
一种智能多轴联动浇注控制方法.pdf

念珊****写意

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种智能多轴联动浇注控制方法.pdf
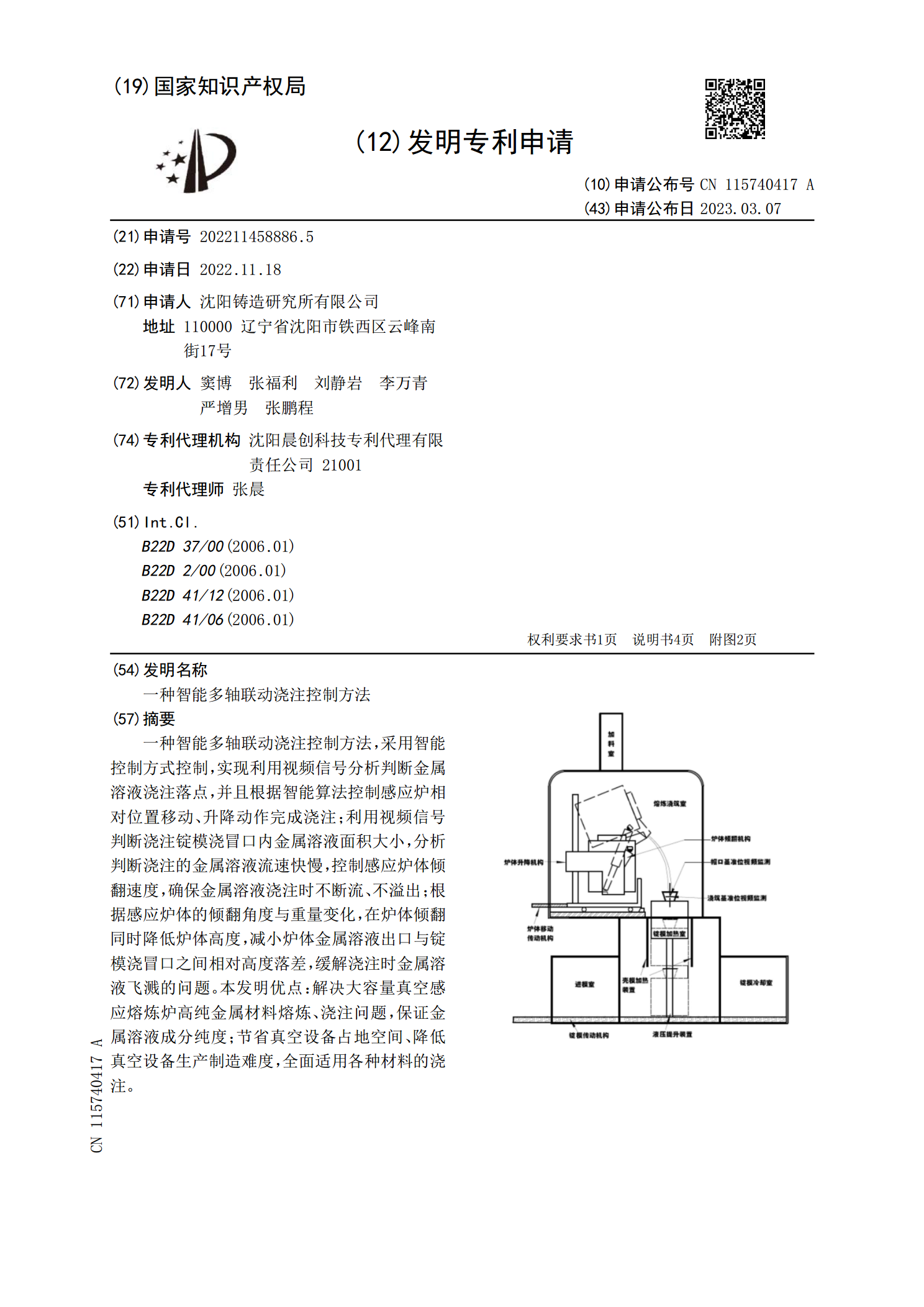
一种智能多轴联动浇注控制方法,采用智能控制方式控制,实现利用视频信号分析判断金属溶液浇注落点,并且根据智能算法控制感应炉相对位置移动、升降动作完成浇注;利用视频信号判断浇注锭模浇冒口内金属溶液面积大小,分析判断浇注的金属溶液流速快慢,控制感应炉体倾翻速度,确保金属溶液浇注时不断流、不溢出;根据感应炉体的倾翻角度与重量变化,在炉体倾翻同时降低炉体高度,减小炉体金属溶液出口与锭模浇冒口之间相对高度落差,缓解浇注时金属溶液飞溅的问题。本发明优点:解决大容量真空感应熔炼炉高纯金属材料熔炼、浇注问题,保证金属溶液成
一种多轴联动的多轴机床及其控制方法.pdf
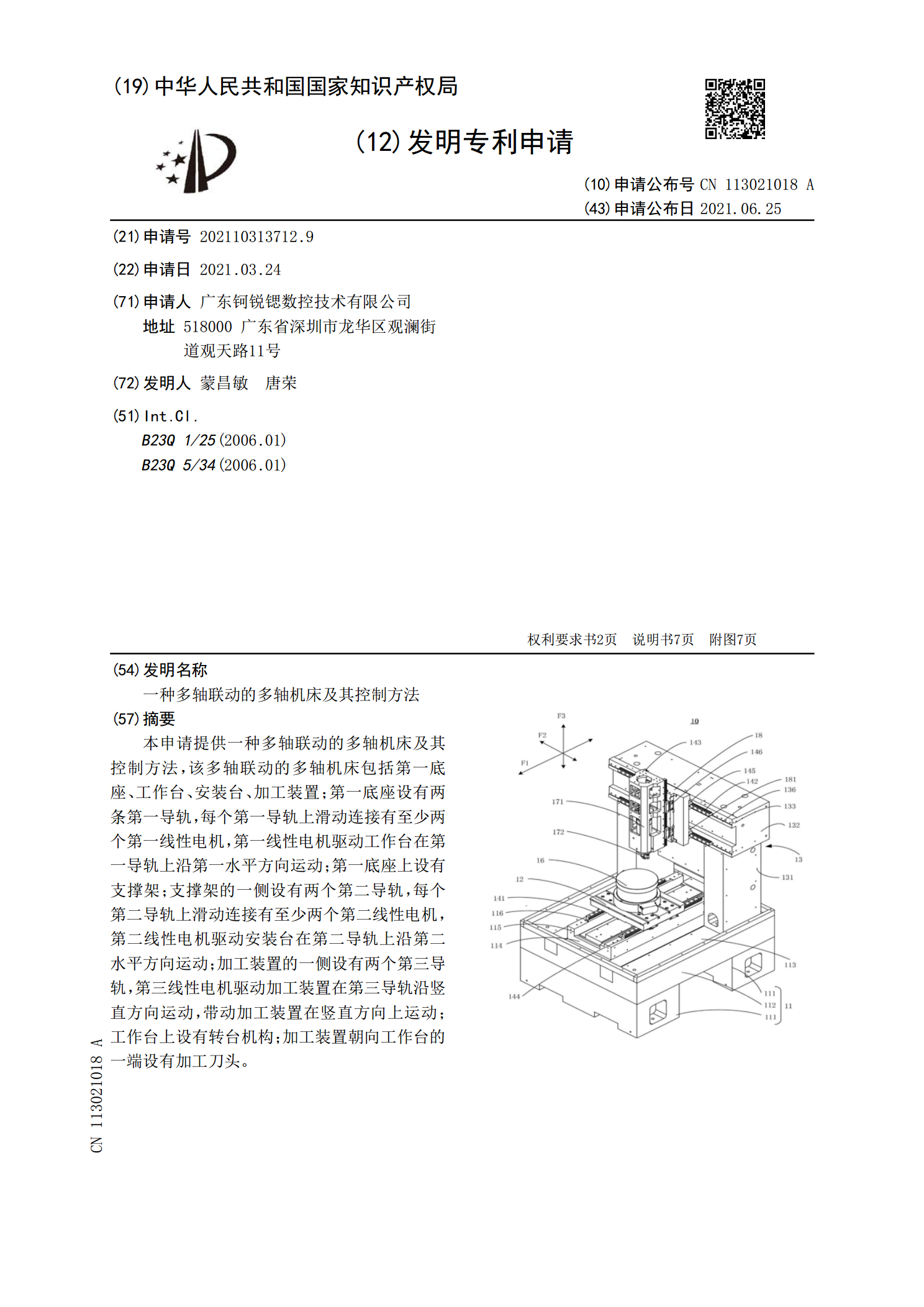
本申请提供一种多轴联动的多轴机床及其控制方法,该多轴联动的多轴机床包括第一底座、工作台、安装台、加工装置;第一底座设有两条第一导轨,每个第一导轨上滑动连接有至少两个第一线性电机,第一线性电机驱动工作台在第一导轨上沿第一水平方向运动;第一底座上设有支撑架;支撑架的一侧设有两个第二导轨,每个第二导轨上滑动连接有至少两个第二线性电机,第二线性电机驱动安装台在第二导轨上沿第二水平方向运动;加工装置的一侧设有两个第三导轨,第三线性电机驱动加工装置在第三导轨沿竖直方向运动,带动加工装置在竖直方向上运动;工作台上设有转
一种多轴联动的智能卧式开孔机.pdf
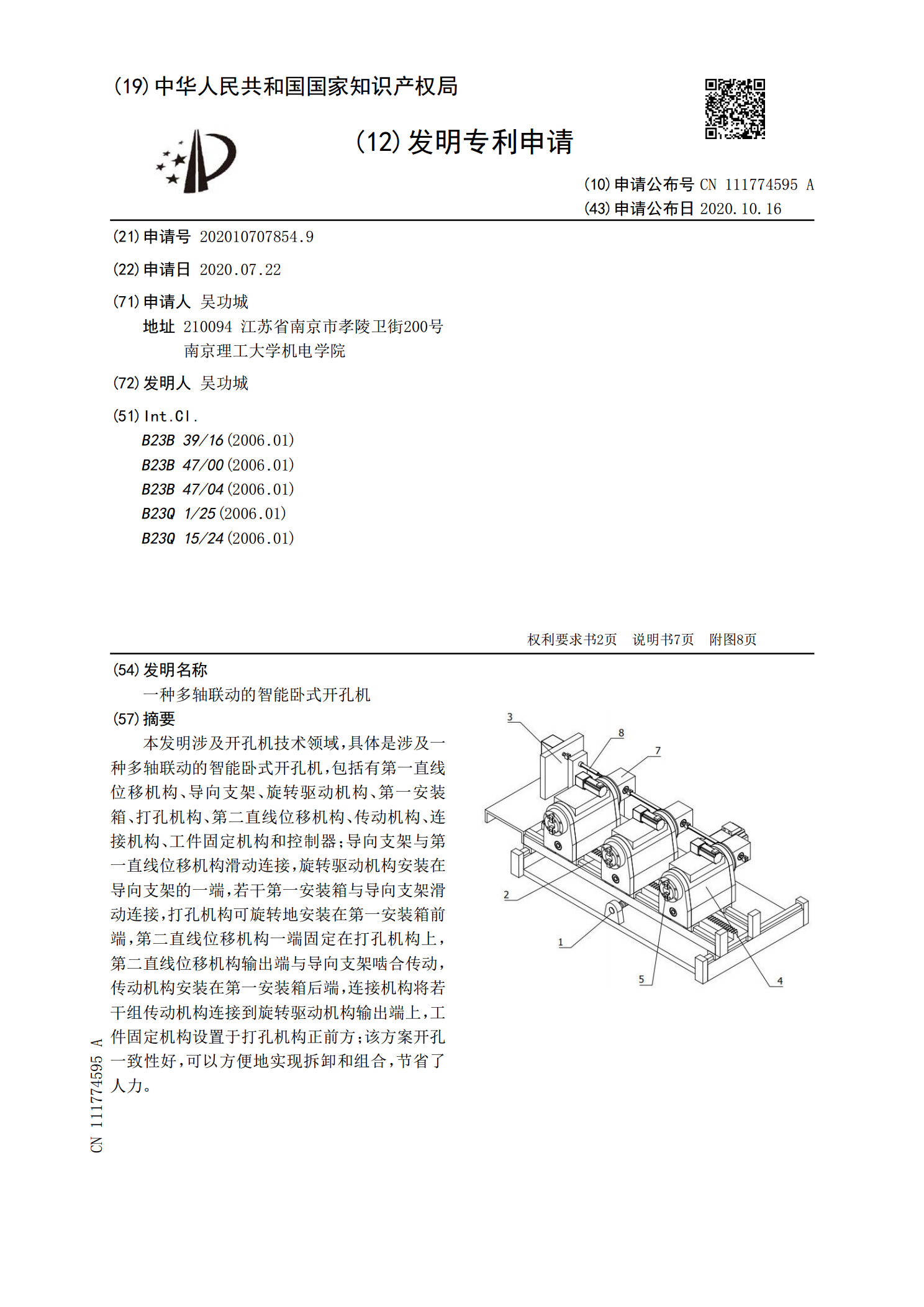
本发明涉及开孔机技术领域,具体是涉及一种多轴联动的智能卧式开孔机,包括有第一直线位移机构、导向支架、旋转驱动机构、第一安装箱、打孔机构、第二直线位移机构、传动机构、连接机构、工件固定机构和控制器;导向支架与第一直线位移机构滑动连接,旋转驱动机构安装在导向支架的一端,若干第一安装箱与导向支架滑动连接,打孔机构可旋转地安装在第一安装箱前端,第二直线位移机构一端固定在打孔机构上,第二直线位移机构输出端与导向支架啮合传动,传动机构安装在第一安装箱后端,连接机构将若干组传动机构连接到旋转驱动机构输出端上,工件固定机
一种多轴联动管道插补全闭环运动控制方法.pdf
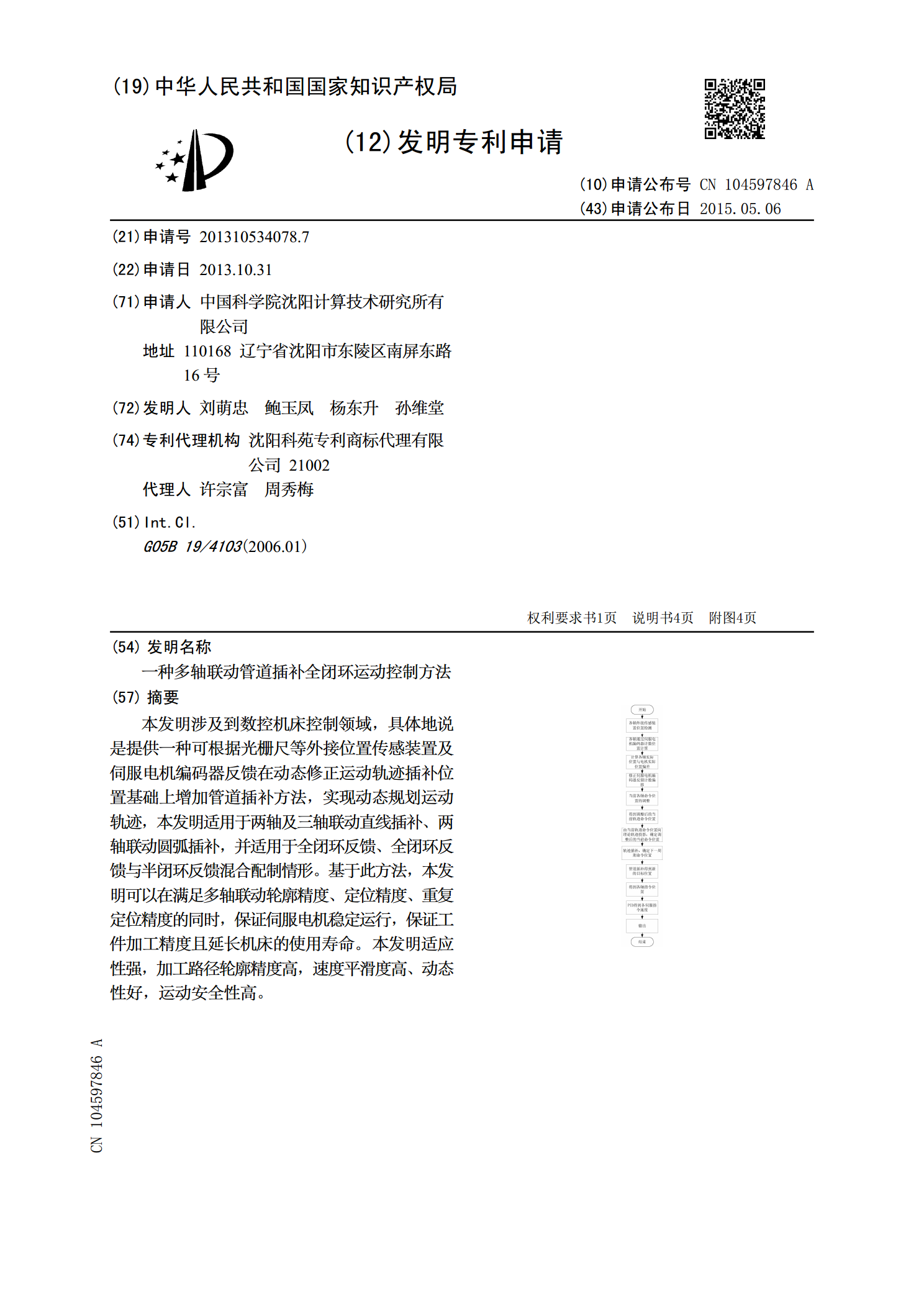
本发明涉及到数控机床控制领域,具体地说是提供一种可根据光栅尺等外接位置传感装置及伺服电机编码器反馈在动态修正运动轨迹插补位置基础上增加管道插补方法,实现动态规划运动轨迹,本发明适用于两轴及三轴联动直线插补、两轴联动圆弧插补,并适用于全闭环反馈、全闭环反馈与半闭环反馈混合配制情形。基于此方法,本发明可以在满足多轴联动轮廓精度、定位精度、重复定位精度的同时,保证伺服电机稳定运行,保证工件加工精度且延长机床的使用寿命。本发明适应性强,加工路径轮廓精度高,速度平滑度高、动态性好,运动安全性高。
一种可重组的智能多轴联动点胶装置.pdf
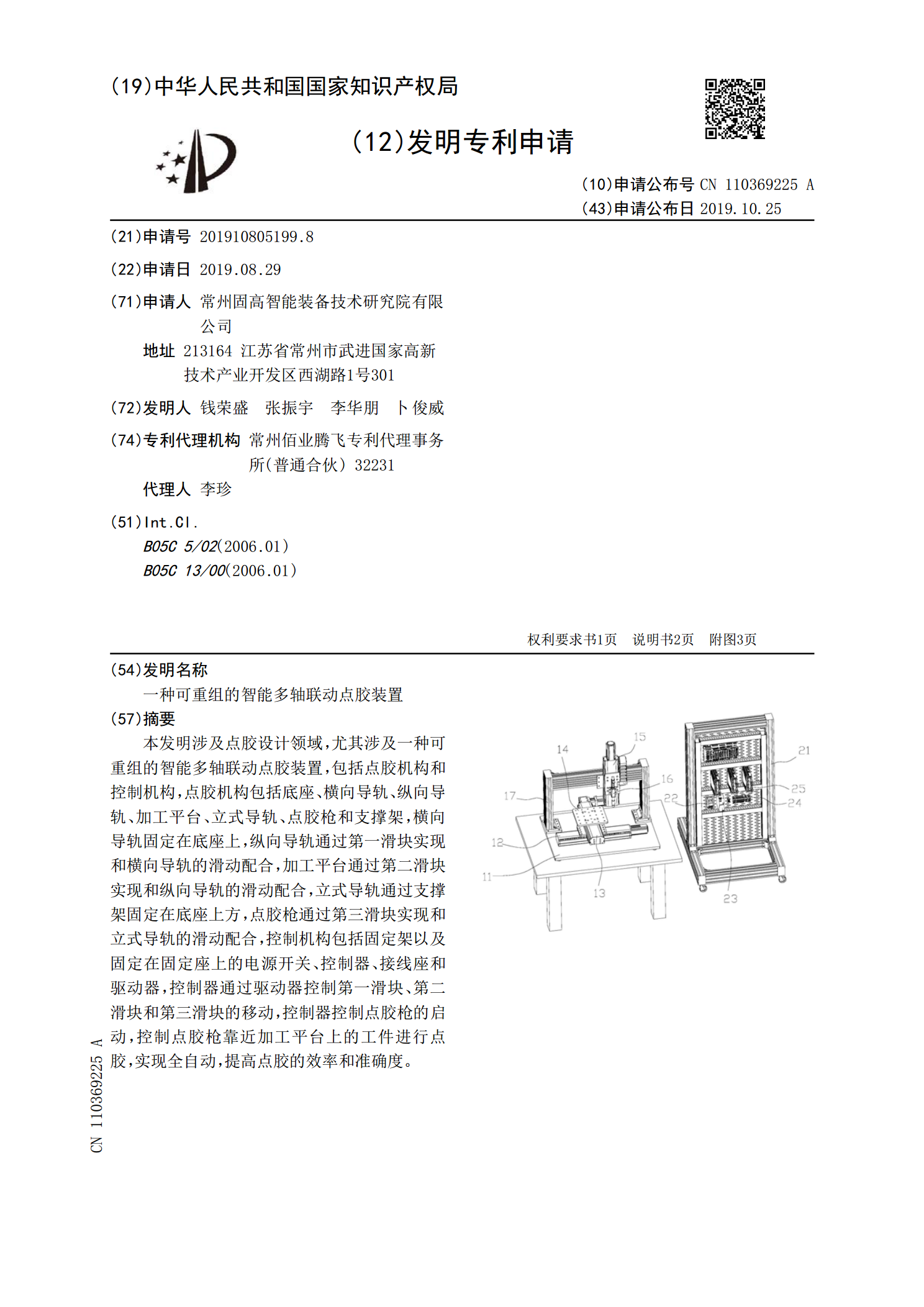
本发明涉及点胶设计领域,尤其涉及一种可重组的智能多轴联动点胶装置,包括点胶机构和控制机构,点胶机构包括底座、横向导轨、纵向导轨、加工平台、立式导轨、点胶枪和支撑架,横向导轨固定在底座上,纵向导轨通过第一滑块实现和横向导轨的滑动配合,加工平台通过第二滑块实现和纵向导轨的滑动配合,立式导轨通过支撑架固定在底座上方,点胶枪通过第三滑块实现和立式导轨的滑动配合,控制机构包括固定架以及固定在固定座上的电源开关、控制器、接线座和驱动器,控制器通过驱动器控制第一滑块、第二滑块和第三滑块的移动,控制器控制点胶枪的启动,控