
一种船用卸扣的锻后余热淬火方法.pdf

婀娜****aj

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船用卸扣的锻后余热淬火方法.pdf
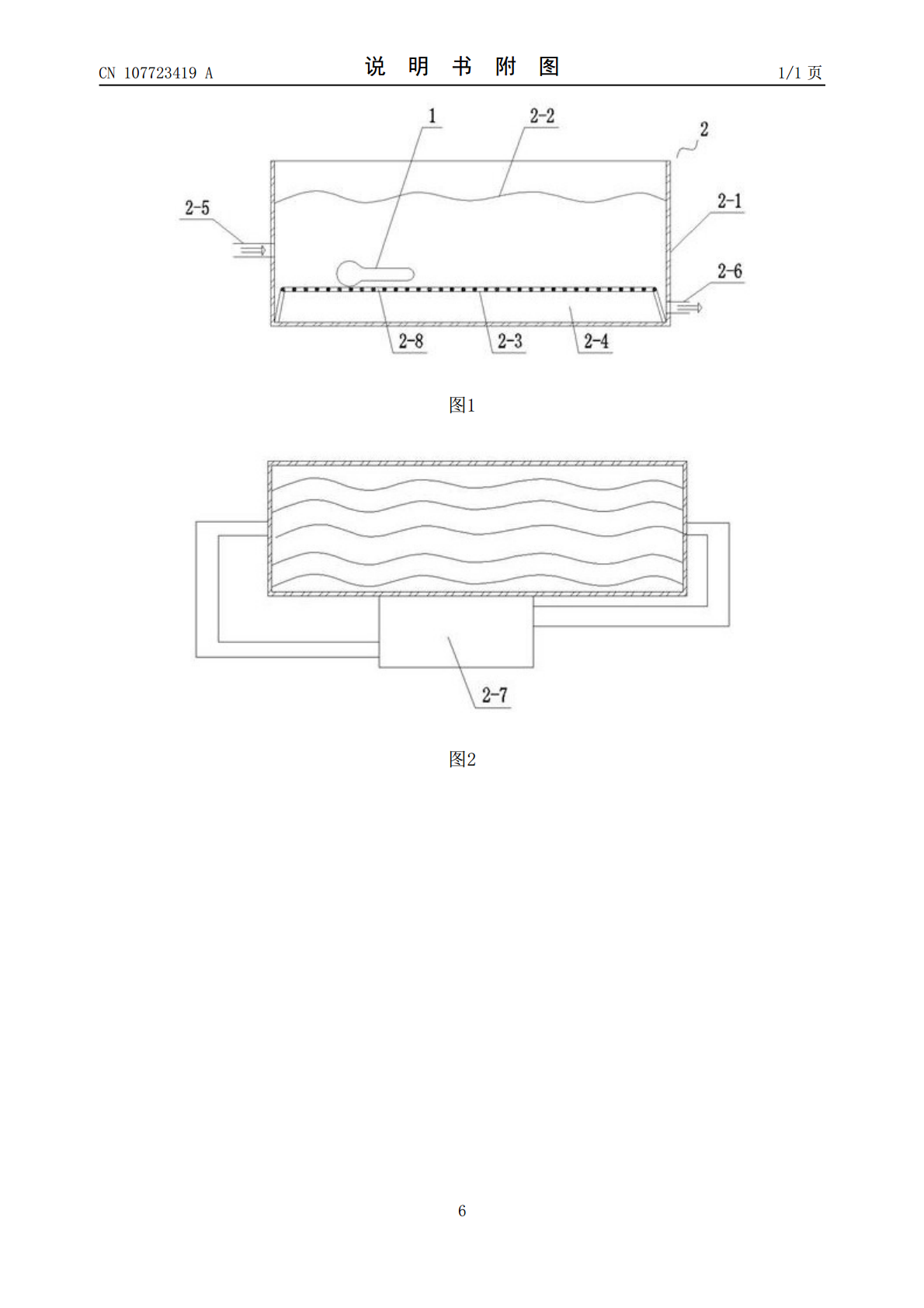
本发明公开了一种船用卸扣的锻后余热淬火方法,锻后的卸扣放到流水线上,检测温度后,将卸扣放入淬火装置中,检测后进行二次热处理,最终成品物理性能抽检;所述的淬火装置包括池体,连接在池体上的便于冷却介质循环的导流装置,以及设置在池体的底部内壁上的网架结构;所述的网架结构与池体的底部内壁之间留有空间;采用了合理的步骤,再结合淬火装置,提高了淬火马氏体比例,节省了重新加热淬火的工序,大大降低了能耗,同时减少反复加热造成卸扣表面的氧化脱碳,缩短了卸扣的生产周期,也提高了工作效率,卸扣采用连续进入淬火装置的方式,节省了

锻后余热预冷淬火工艺的试验研究.docx
锻后余热预冷淬火工艺的试验研究锻后余热预冷淬火工艺的试验研究摘要:本论文通过试验研究了锻后余热预冷淬火工艺对材料性能的影响。实验结果表明,锻后余热预冷淬火工艺能够显著提高材料的硬度和强度,并且能够有效控制材料的变形和裂纹的发生。关键词:锻后余热预冷淬火;材料性能;硬度;强度;变形;裂纹1.引言锻造是一种常用的金属加工方法,可以使金属材料在固态下进行塑性变形,从而改善材料的力学性能。然而,在锻造过程中,由于锤击力量的作用,金属材料会产生一定的余热。这些余热会影响材料的组织和性能,因此需要采取相应的工艺措施进
一种20CrMoVS大型船用气缸盖锻后热处理方法.pdf
本发明涉及一种20CrMoVS大型船用气缸盖锻后热处理方法,将满足化学成分要求的气缸盖锻件利用锻后预热进行淬火热处理,当气缸盖模锻后表面温度为890~920℃时,气缸盖模锻后入水冷却;热处理炉按升温速度40~60℃/小时升温,当炉内温度达到650±10℃时开始保温,保温时间按0.8~1min/mm计算,最后随炉冷却。机械性能指标为:Rm540~690min/MPa、Rp0.2≥340min/MPa、A5≥18min/%、Z≥45min/%、AKV≥25min/J、HB160~200。采用本发明能量消耗少,

锻钢活塞余热淬火裂纹机理分析.docx
锻钢活塞余热淬火裂纹机理分析锻钢活塞余热淬火裂纹机理分析摘要:锻钢活塞在制造过程中通常需要进行淬火处理以提高其硬度和耐磨性。然而,淬火过程中生成的残余热量可能导致活塞开裂的现象,严重影响其质量和性能。因此,对锻钢活塞余热淬火裂纹的机理进行深入分析十分必要。本文通过文献综述和实验分析,探讨了锻钢活塞余热淬火裂纹的形成原因、影响因素以及预防措施。同时,对其机理进行了详细解读,为活塞的制造提供了重要参考。关键词:锻钢活塞、余热淬火、裂纹、机理分析一、引言活塞作为内燃机中的关键部件之一,其质量和性能对发动机的工作

一种利用锻件锻后余热进行正火热处理的方法.pdf
本发明所述的一种利用锻件锻后余热进行正火热处理的方法,首先通过控制锻件在锻造过程中最后一火的锻造变形量和终止锻造的温度,使锻件的终止锻造的温度高于该钢种材料的终锻温度20-30°C,然后在空气中快冷至650°C-700℃,再送入热处理炉均温至锻件内外温度相同,然后加热至该钢种材料的Ac3或Acm以上60~50℃或更高温度,保温达到完全奥氏体化后,出炉后按一定冷却速度冷却至室温。本方法适用于低碳钢、中碳碳素结构钢和各种低合金结构钢所制锻件,既保证了锻件金相组织和机械性能,又节约了大量加热锻件所消耗的能源,而