
一种复合钻成型铣刀及其制造方法.pdf

努力****星驰


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种复合钻成型铣刀及其制造方法.pdf
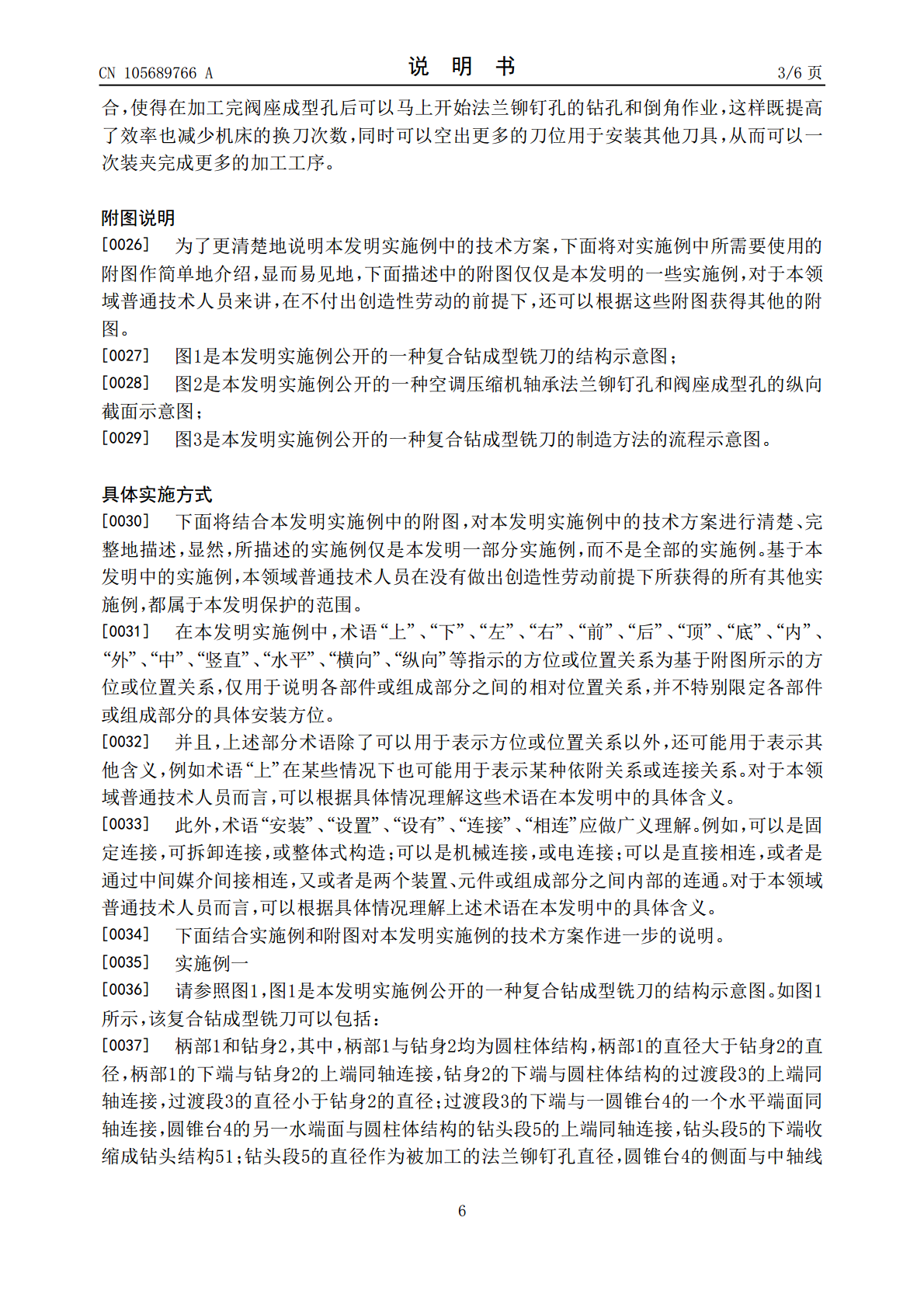
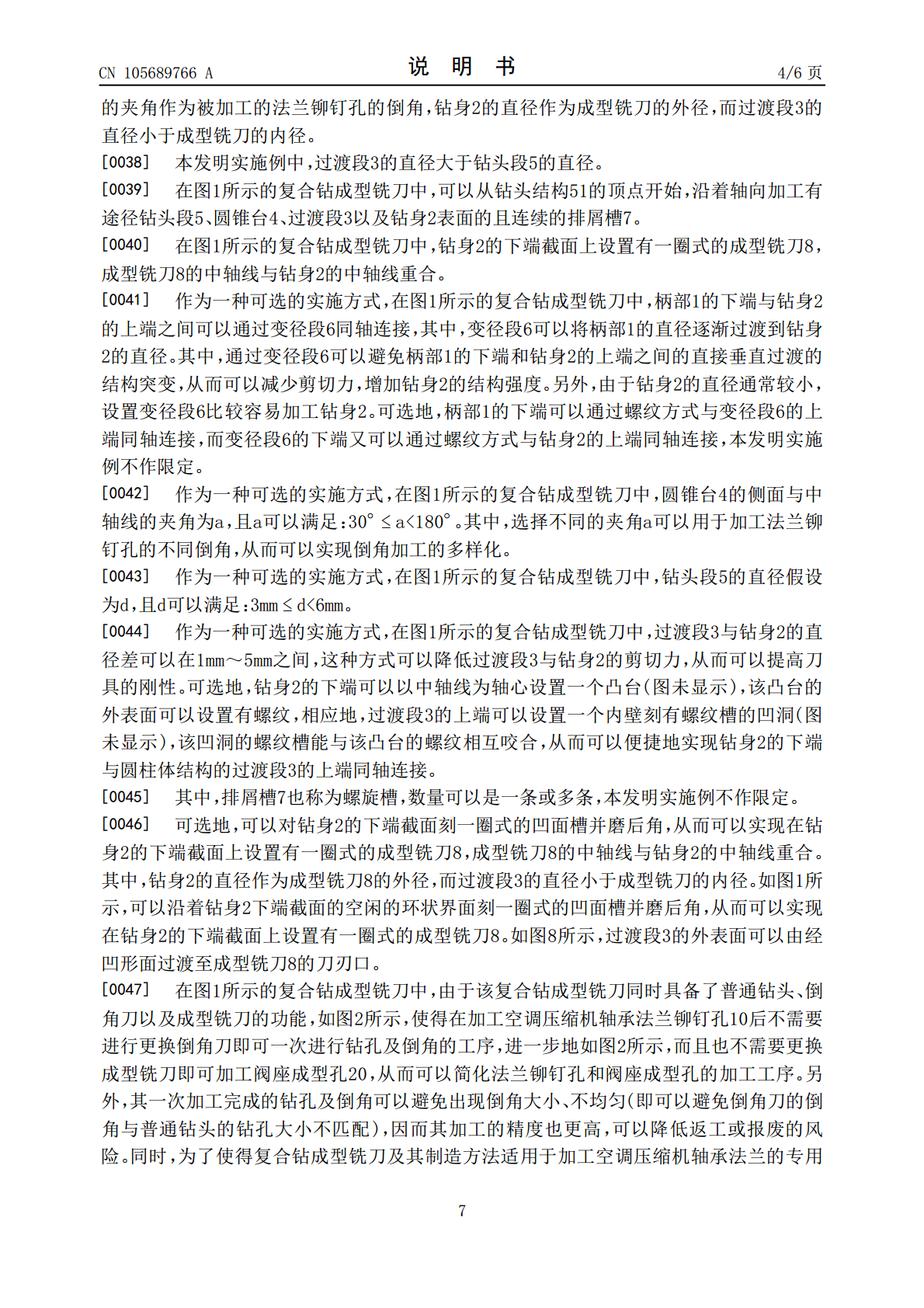
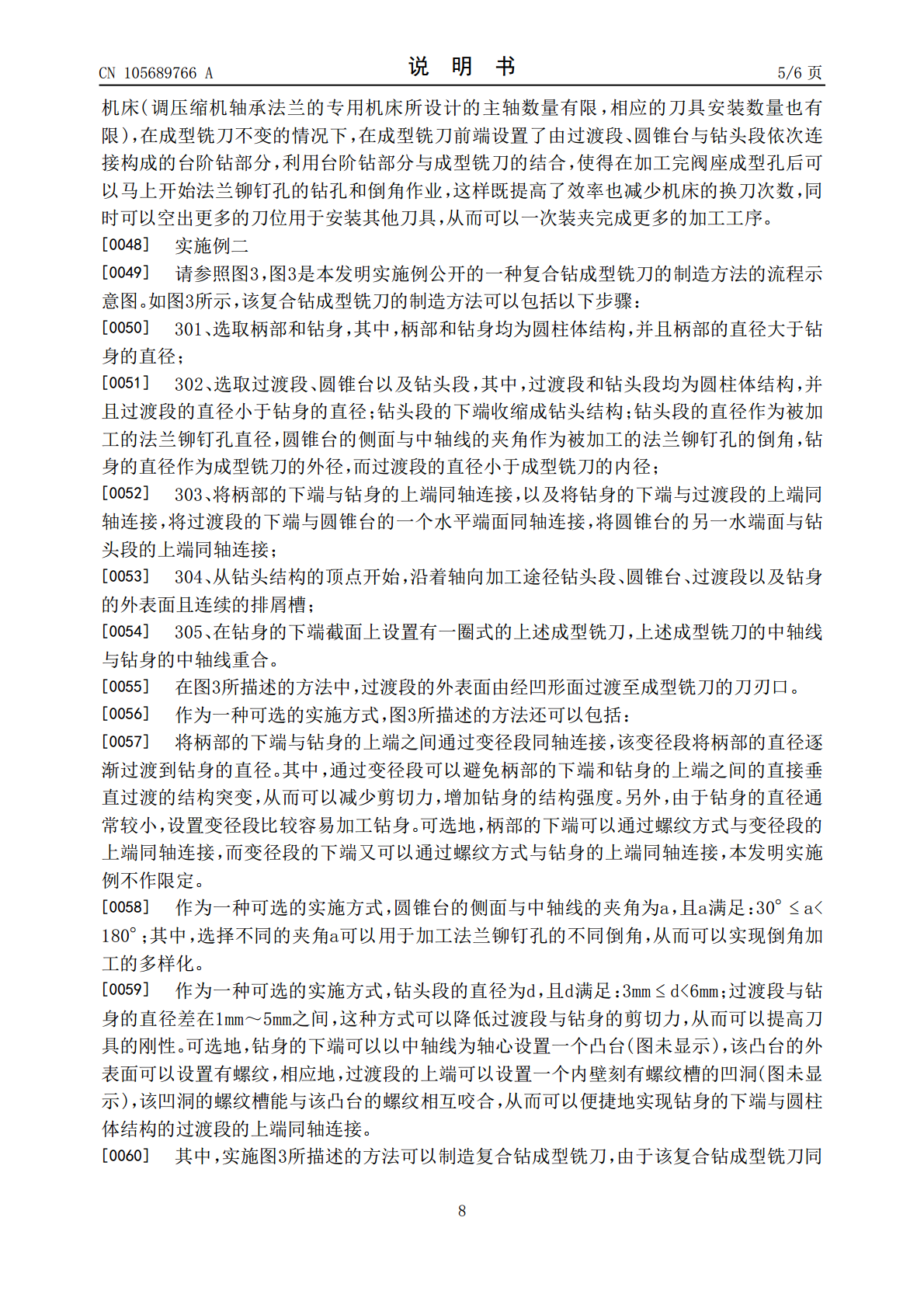
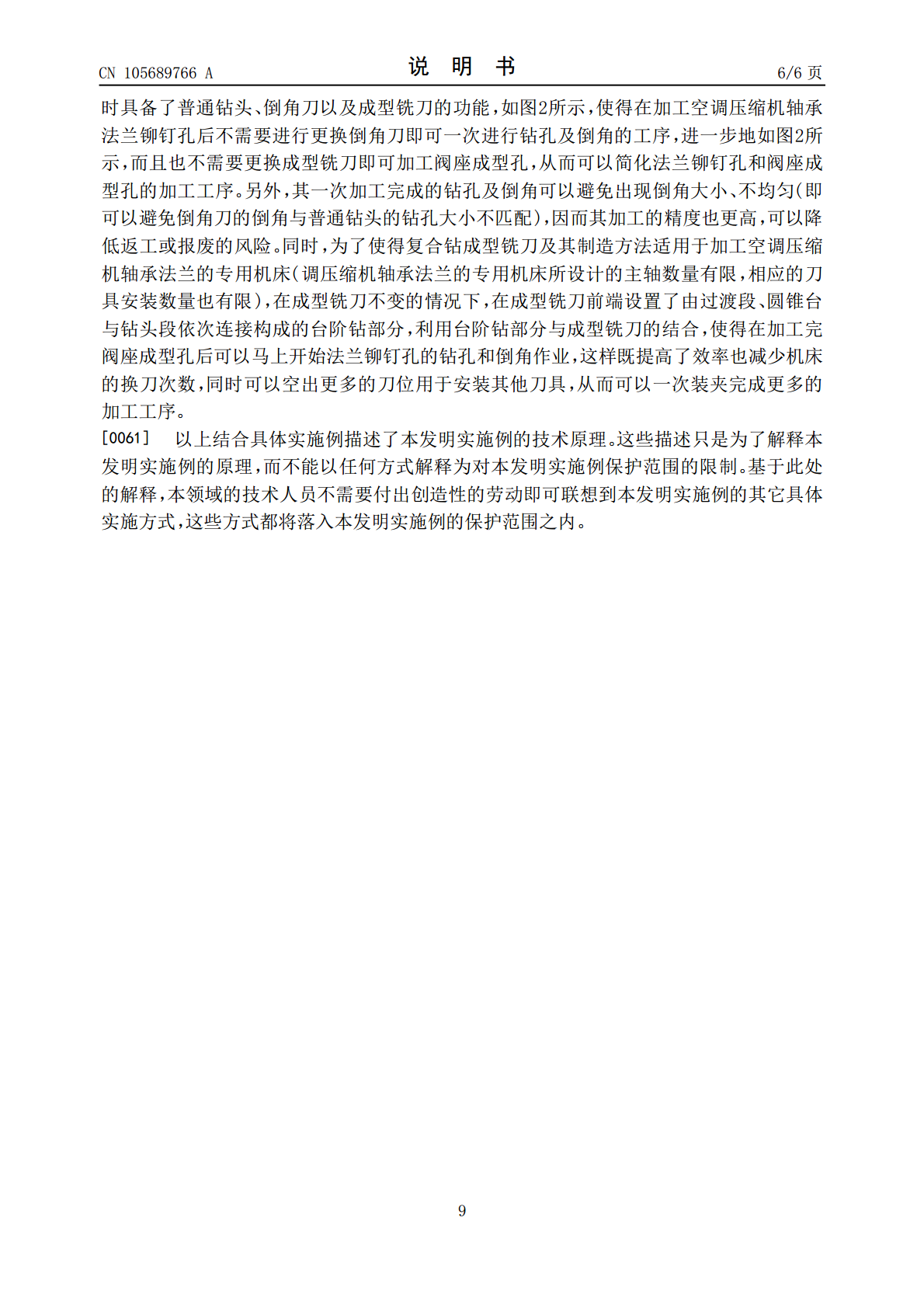
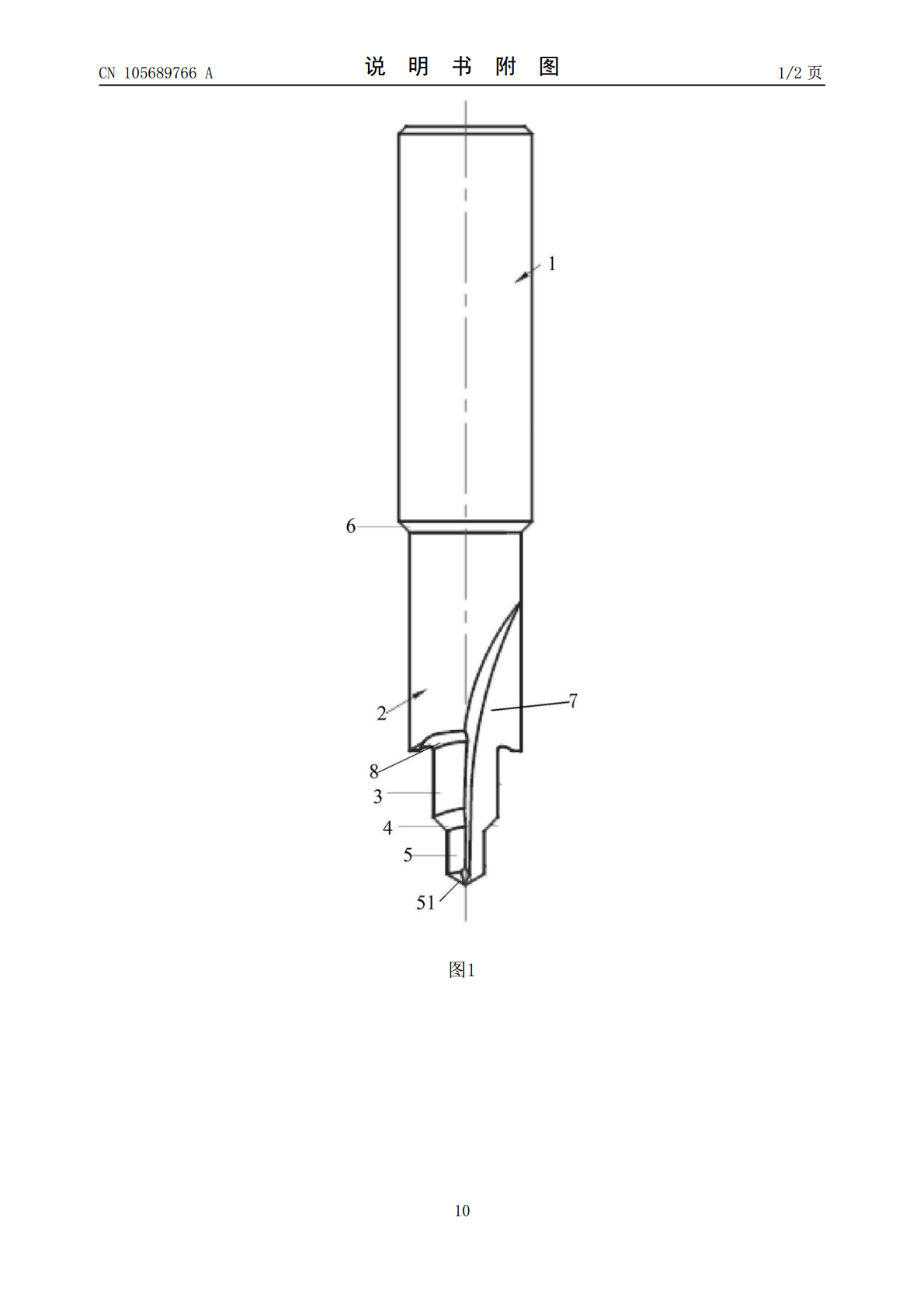
一种复合钻成型铣刀及其制造方法,包括均为圆柱体结构的柄部和钻身,柄部的直径大于钻身的直径,柄部、钻身及圆柱体结构的过渡段依次同轴连接,过渡段的直径小于钻身的直径;过渡段、圆锥台及圆柱体结构的钻头段依次同轴连接,钻头段的下端收缩成钻头结构;钻头段的直径作为被加工的法兰铆钉孔直径,圆锥台的侧面与中轴线的夹角作为被加工的法兰铆钉孔的倒角,钻身的直径作为成型铣刀的外径,而过渡段的直径小于成型铣刀的内径;从钻头结构的顶点开始沿轴向加工有途径钻头段、圆锥台、过渡段及钻身表面且连续的排屑槽;钻身下端截面上设有一圈式的上
一种成型铣刀及其制造方法.pdf
本发明的实施例公开一种成型铣刀及其制造方法,涉及机加工刀具制造领域,具有制造工艺简单,易于加工的特点。所述成型铣刀,包括:包括刀体的切削部分及设置于所述切削部分上的切削刃,所述切削刃的刃型由至少两个刀片的刀刃在轴向搭接形成。所述方法包括:加工预定刃型的刀片;加工预定轮廓的刀体;将所述刀片安装到所述刀体上搭接出至少一条与待加工零件轮廓一致的切削刃。本发明适用于机加工刀具制造及工件的加工制造中,特别适用于加工复杂轮廓的工件,如涡轮盘枞树形叶根及叶片的加工。
复合预成型体及其制造方法、复合容器及其制造方法、以及热收缩性塑料制部件.pdf
本发明提供复合预成型体及其制造方法、复合容器及其制造方法、以及热收缩性塑料制部件,复合预成型体(70)的制造方法具备:准备塑料材料制的预成型体(10a)的工序;准备在一端具有用于进行热压接的留白部(80a)、比预成型体(10a)长的管状的热收缩性塑料制部件(40a)的工序;将预成型体(10a)嵌入于塑料制部件(40a)的工序;对预成型体(10a)和塑料制部件(40a)进行加热,使塑料制部件(40a)发生热收缩的工序;以及对塑料制部件的留白部(80a)进行热压接的工序。
成型体、复合成型体和复合成型体的制造方法.pdf
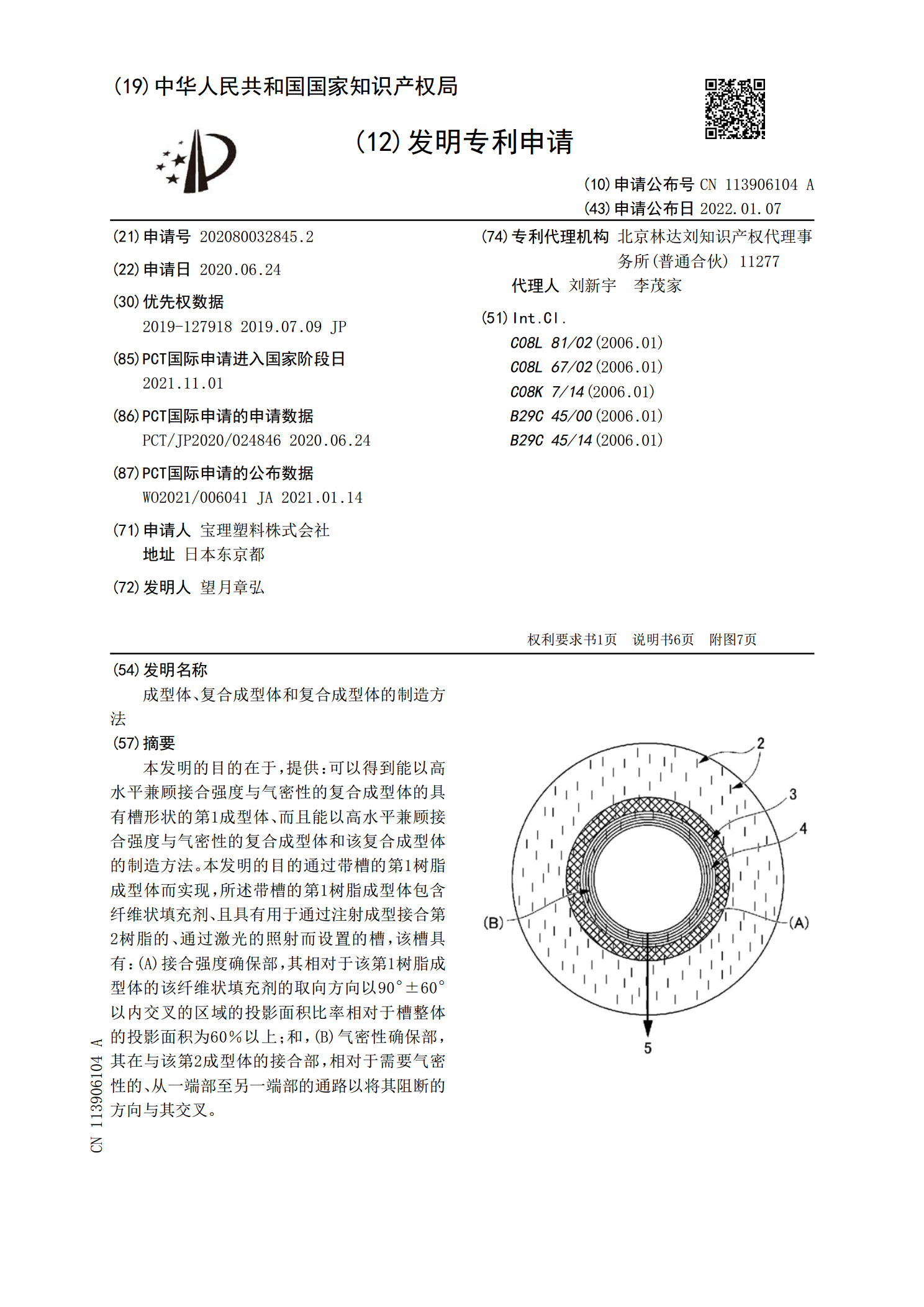
本发明的目的在于,提供:可以得到能以高水平兼顾接合强度与气密性的复合成型体的具有槽形状的第1成型体、而且能以高水平兼顾接合强度与气密性的复合成型体和该复合成型体的制造方法。本发明的目的通过带槽的第1树脂成型体而实现,所述带槽的第1树脂成型体包含纤维状填充剂、且具有用于通过注射成型接合第2树脂的、通过激光的照射而设置的槽,该槽具有:(A)接合强度确保部,其相对于该第1树脂成型体的该纤维状填充剂的取向方向以90°±60°以内交叉的区域的投影面积比率相对于槽整体的投影面积为60%以上;和,(B)气密性确保部,其

复合成型体的制造方法.pdf
本发明涉及一种复合成型体的制造方法,更具体而言,涉及包含以下阶段的复合成型体的制造方法,即,成型体的制造阶段,在此,所述成型体包含聚对苯二甲酸乙二醇酯、丙烯腈-丁二烯-苯乙烯及玻璃纤维或碳纤维;在所述成型体涂布反应性聚氨酯组成物或橡胶组成物的阶段。由于根据本发明的复合成型体代替轮毂的铸件使用,从而将轮子轻量化至最低,不仅材料费用低廉,而且能够大量生产,并与涂料组成物的粘结力良好,具有与铸铁、不锈钢或铝等的金属铸件相应的强度及耐久性的效果。