑温度500~600℃,缓冷时间55h~72h。本发明的有益效果是:提高了20MnCr5齿轮钢超声探伤合格率,满足GB/T4162B级

一种CrMnTiH系列齿轮钢及其轧制方法.pdf
本发明公开了一种CrMnTiH系列齿轮钢及其轧制方法,所述齿轮钢化学成分的质量分数为:C:0.17~0.22%,Si:0.17~0.37%,Mn:0.80~1.05%,P≤0.030,S:≤0.035%,Cr:1.00~1.15%,Ti:0.04‑0.10%。所述轧制方法通过对矩形连铸坯加热—出钢—Φ550×1轧制—精轧轧制—飞剪分段—冷却—定尺剪切,得到CrMnTiH系列齿轮钢。本发明通过对加热制度、热工制度、停轧降温制度工艺的调节,可控制轧制过程冷剪后圆钢一侧弯曲现象。

一种加氮20MnCr5齿轮钢及其生产方法.pdf
本发明涉及一种加氮20MnCr5齿轮钢,其组分及重量百分比(Wt%)是:C:0.18%~0.21%,Si:≤0.12%,Mn:1.25%~1.35%,Cr:1.16%~1.24%,P:≤0.020%,S:0.020%~0.030%,Al:0.025%~0.045%,N:0.0060%~0.0100%,还包括如下重量百分比(Wt%)的残余成分:Ni:≤0.10%,Cu:≤0.10%,B≤0.0003%,[O]≤15×10
一种齿轮钢20MnCr5热处理方法.pdf
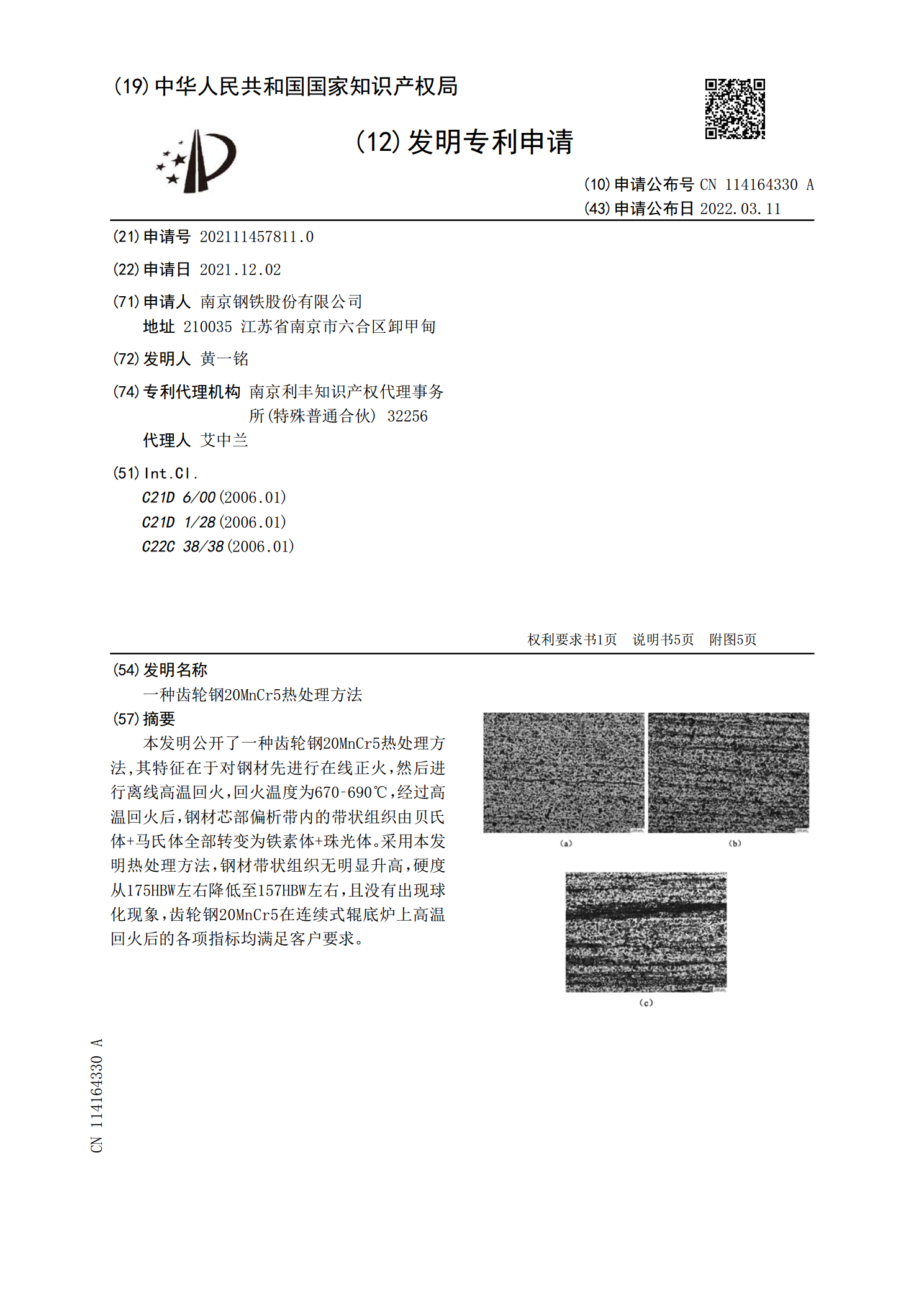
本发明公开了一种齿轮钢20MnCr5热处理方法,其特征在于对钢材先进行在线正火,然后进行离线高温回火,回火温度为670‑690℃,经过高温回火后,钢材芯部偏析带内的带状组织由贝氏体+马氏体全部转变为铁素体+珠光体。采用本发明热处理方法,钢材带状组织无明显升高,硬度从175HBW左右降低至157HBW左右,且没有出现球化现象,齿轮钢20MnCr5在连续式辊底炉上高温回火后的各项指标均满足客户要求。
一种22CrMoH齿轮钢的轧制方法.pdf
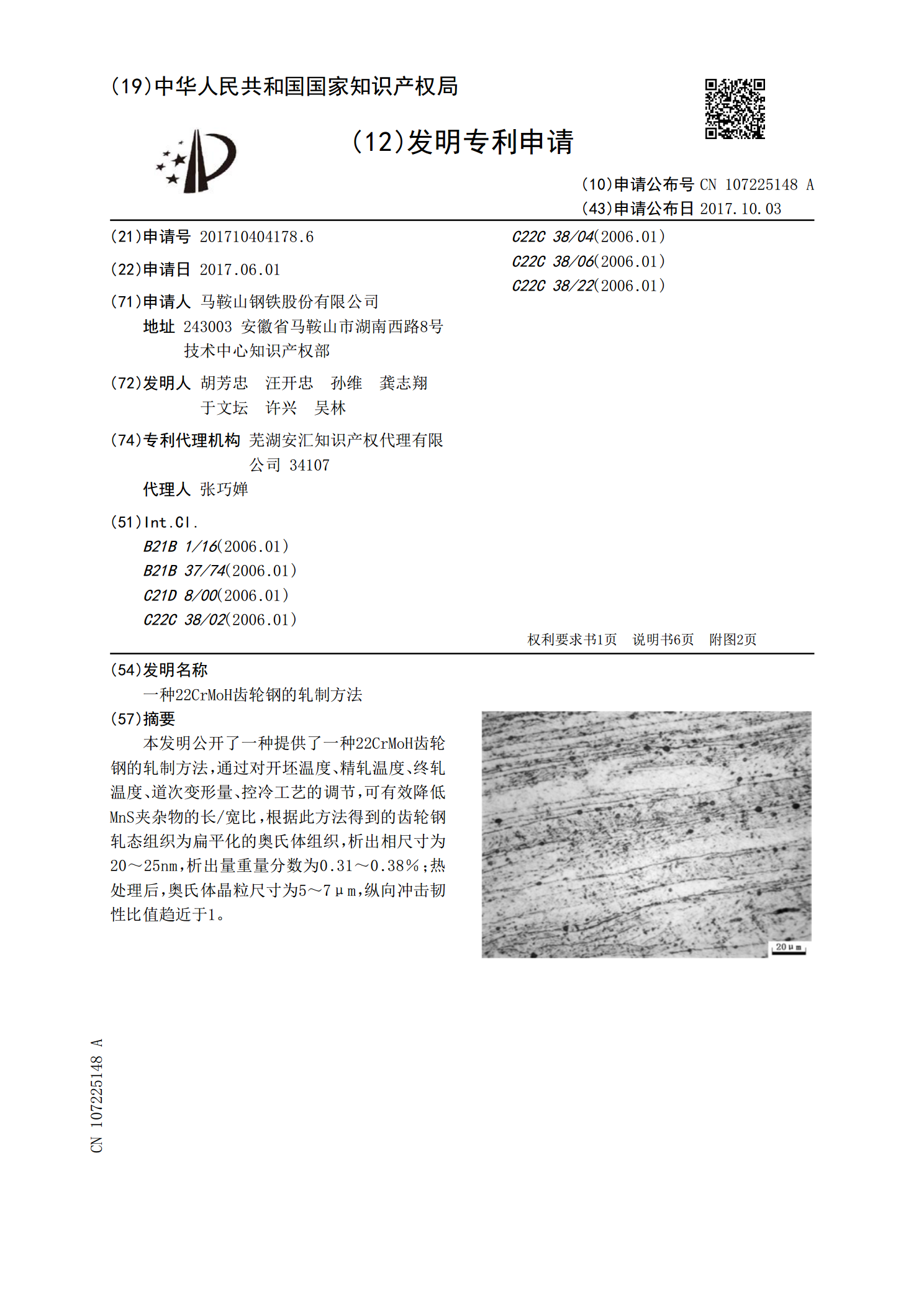
本发明公开了一种提供了一种22CrMoH齿轮钢的轧制方法,通过对开坯温度、精轧温度、终轧温度、道次变形量、控冷工艺的调节,可有效降低MnS夹杂物的长/宽比,根据此方法得到的齿轮钢轧态组织为扁平化的奥氏体组织,析出相尺寸为20~25nm,析出量重量分数为0.31~0.38%;热处理后,奥氏体晶粒尺寸为5~7μm,纵向冲击韧性比值趋近于1。