
一种22CrMoH齿轮钢的轧制方法.pdf

宜欣****外呢

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种22CrMoH齿轮钢的轧制方法.pdf
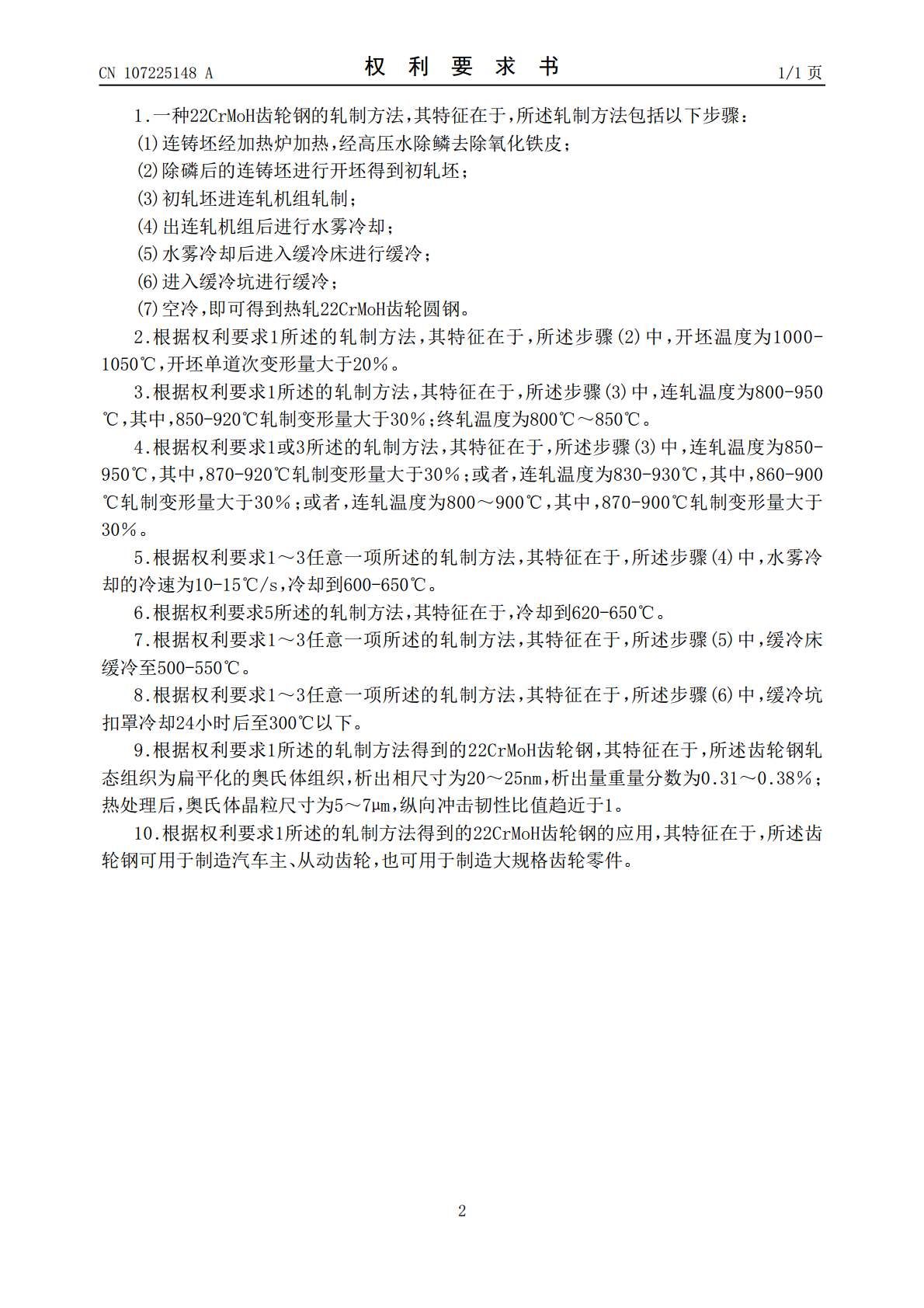
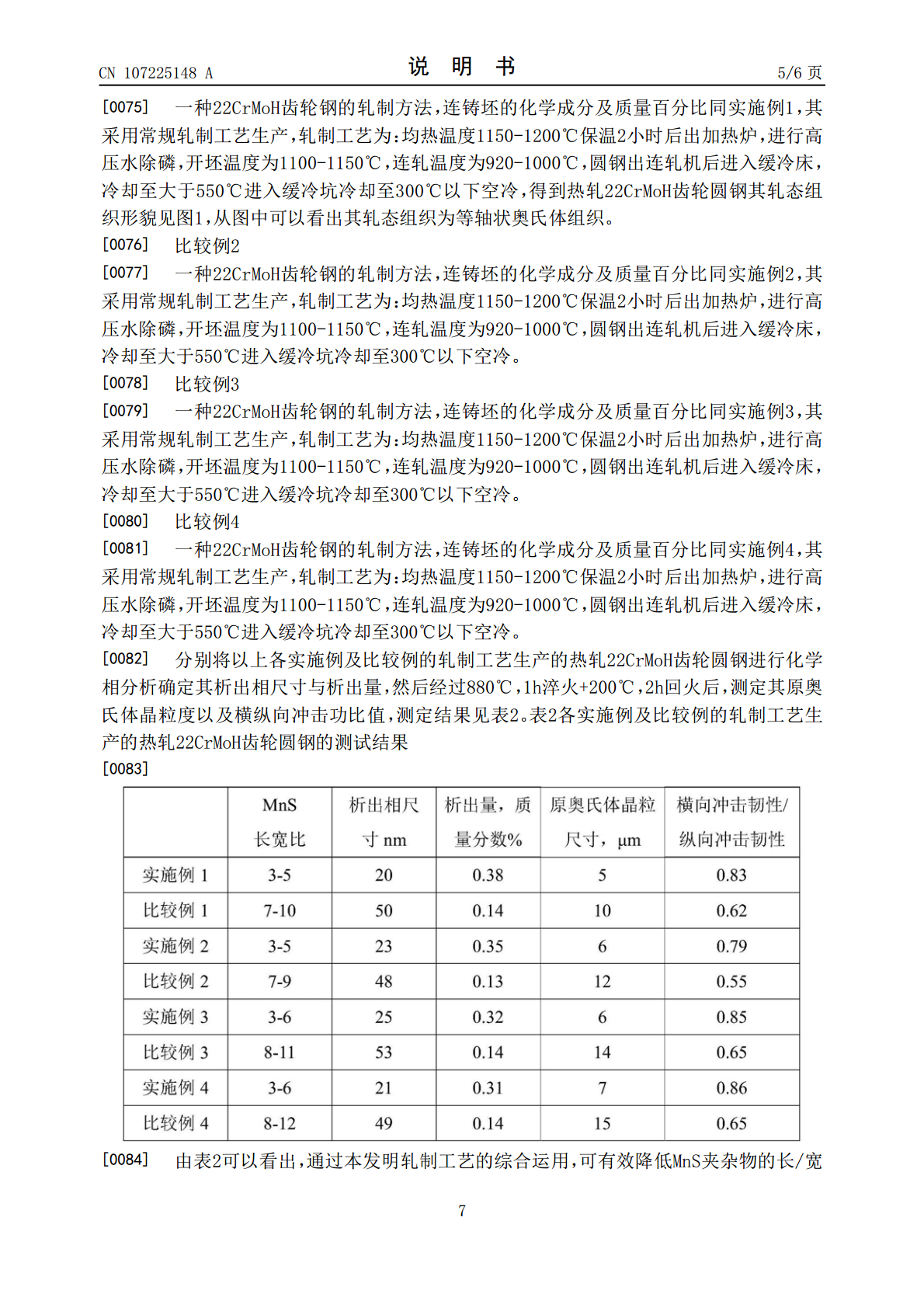
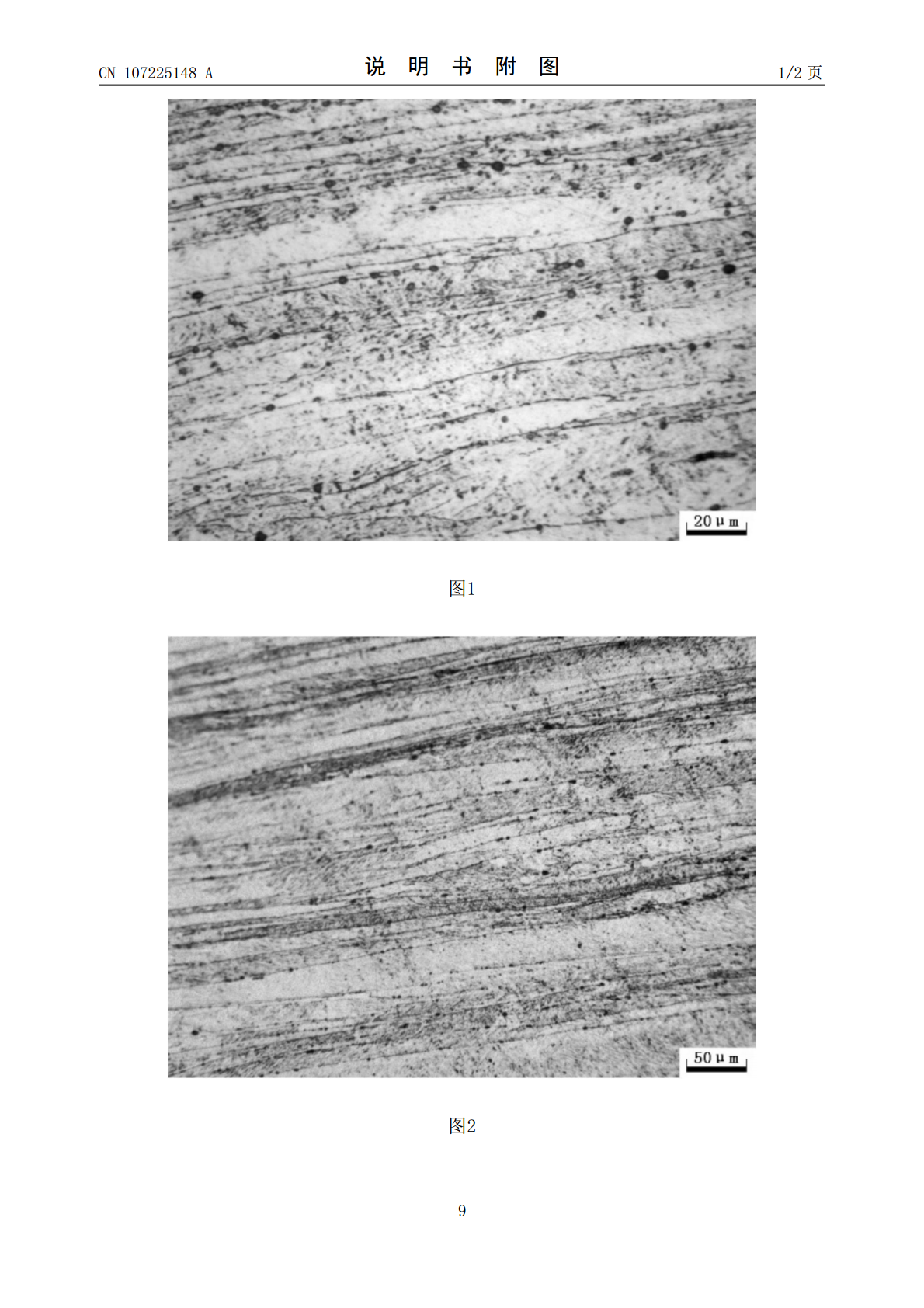
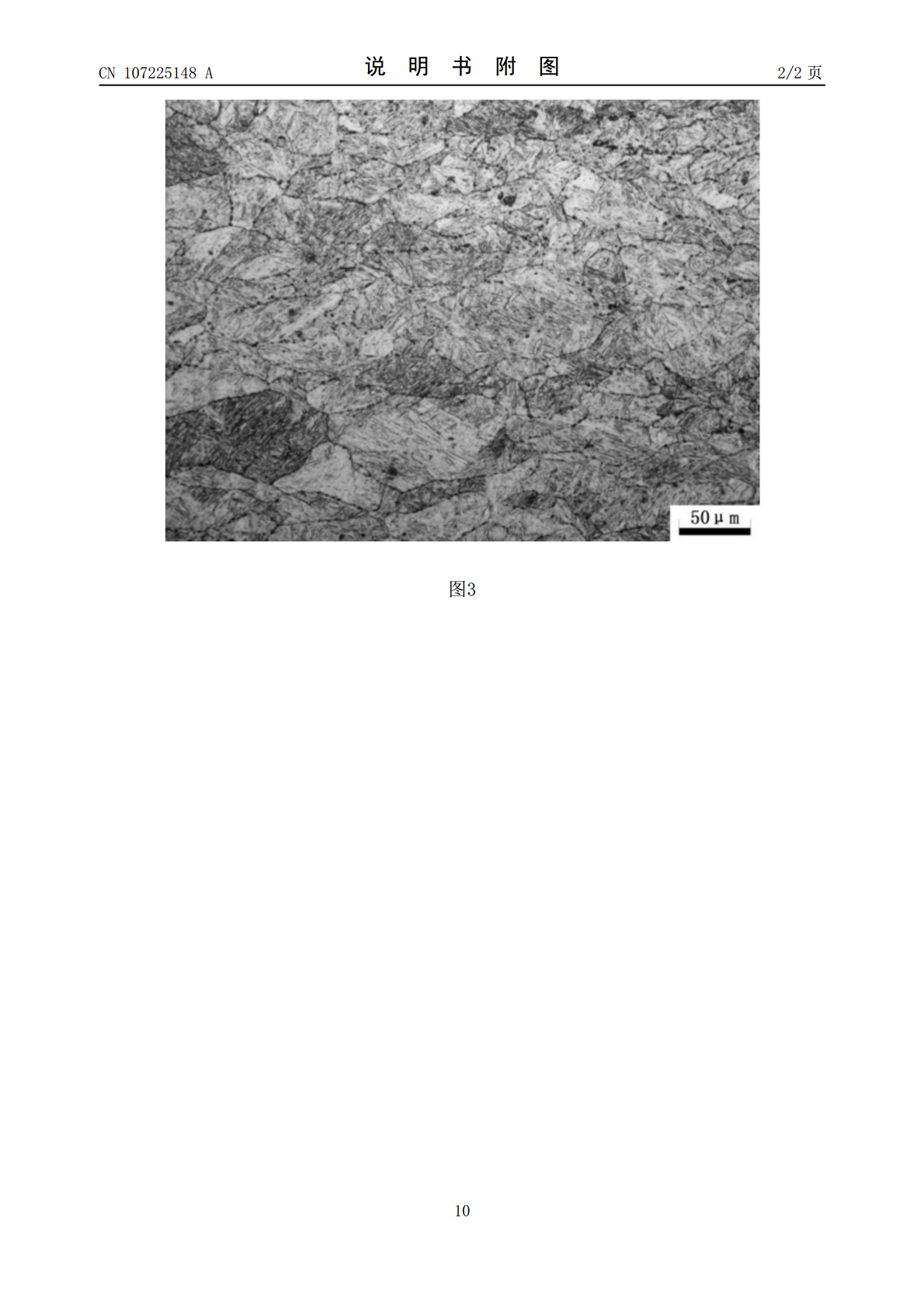
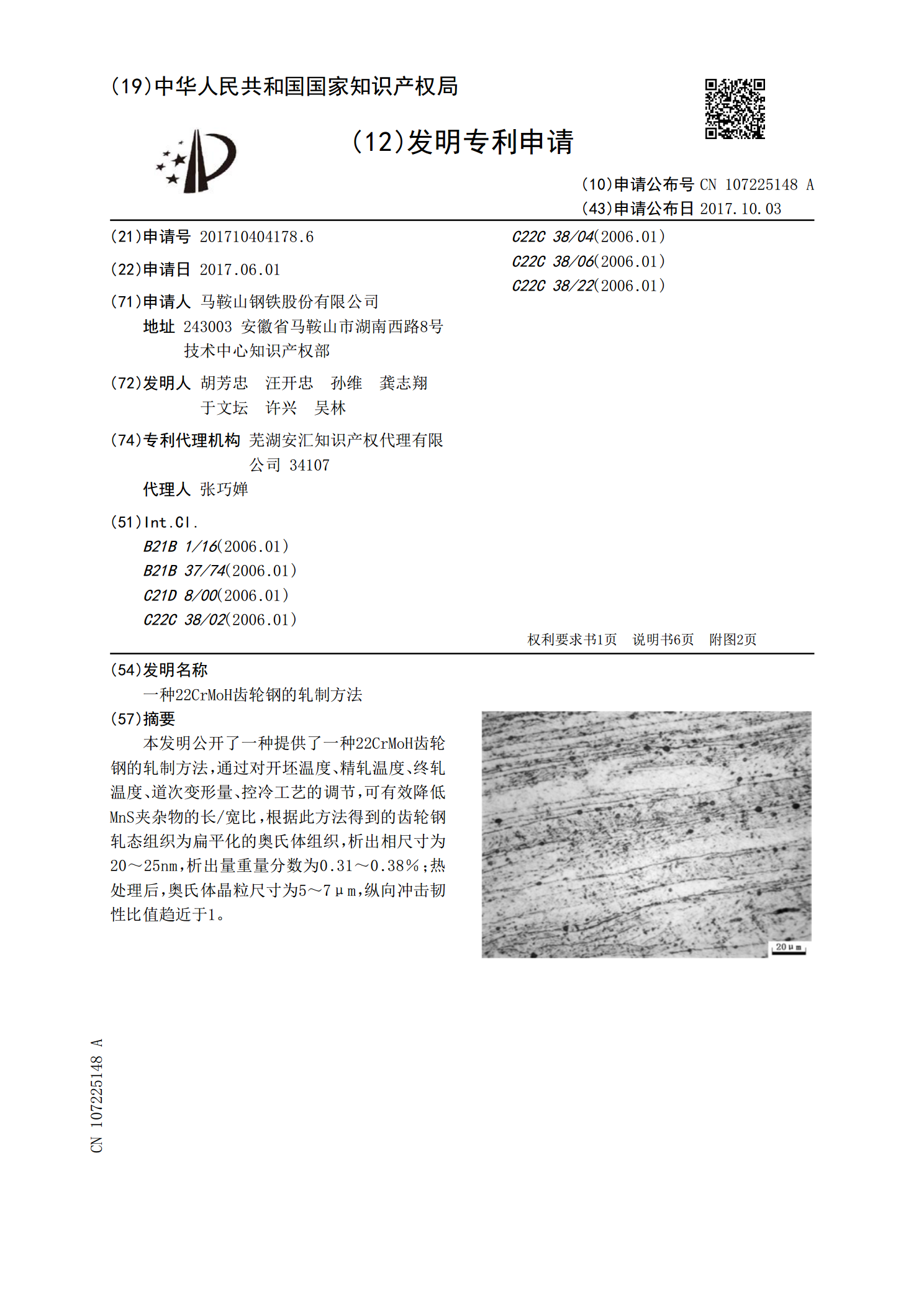
本发明公开了一种提供了一种22CrMoH齿轮钢的轧制方法,通过对开坯温度、精轧温度、终轧温度、道次变形量、控冷工艺的调节,可有效降低MnS夹杂物的长/宽比,根据此方法得到的齿轮钢轧态组织为扁平化的奥氏体组织,析出相尺寸为20~25nm,析出量重量分数为0.31~0.38%;热处理后,奥氏体晶粒尺寸为5~7μm,纵向冲击韧性比值趋近于1。

一种CrMnTiH系列齿轮钢及其轧制方法.pdf
本发明公开了一种CrMnTiH系列齿轮钢及其轧制方法,所述齿轮钢化学成分的质量分数为:C:0.17~0.22%,Si:0.17~0.37%,Mn:0.80~1.05%,P≤0.030,S:≤0.035%,Cr:1.00~1.15%,Ti:0.04‑0.10%。所述轧制方法通过对矩形连铸坯加热—出钢—Φ550×1轧制—精轧轧制—飞剪分段—冷却—定尺剪切,得到CrMnTiH系列齿轮钢。本发明通过对加热制度、热工制度、停轧降温制度工艺的调节,可控制轧制过程冷剪后圆钢一侧弯曲现象。
一种含Nb高温渗碳齿轮钢的轧制方法.pdf
一种含Nb高温渗碳齿轮钢的轧制方法,属于特殊钢轧制技术领域。该轧制方法要求做到以下两点:铸坯再加热温度要高于含Nb析出相的完全溶解温度,使得Nb充分回溶到基体且扩散比较均匀;避开在Nb析出的鼻温区900-950℃轧制且减少在此温度区间停留时间。优点在于,轧制的含Nb齿轮钢,含Nb析出相分布合理,更有利于在后续的渗碳过程钉轧奥氏体晶界,防止齿轮钢奥氏体晶粒长大。
低带状组织齿轮钢的轧制方法.pdf
本发明公开了一种低带状组织齿轮钢的轧制方法,它包括以下步骤:1)钢坯在三段式加热炉内加热;2)加热后的钢坯经过高压水除磷后依次进行粗轧,中轧,穿水冷却和精轧;3)精轧后的钢坯依次进行穿水冷却和风冷冷却;4)冷却后的圆钢经过剪切后缓慢冷却到200℃以下。本发明克服了传统的轧制工艺难以降低高端淬透性渗碳齿轮钢带状组织级别的生产工艺难点,使齿轮钢的带状组织的级别从传统轧制工艺的3.0级降低到1.0级以下,从而达到提高齿轮疲劳寿命的目的,本发明还具有工艺线路简单,生产成本低,可操作性强等特点。
一种20MnCr5齿轮钢及其轧制方法.pdf
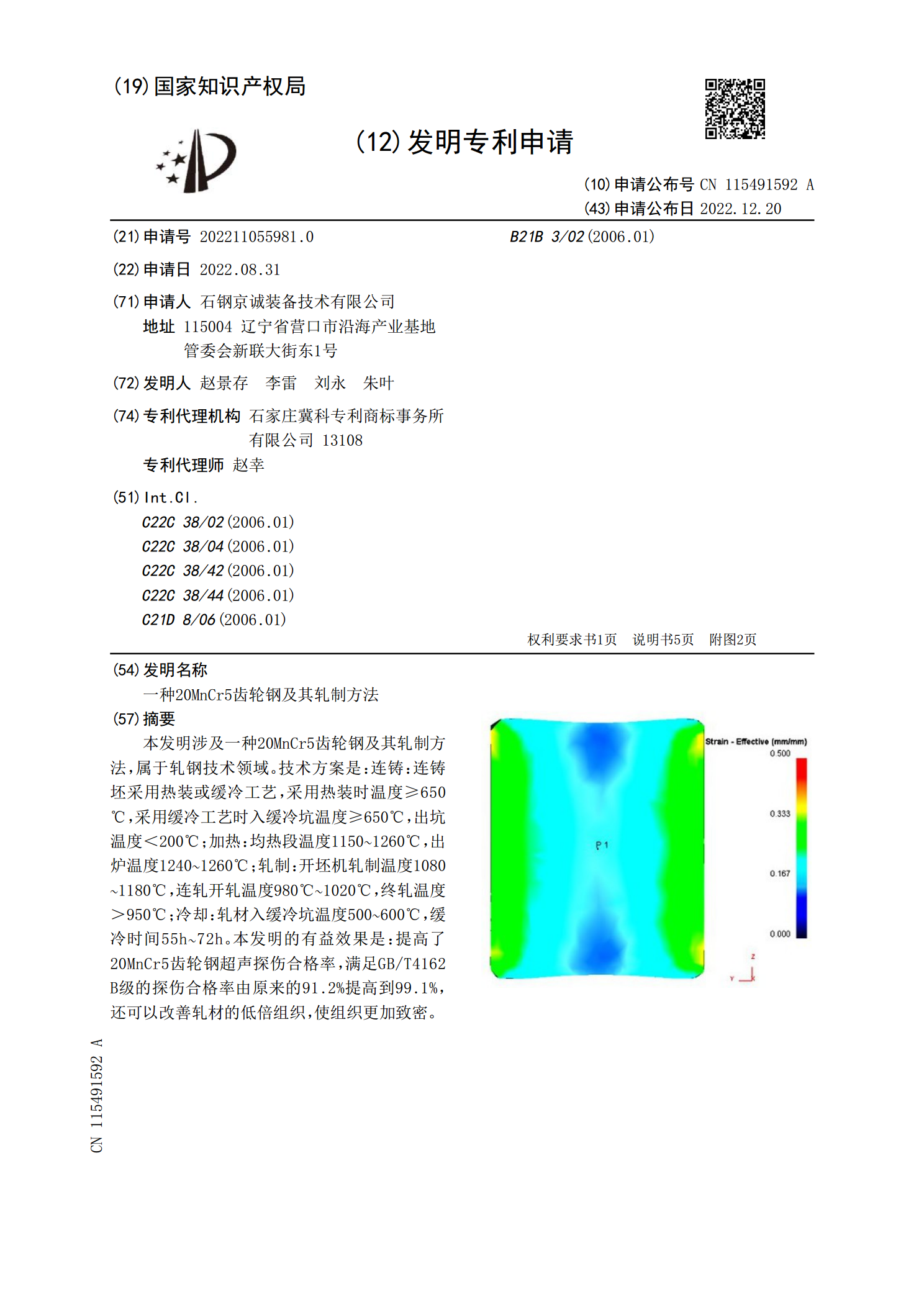
本发明涉及一种20MnCr5齿轮钢及其轧制方法,属于轧钢技术领域。技术方案是:连铸:连铸坯采用热装或缓冷工艺,采用热装时温度≥650℃,采用缓冷工艺时入缓冷坑温度≥650℃,出坑温度<200℃;加热:均热段温度1150~1260℃,出炉温度1240~1260℃;轧制:开坯机轧制温度1080~1180℃,连轧开轧温度980℃~1020℃,终轧温度>950℃;冷却:轧材入缓冷坑温度500~600℃,缓冷时间55h~72h。本发明的有益效果是:提高了20MnCr5齿轮钢超声探伤合格率,满足GB/T4162B级