
一种特高强度85级帘线钢盘条及其生产方法.pdf

是向****23


1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
特高强度钢帘线、特高强度钢帘线用盘条及其生产方法.pdf
本发明揭示了一种特高强度钢帘线、特高强度钢帘线用盘条及其生产方法。所述特高强度钢帘线用盘条的化学成分以质量百分比计包括:C0.90~0.94%、Si0.17~0.23%、Mn0.35~0.48%、Cr0.17~0.23%、Ti≤0.001%、Al≤0.0018%、Sn≤0.005%、As≤0.005%、S≤0.005%、O≤0.0025%、N≤0.0020%、其余为Fe和其它不可避免的杂质;其中,Mn与Si的含量满足:Mn/Si=1.8~2.2;该盘条的直径为5.0~5.5mm,抗拉强度为1250~
一种特高强度85级帘线钢盘条及其生产方法.pdf
本发明提供了一种特高强度85级帘线钢盘条及其生产方法,所述盘条化学成分按质量百分计包括:C:0.85~0.90%、Mn:0.40~0.60%、Si:0.15~0.30%、P:≤0.012%、S:≤0.012%、Cr:≤0.10%、Ni≤0.05%、Cu≤0.05%、Al≤0.0030%、Mo≤0.030%、Ti≤0.0020%、O≤0.0020%,[N]≤0.0045%,余量为Fe及不可避免杂质。生产方法包括:KR铁水预处理→BOF转炉冶炼→LF精炼→小方坯连铸→钢坯加热→控轧→控冷→检验包装。本发明采用
102级钢帘线、102级帘线钢盘条及其生产方法.pdf
本发明揭示了一种102级钢帘线、102级帘线钢盘条及其生产方法。所述生产方法包括:冶钢阶段,冶炼夹杂物尺寸≤15μm的钢液;铸坯阶段,连铸坯的中心碳偏析值≤1.05,偏析区域的C≤1.09%;开坯阶段;轧制阶段,轧制成的盘条的化学成分以质量百分比计包括:C1.00~1.04%、Si0.2~0.3%、Mn0.3~0.4%、Cr0.3~0.4%,Al≤0.0020%、Ti≤0.0006%、S≤0.003%、P≤0.008%、Cu≤0.03%、Ni≤0.02%、O≤0.0015%、N≤0.0030%,其
一种易拉拔帘线钢盘条及生产方法.pdf
本发明公开了一种易拉拔帘线钢盘条及生产方法,该帘线钢盘条的粗拉速度8‑10m/s,中拉速度18‑22m/s,湿拉速度18‑20m/s,断丝率≤1次/100t。通过严格控制入炉铁水质量、废钢质量,设置合理的钢水过热度、连铸冷却强度、重压下压下量、修磨工艺以及高线轧制冷却制度,使盘条网状渗碳体≤1.0级,索氏体化率≥95%,先共析铁素体<0.5%,强度波动范围≤15MPa,表面缺陷深度≤0.05mm,缺陷比≤0.8%。
钢帘线盘条脱碳检测方法.pdf
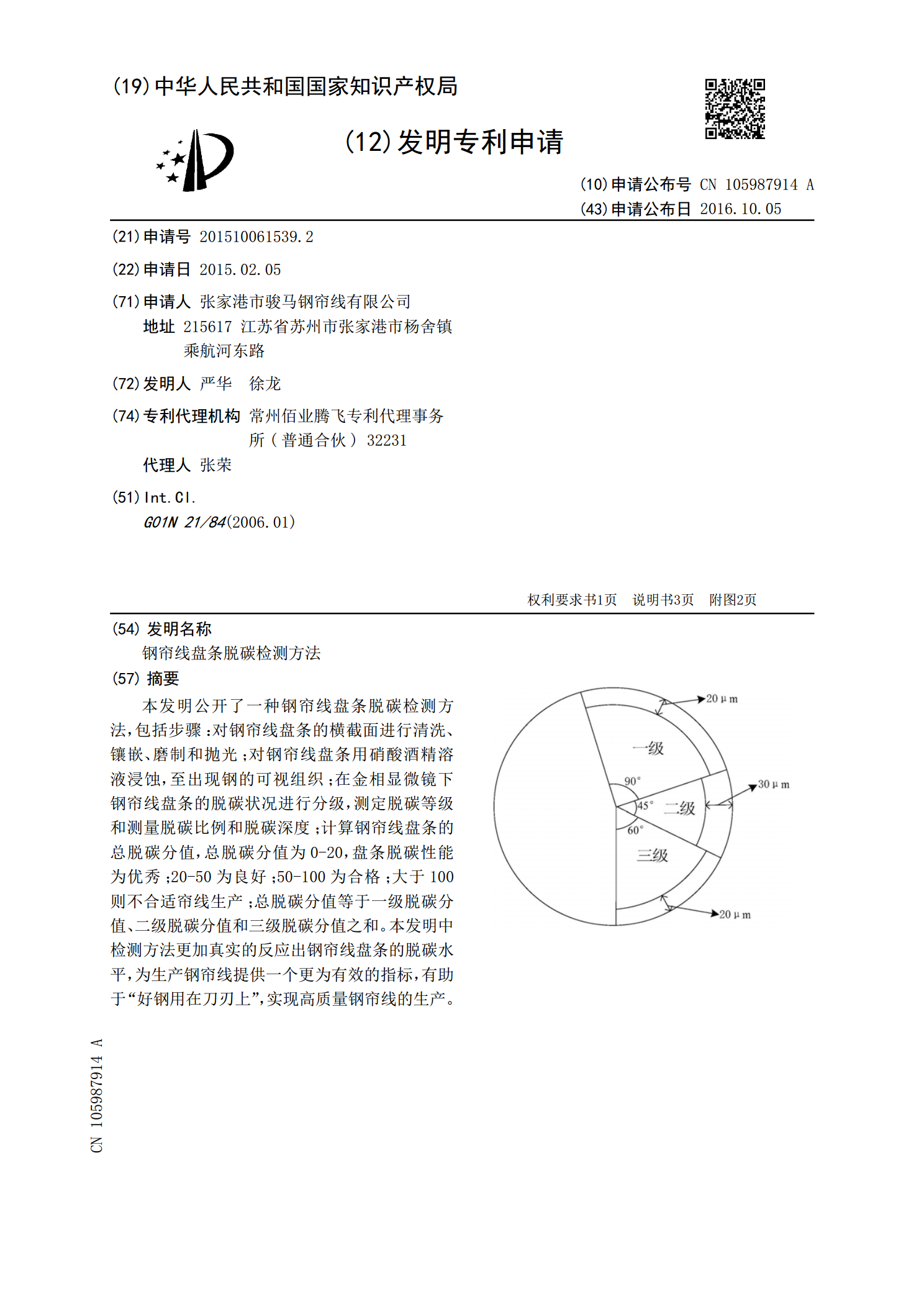
本发明公开了一种钢帘线盘条脱碳检测方法,包括步骤:对钢帘线盘条的横截面进行清洗、镶嵌、磨制和抛光;对钢帘线盘条用硝酸酒精溶液浸蚀,至出现钢的可视组织;在金相显微镜下钢帘线盘条的脱碳状况进行分级,测定脱碳等级和测量脱碳比例和脱碳深度;计算钢帘线盘条的总脱碳分值,总脱碳分值为0-20,盘条脱碳性能为优秀;20-50为良好;50-100为合格;大于100则不合适帘线生产;总脱碳分值等于一级脱碳分值、二级脱碳分值和三级脱碳分值之和。本发明中检测方法更加真实的反应出钢帘线盘条的脱碳水平,为生产钢帘线提供一个更为有效