
一种20CrMoVS大型船用气缸盖锻后热处理方法.pdf

是你****元呀

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种20CrMoVS大型船用气缸盖锻后热处理方法.pdf
本发明涉及一种20CrMoVS大型船用气缸盖锻后热处理方法,将满足化学成分要求的气缸盖锻件利用锻后预热进行淬火热处理,当气缸盖模锻后表面温度为890~920℃时,气缸盖模锻后入水冷却;热处理炉按升温速度40~60℃/小时升温,当炉内温度达到650±10℃时开始保温,保温时间按0.8~1min/mm计算,最后随炉冷却。机械性能指标为:Rm540~690min/MPa、Rp0.2≥340min/MPa、A5≥18min/%、Z≥45min/%、AKV≥25min/J、HB160~200。采用本发明能量消耗少,

一种船用卸扣的锻后余热淬火方法.pdf
本发明公开了一种船用卸扣的锻后余热淬火方法,锻后的卸扣放到流水线上,检测温度后,将卸扣放入淬火装置中,检测后进行二次热处理,最终成品物理性能抽检;所述的淬火装置包括池体,连接在池体上的便于冷却介质循环的导流装置,以及设置在池体的底部内壁上的网架结构;所述的网架结构与池体的底部内壁之间留有空间;采用了合理的步骤,再结合淬火装置,提高了淬火马氏体比例,节省了重新加热淬火的工序,大大降低了能耗,同时减少反复加热造成卸扣表面的氧化脱碳,缩短了卸扣的生产周期,也提高了工作效率,卸扣采用连续进入淬火装置的方式,节省了
大型锻钢支承辊热处理方法.pdf
本发明公开了一种大型锻钢支承辊热处理方法,包括整体加热淬火和差温回火,差温回火如下:首先,在大型锻钢支承辊的辊身部位包裹石棉;然后,在包裹石棉的辊身表面放置三至六支热电偶,同时在辊身两端的辊颈根部以及辊颈外侧均各放置一支热电偶;接着在500~600℃的温度下进行差温回火96~108h,期间通过热电偶实时监测辊身部位和辊颈部位的温度并控制它们的温度差为80℃~150℃;最后,缓慢冷却至200℃以下出炉并空冷。本发明只需一道热处理工序即可使大型锻钢支承辊的辊身和辊颈分别达到相关要求,并且辊身与辊颈过渡处硬度缓
风电主轴锻后热处理方法.pdf
本发明公开了一种风电主轴锻后热处理方法,其特征在于,采用两次正火一次回火:一次正火,将锻件在960±5℃下,保温14小时;冷却至280-320℃,保温12小时;二次正火:加热至880±5℃,保温8小时;冷却至280-320℃,保温12小时;回火:升温至650±5℃,保温20小时;冷却至250℃出炉;采用该锻后热处理方法后,风电主轴具有成分均匀、晶粒细小、机械性能好、抗冲击效果好的优点。
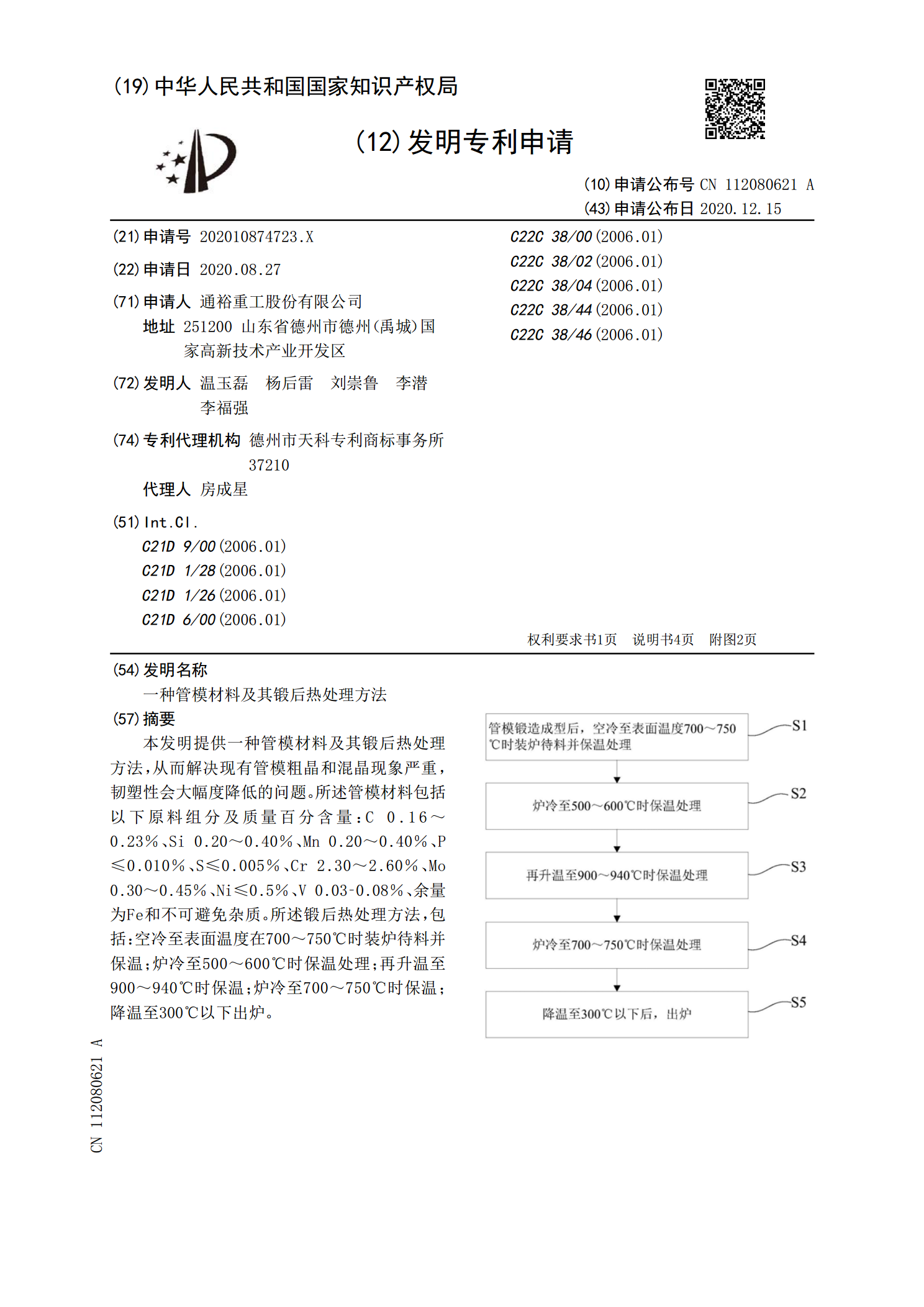
一种管模材料及其锻后热处理方法.pdf
本发明提供一种管模材料及其锻后热处理方法,从而解决现有管模粗晶和混晶现象严重,韧塑性会大幅度降低的问题。所述管模材料包括以下原料组分及质量百分含量:C0.16~0.23%、Si0.20~0.40%、Mn0.20~0.40%、P≤0.010%、S≤0.005%、Cr2.30~2.60%、Mo0.30~0.45%、Ni≤0.5%、V0.03‑0.08%、余量为Fe和不可避免杂质。所述锻后热处理方法,包括:空冷至表面温度在700~750℃时装炉待料并保温;炉冷至500~600℃时保温处理;再升温至9