
复合预成型体及其制造方法、复合容器及其制造方法、以及热收缩性塑料制部件.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复合预成型体及其制造方法、复合容器及其制造方法、以及热收缩性塑料制部件.pdf
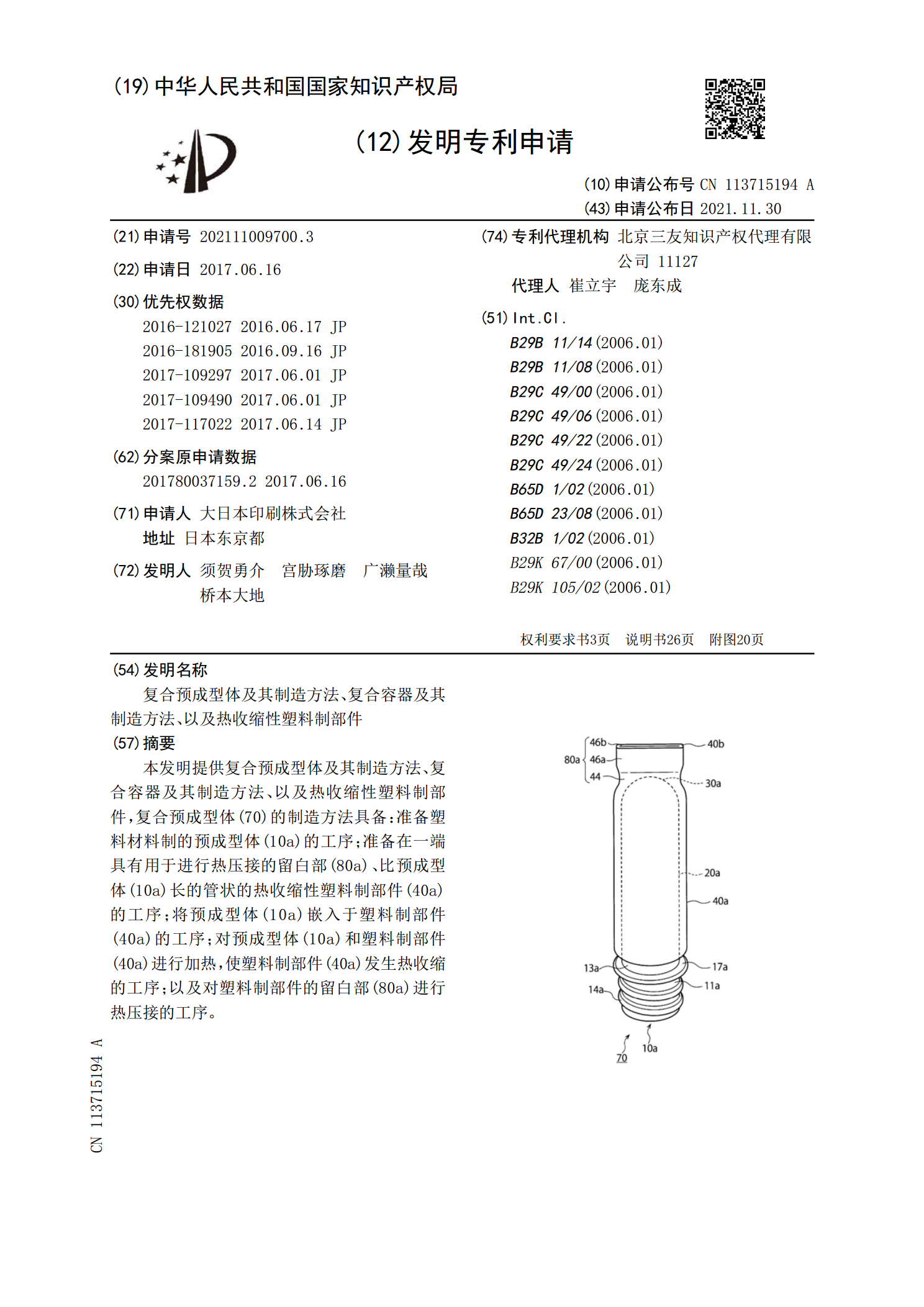
本发明提供复合预成型体及其制造方法、复合容器及其制造方法、以及热收缩性塑料制部件,复合预成型体(70)的制造方法具备:准备塑料材料制的预成型体(10a)的工序;准备在一端具有用于进行热压接的留白部(80a)、比预成型体(10a)长的管状的热收缩性塑料制部件(40a)的工序;将预成型体(10a)嵌入于塑料制部件(40a)的工序;对预成型体(10a)和塑料制部件(40a)进行加热,使塑料制部件(40a)发生热收缩的工序;以及对塑料制部件的留白部(80a)进行热压接的工序。

复合材料、复合材料用预成型体、以及复合材料的制造方法.pdf
复合材料(1)具备母材(11)和导热性纤维(12)。母材(11)包含有机聚合物、形成多孔结构。导热性纤维(12)在多孔结构的内部由母材(11)所固定。通过稳态热流法确定的导热性纤维(12)在纤维轴向上的常温下导热系数为10W/(m·K)以上。复合材料(1)的密度d[g/cm<base:Sup>3</base:Sup>]及复合材料(1)在特定方向上的导热系数λ[W/(m·K)]满足d≤1.1、λ>1、及4≤λ/d≤100的条件。
夹层式复合部件及其制造方法.pdf
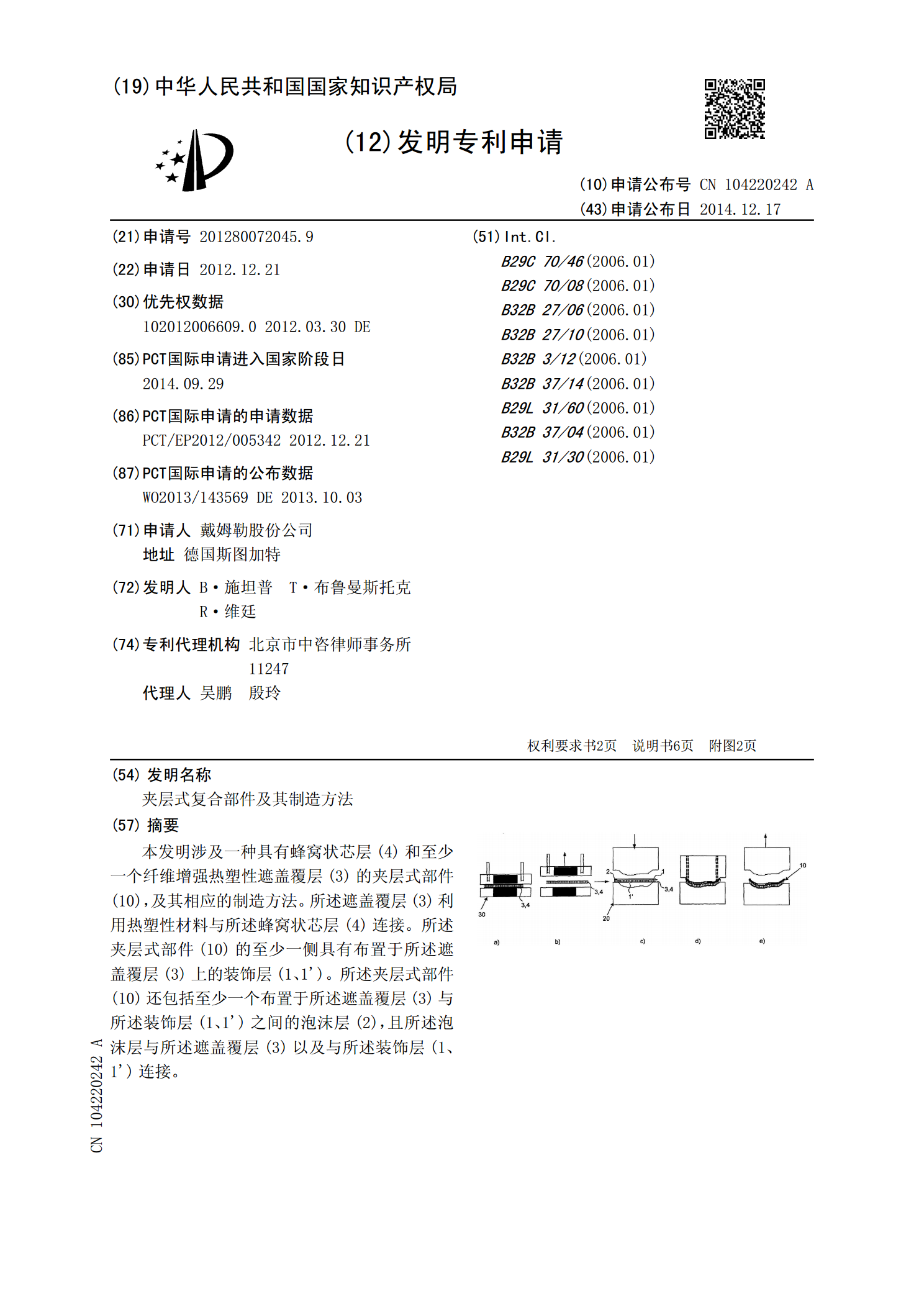
本发明涉及一种具有蜂窝状芯层(4)和至少一个纤维增强热塑性遮盖覆层(3)的夹层式部件(10),及其相应的制造方法。所述遮盖覆层(3)利用热塑性材料与所述蜂窝状芯层(4)连接。所述夹层式部件(10)的至少一侧具有布置于所述遮盖覆层(3)上的装饰层(1、1')。所述夹层式部件(10)还包括至少一个布置于所述遮盖覆层(3)与所述装饰层(1、1')之间的泡沫层(2),且所述泡沫层与所述遮盖覆层(3)以及与所述装饰层(1、1')连接。
热固性树脂组合物、预成型料、以及纤维增强塑料成型体及其制造方法.pdf
一种热固性树脂组合物、预成型料、以及纤维增强塑料成型体及其制造方法。本发明提供一种可以在较低温且短时间内开始固化、且固化物具有高耐热性的热固性树脂组合物(C),所述热固性树脂组合物(C)包含环氧树脂、环氧树脂固化剂、以及环氧树脂固化促进剂,其中,环氧树脂固化剂包含未被封入微胶囊的咪唑类固化剂1、以及已被封入微胶囊的固化剂2,环氧树脂固化促进剂包含脲衍生物。

导电性复合结构体及其制造方法.pdf
本发明提供一种耐弯曲性高、导电性膜与金属基材之间的结合力高的导电性复合结构体,其导电性膜包含MXene。本发明的导电性复合结构体是包含金属基材和设置于该金属基材的表面的导电性膜的导电性复合结构体,所述导电性膜包含层状材料,所述层状材料包含1个或多个层,所述层包含以式:M<base:Sub>m</base:Sub>X<base:Sub>n</base:Sub>(式中,M为至少1种的第3、4、5、6、7族金属,X为碳原子、氮原子或它们的组合,n为1以上且4以下,m大于n且为5以下)表示的层主体和存在于该层主体