
一种钢轨打磨超硬砂轮及其成型工艺.pdf

努力****妙风


1/7
2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢轨打磨超硬砂轮及其成型工艺.pdf
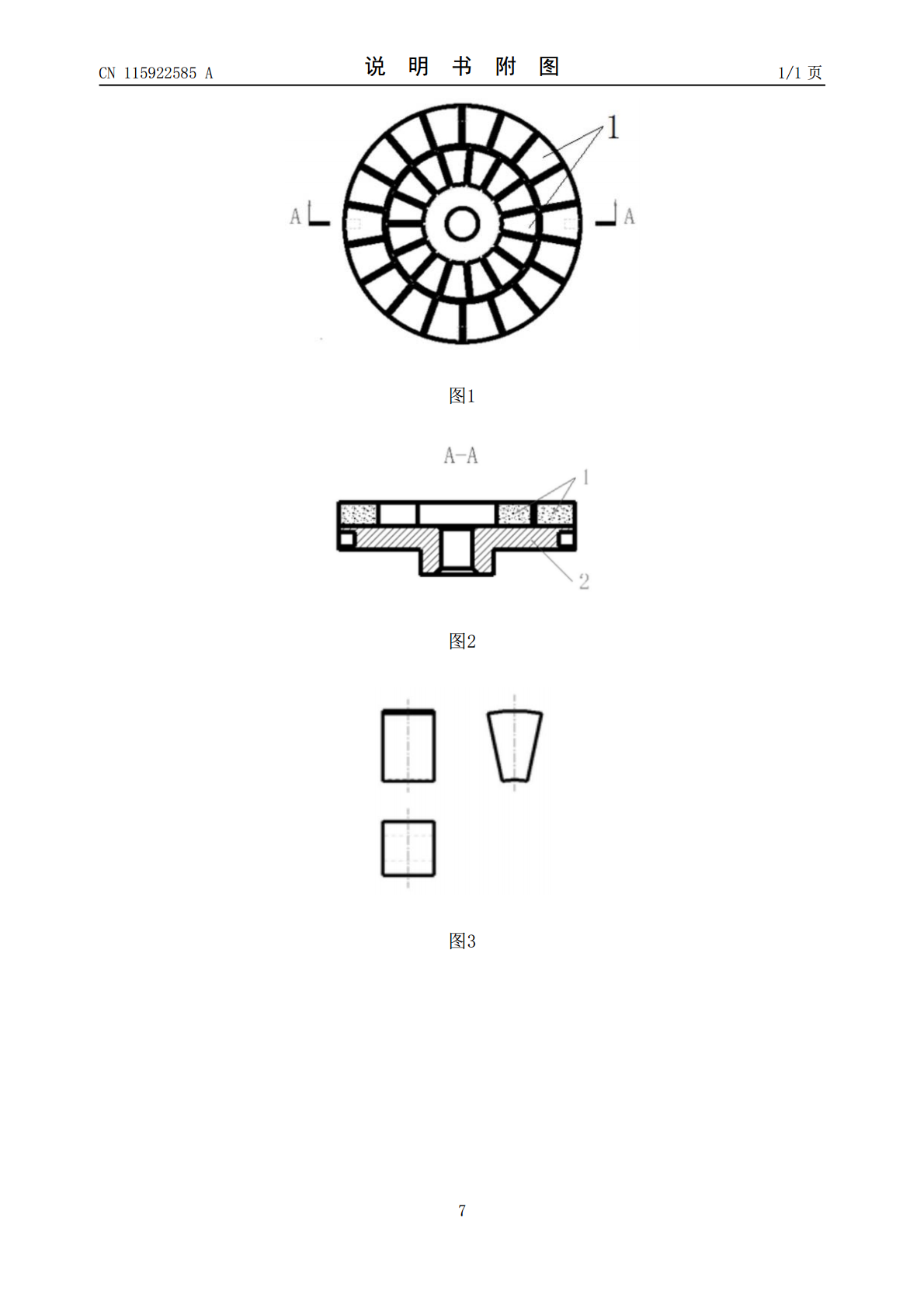
本发明公开了一种钢轨打磨超硬砂轮及其成型工艺,砂轮包括钢基体和焊接在钢基体上的磨削层,所述磨削层由均布在内圈和外圈的若干扇形块相互之间焊接而成。内圈扇形块的个数少于外圈扇形块的个数。内圈扇形块的表面积小于外圈扇形块的表面积。内圈扇形块相互之间的焊缝与外圈扇形块相互之间的焊缝错开不在一条直线上。本发明采用冷压压制,利用工装烧结、焊接成型,替代热压烧结一体成型工艺生产砂轮,减少模具的使用量,提升模具的使用寿命,提高砂轮生产效率。冷压压制对模具的损伤远小于热压压制对模具的损伤,提高了模具的寿命。同时利用烧结工装
一种新型高速磨削超硬钢轨打磨砂轮及其制备方法.pdf
本发明公开了一种新型高速磨削超硬钢轨打磨砂轮及其制备方法,砂轮配方按重量百分比如下:金属结合剂(30‑70)%、40/45金刚石浓度25%‑200%、石墨颗粒(3‑17)%、空心球(3‑15)%、润湿剂(5‑8)%与现有技术相比,本发明的积极效果是:本发明提供了一种使用寿命长、不烧轨、性价比高、安全环保的新型高速磨削超硬钢轨打磨砂轮。本发明的高速磨削钢轨打磨砂轮与传统重负荷砂轮对比,其打磨后工件表面无发蓝现象、工件表面粗糙度较低、打磨效率提升了约10%、磨耗比最高可提升11.61倍。
一种超硬材料砂轮及其制备方法、超硬材料砂轮压制成型模具.pdf
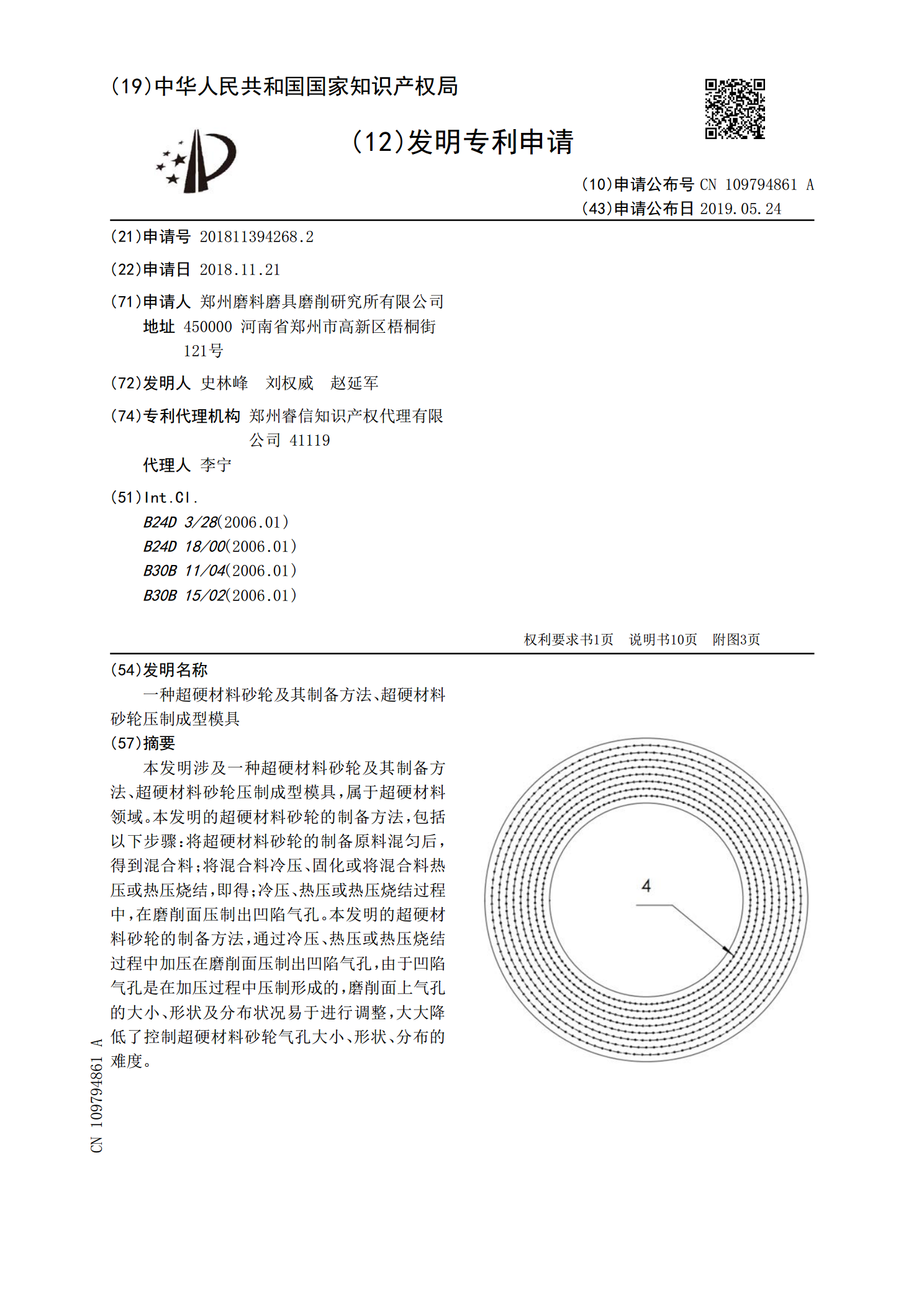
本发明涉及一种超硬材料砂轮及其制备方法、超硬材料砂轮压制成型模具,属于超硬材料领域。本发明的超硬材料砂轮的制备方法,包括以下步骤:将超硬材料砂轮的制备原料混匀后,得到混合料;将混合料冷压、固化或将混合料热压或热压烧结,即得;冷压、热压或热压烧结过程中,在磨削面压制出凹陷气孔。本发明的超硬材料砂轮的制备方法,通过冷压、热压或热压烧结过程中加压在磨削面压制出凹陷气孔,由于凹陷气孔是在加压过程中压制形成的,磨削面上气孔的大小、形状及分布状况易于进行调整,大大降低了控制超硬材料砂轮气孔大小、形状、分布的难度。
超硬砂轮成型模具及其模环.pdf
本发明涉及一种超硬砂轮成型模具及其模环。模环包括管套状的模环本体,模环本体具有用于固定或一体设置在模座内的下端和用于从模座上方露出的上端,模环本体的上端外周上设有环形或沿周向间隔分布的台阶,台阶具有朝下的取放台阶面。在需要对模具的模环内壁进行修整时,工作人员可抠住台阶的取放台阶面,进行模环的取放,相比现有技术中工作人员需抓住模环的光滑壁面进行取放的方式,本发明中模环的取放更加的方便,并且在提起模环的情况下,受台阶的凹凸结构影响,工作人员能够方便的在取放台阶面上进行发力,从而避免了模环从工作人员手中掉落的问
一种钢轨打磨用砂轮及其制备方法.pdf
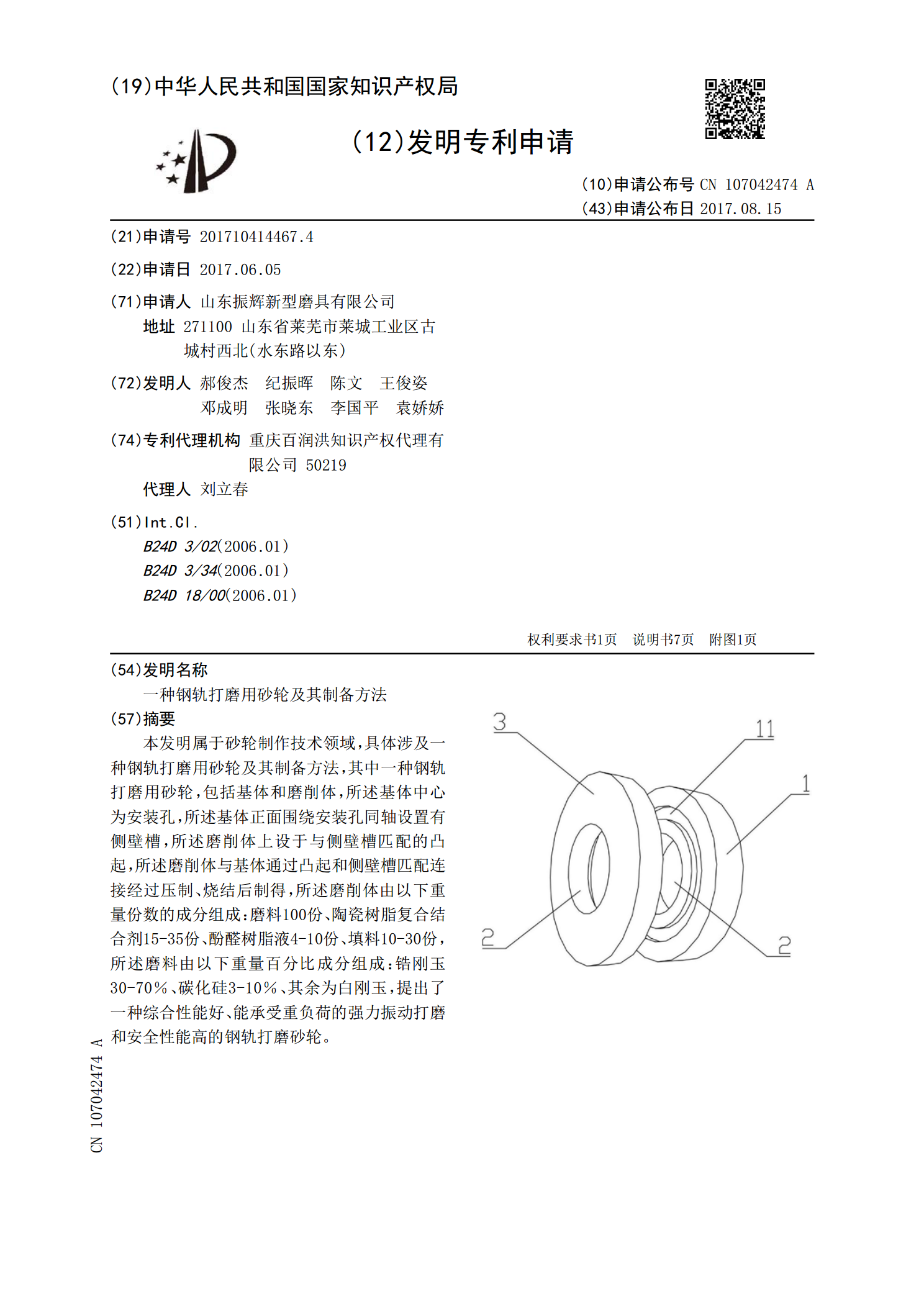
本发明属于砂轮制作技术领域,具体涉及一种钢轨打磨用砂轮及其制备方法,其中一种钢轨打磨用砂轮,包括基体和磨削体,所述基体中心为安装孔,所述基体正面围绕安装孔同轴设置有侧壁槽,所述磨削体上设于与侧壁槽匹配的凸起,所述磨削体与基体通过凸起和侧壁槽匹配连接经过压制、烧结后制得,所述磨削体由以下重量份数的成分组成:磨料100份、陶瓷树脂复合结合剂15‑35份、酚醛树脂液4‑10份、填料10‑30份,所述磨料由以下重量百分比成分组成:锆刚玉30‑70%、碳化硅3‑10%、其余为白刚玉,提出了一种综合性能好、能承受重负