
GB9451-88钢件薄表面总硬化层深度或有效硬化层深度.pdf

飞飙****ng


1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
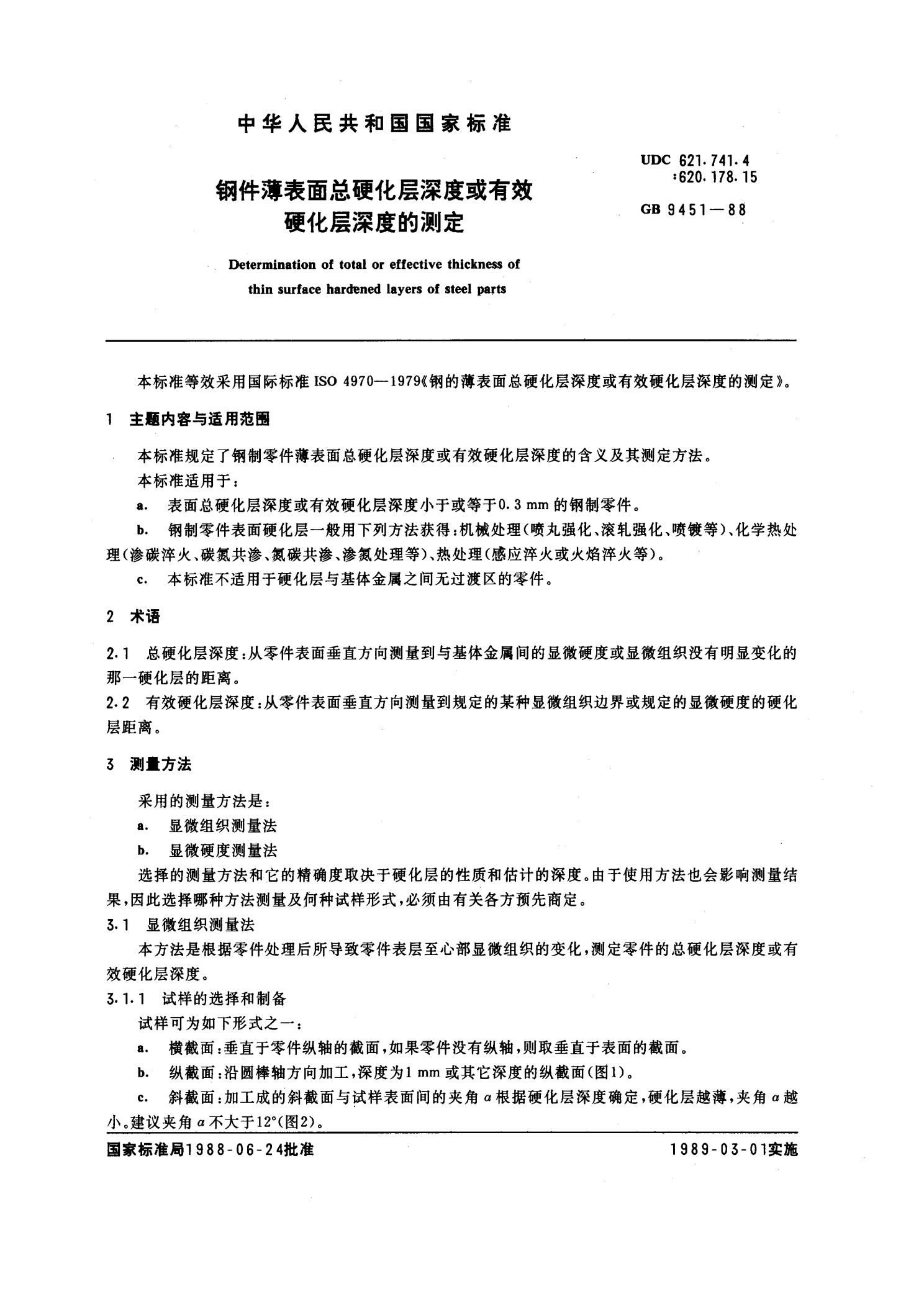
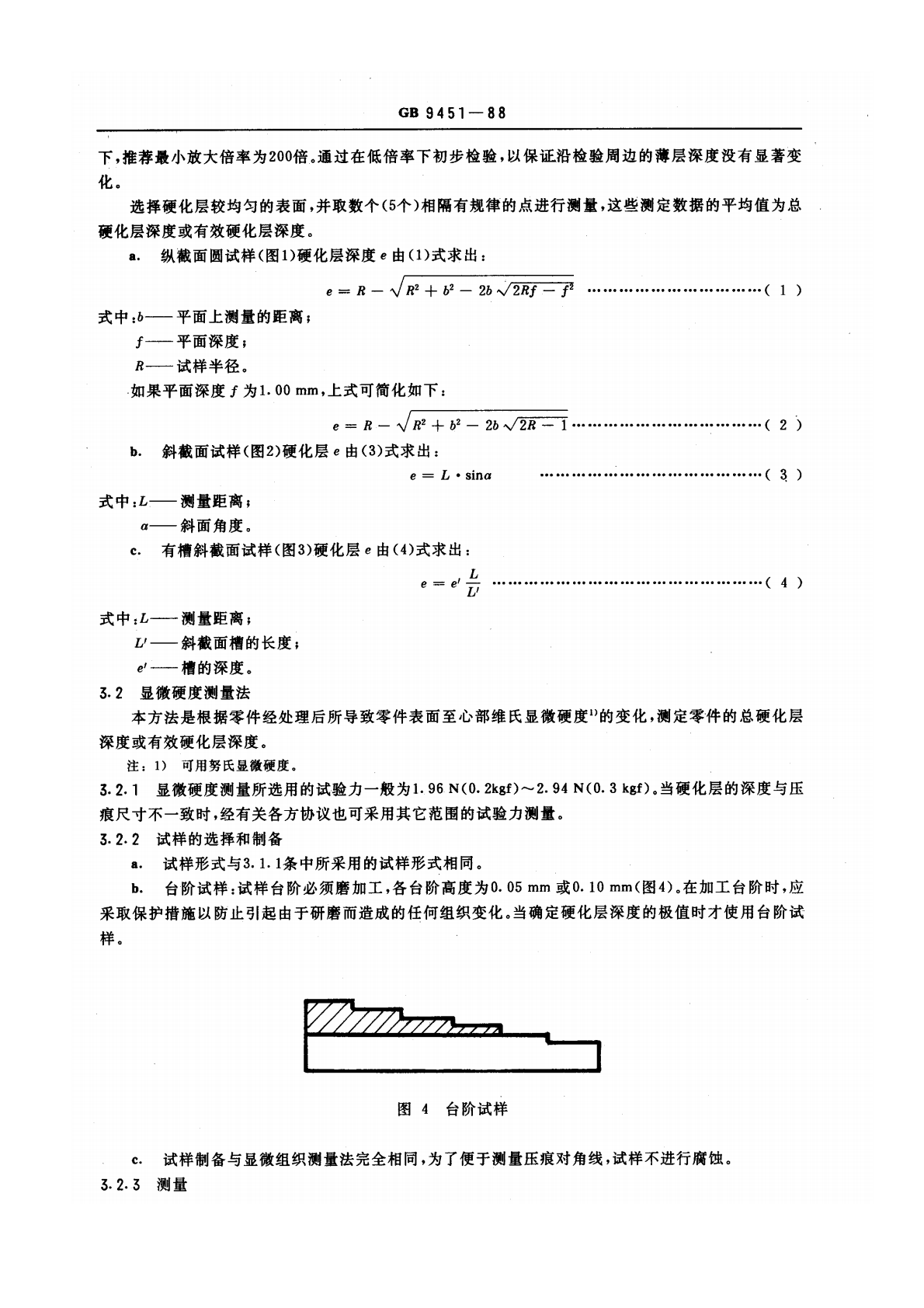
GB9451-88钢件薄表面总硬化层深度或有效硬化层深度.pdf
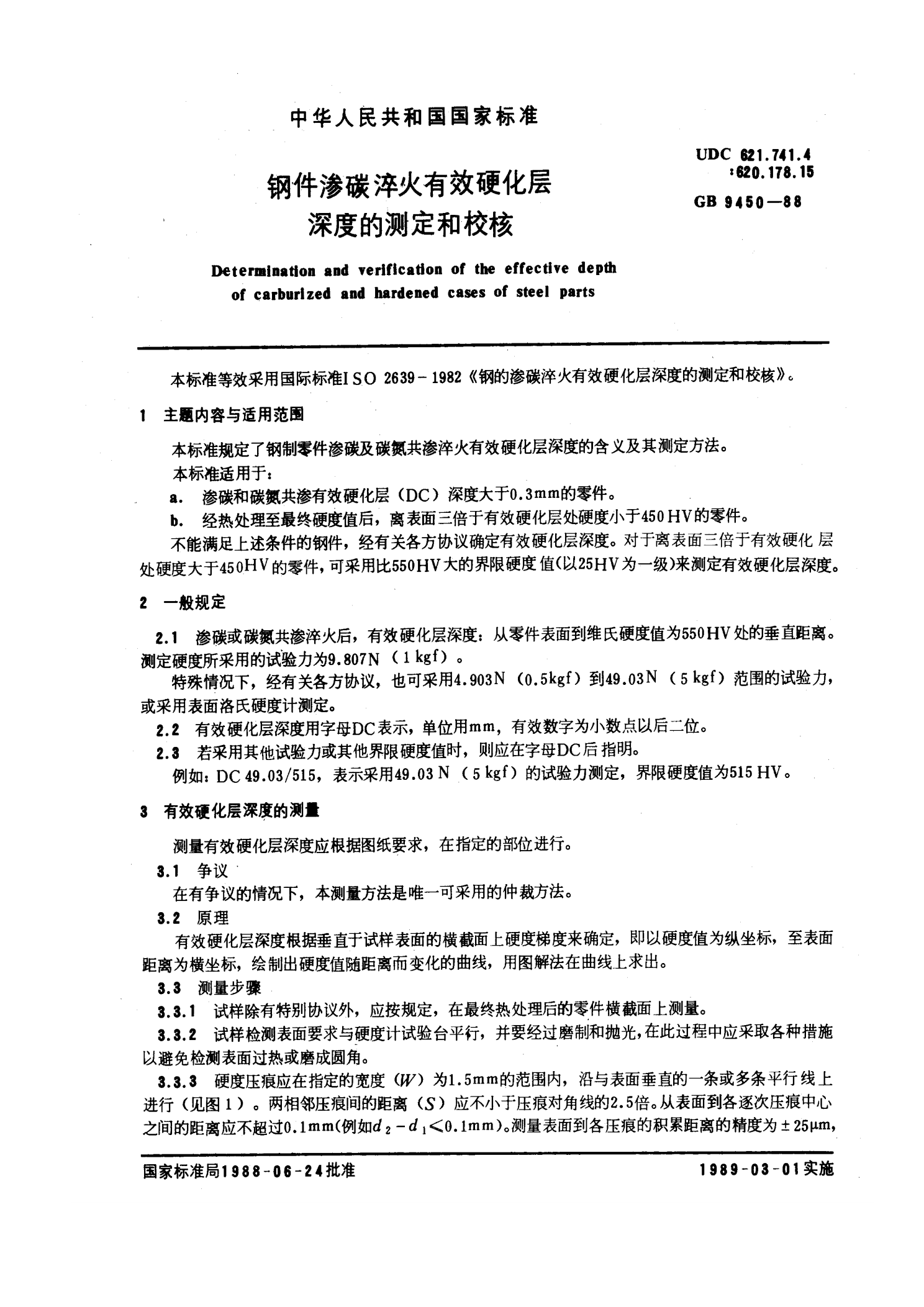
GB9450-88钢件渗碳淬火有效硬化层深度的测定和校核.pdf
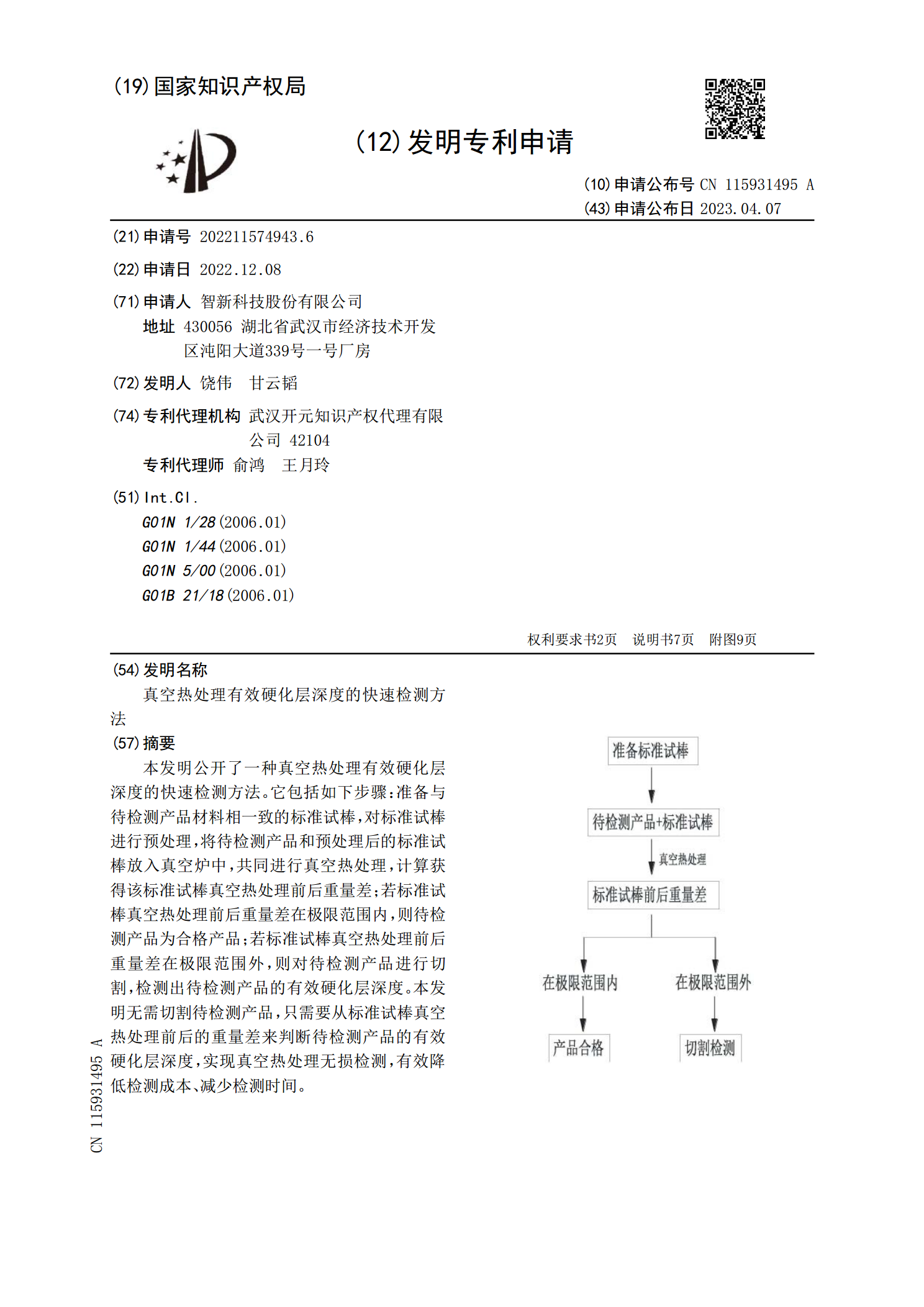
真空热处理有效硬化层深度的快速检测方法.pdf
本发明公开了一种真空热处理有效硬化层深度的快速检测方法。它包括如下步骤:准备与待检测产品材料相一致的标准试棒,对标准试棒进行预处理,将待检测产品和预处理后的标准试棒放入真空炉中,共同进行真空热处理,计算获得该标准试棒真空热处理前后重量差;若标准试棒真空热处理前后重量差在极限范围内,则待检测产品为合格产品;若标准试棒真空热处理前后重量差在极限范围外,则对待检测产品进行切割,检测出待检测产品的有效硬化层深度。本发明无需切割待检测产品,只需要从标准试棒真空热处理前后的重量差来判断待检测产品的有效硬化层深度,实现

表面为曲面的金属表面硬化层深度的测量方法.pdf
本发明公开了一种表面为曲面的金属表面硬化层深度的测量方法,其特征在于:采用光热辐射测量法进行测量,分别获得样品在硬化前和硬化后的样品表面温度场的振幅和相位相对于调制光的频率变化的测量值;然后进行自归一化处理,得到对应于频率值的归一化的振幅和相位的值;再利用平面理论采用正向数值拟合算法拟合获得热导率随深度变化的轮廓曲线;由热导率轮廓曲线分析得出硬化深度。本发明通过热物理性质深度轮廓的重建得到金属样品表面硬化层的深度,方便地实现了对表面为曲面的金属样品的表面硬化层厚度的无损测量。
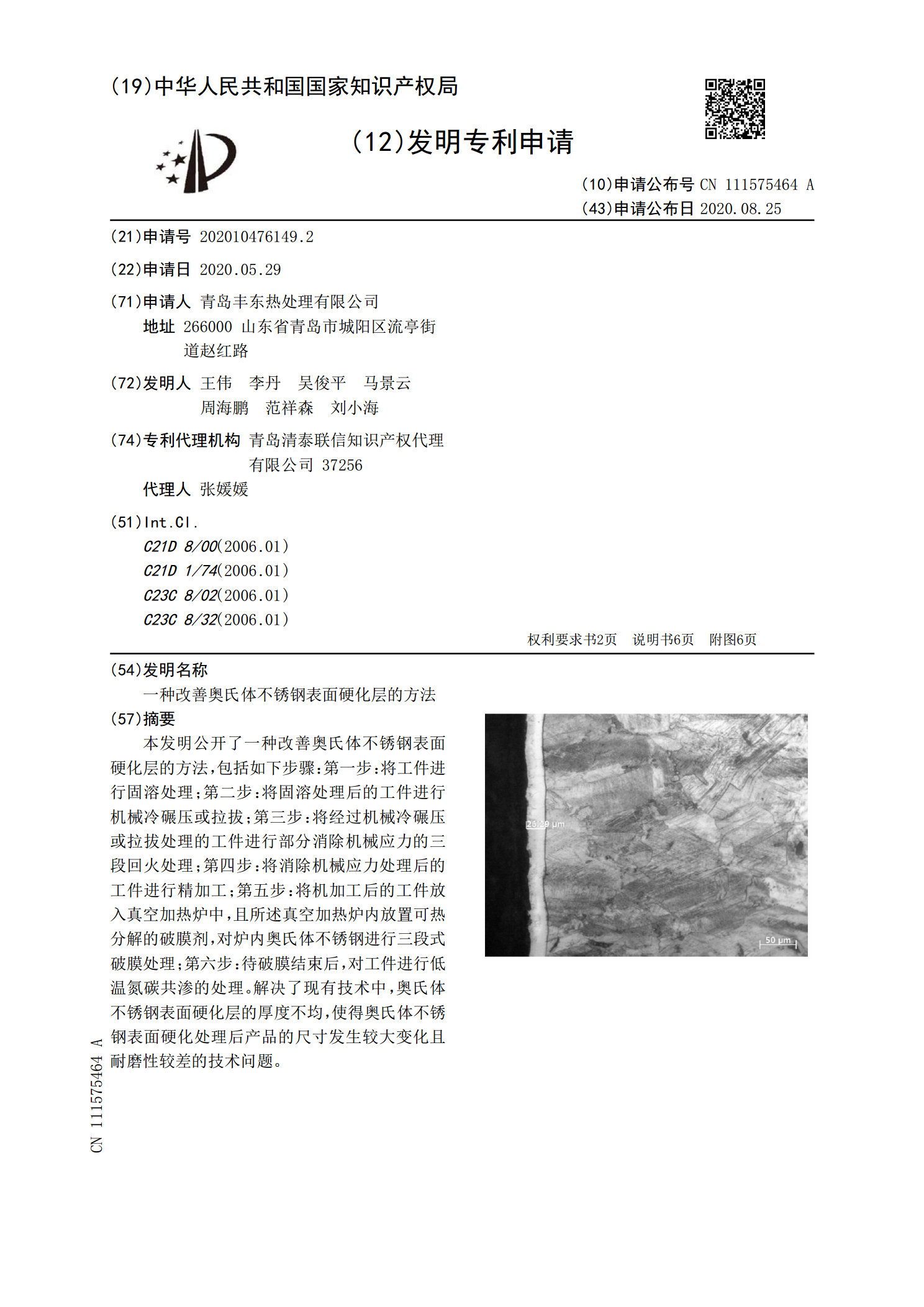
一种改善奥氏体不锈钢表面硬化层的方法.pdf
本发明公开了一种改善奥氏体不锈钢表面硬化层的方法,包括如下步骤:第一步:将工件进行固溶处理;第二步:将固溶处理后的工件进行机械冷碾压或拉拔;第三步:将经过机械冷碾压或拉拔处理的工件进行部分消除机械应力的三段回火处理;第四步:将消除机械应力处理后的工件进行精加工;第五步:将机加工后的工件放入真空加热炉中,且所述真空加热炉内放置可热分解的破膜剂,对炉内奥氏体不锈钢进行三段式破膜处理;第六步:待破膜结束后,对工件进行低温氮碳共渗的处理。解决了现有技术中,奥氏体不锈钢表面硬化层的厚度不均,使得奥氏体不锈钢表面硬化