
一种盘式铝合金汽车轮毂锻造模具结构及锻造方法.pdf

婀娜****aj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种盘式铝合金汽车轮毂锻造模具结构及锻造方法.pdf
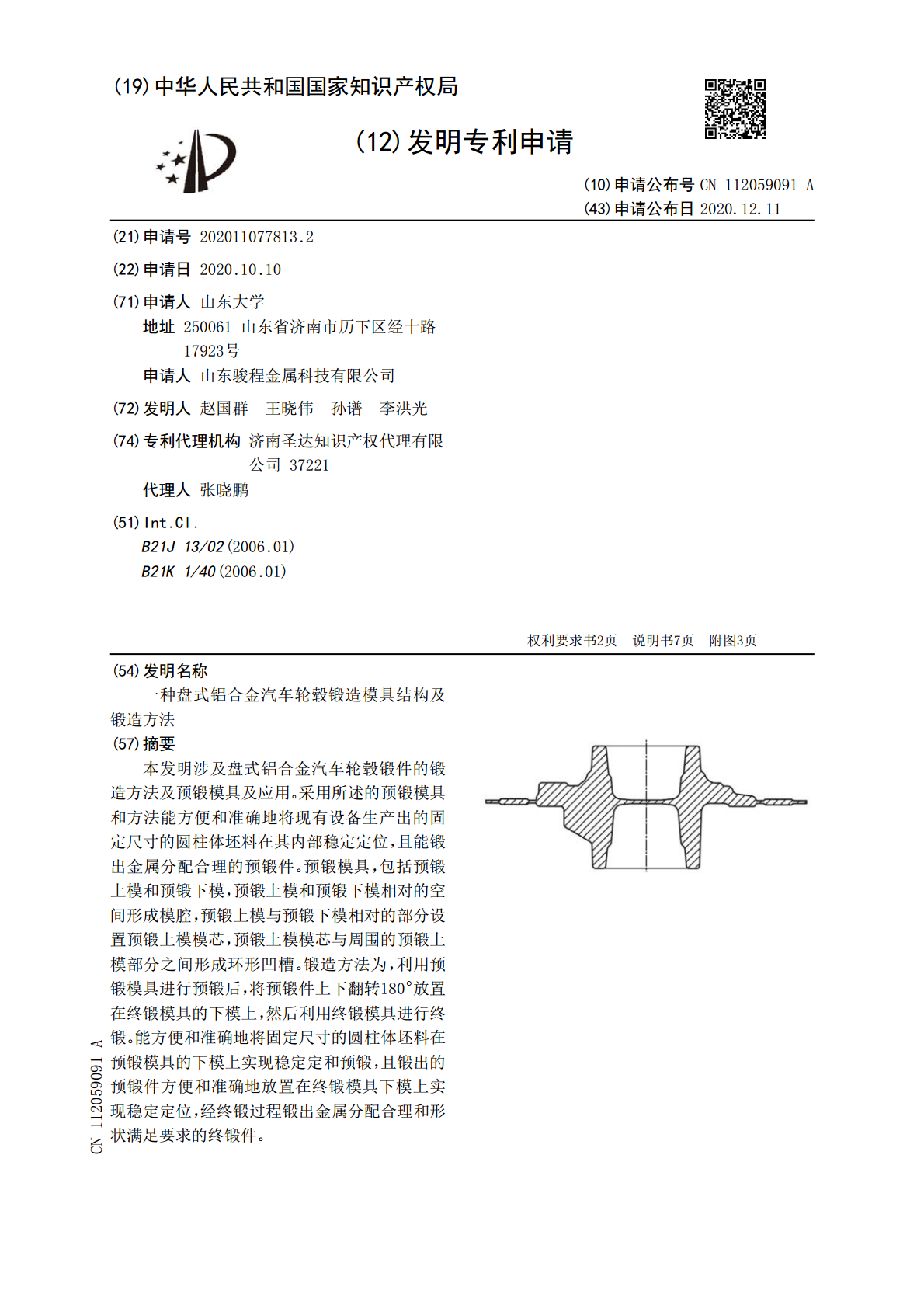
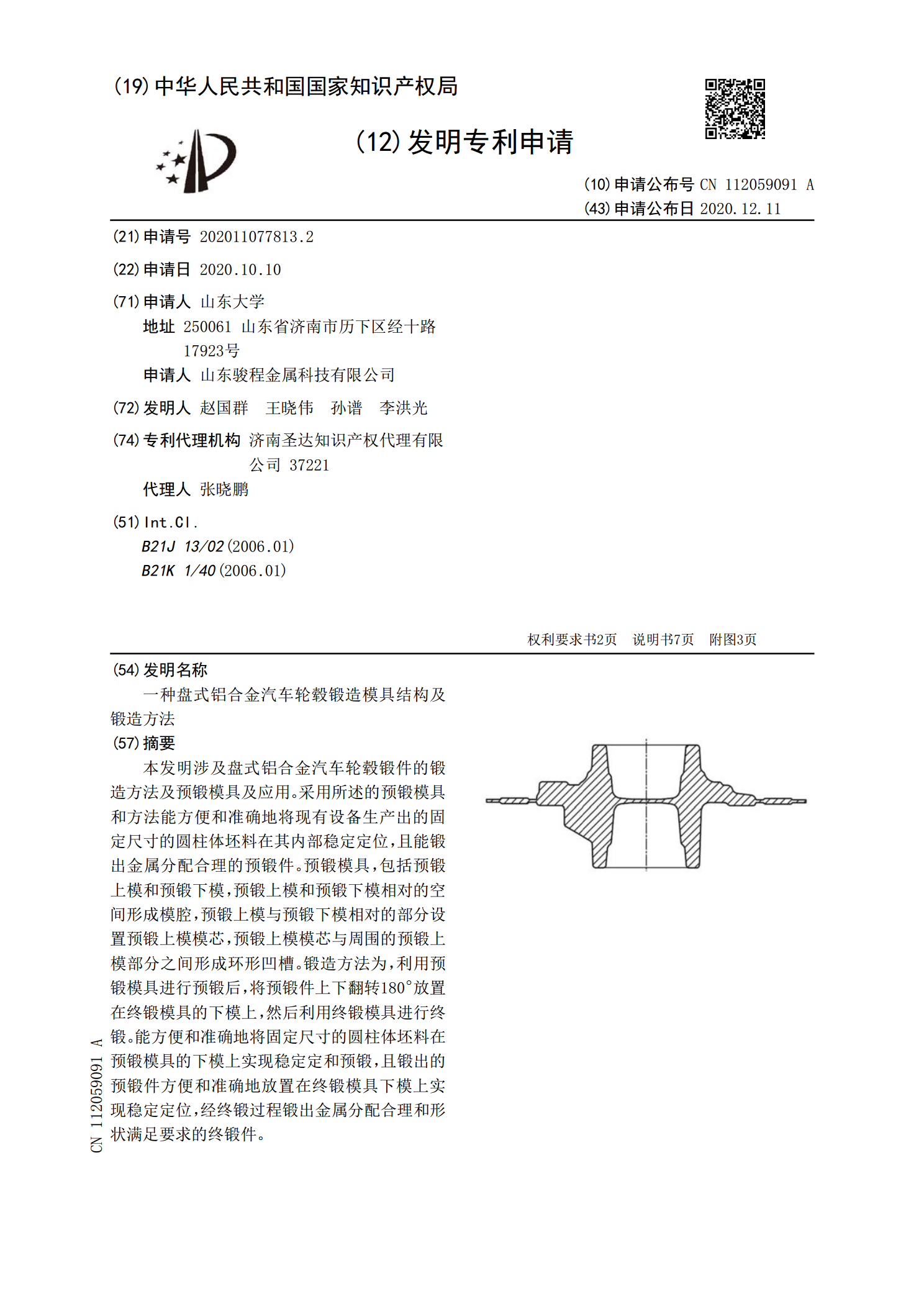
本发明涉及盘式铝合金汽车轮毂锻件的锻造方法及预锻模具及应用。采用所述的预锻模具和方法能方便和准确地将现有设备生产出的固定尺寸的圆柱体坯料在其内部稳定定位,且能锻出金属分配合理的预锻件。预锻模具,包括预锻上模和预锻下模,预锻上模和预锻下模相对的空间形成模腔,预锻上模与预锻下模相对的部分设置预锻上模模芯,预锻上模模芯与周围的预锻上模部分之间形成环形凹槽。锻造方法为,利用预锻模具进行预锻后,将预锻件上下翻转180°放置在终锻模具的下模上,然后利用终锻模具进行终锻。能方便和准确地将固定尺寸的圆柱体坯料在预锻模具的
一种铝合金轮毂的锻造模具及其锻造方法.pdf
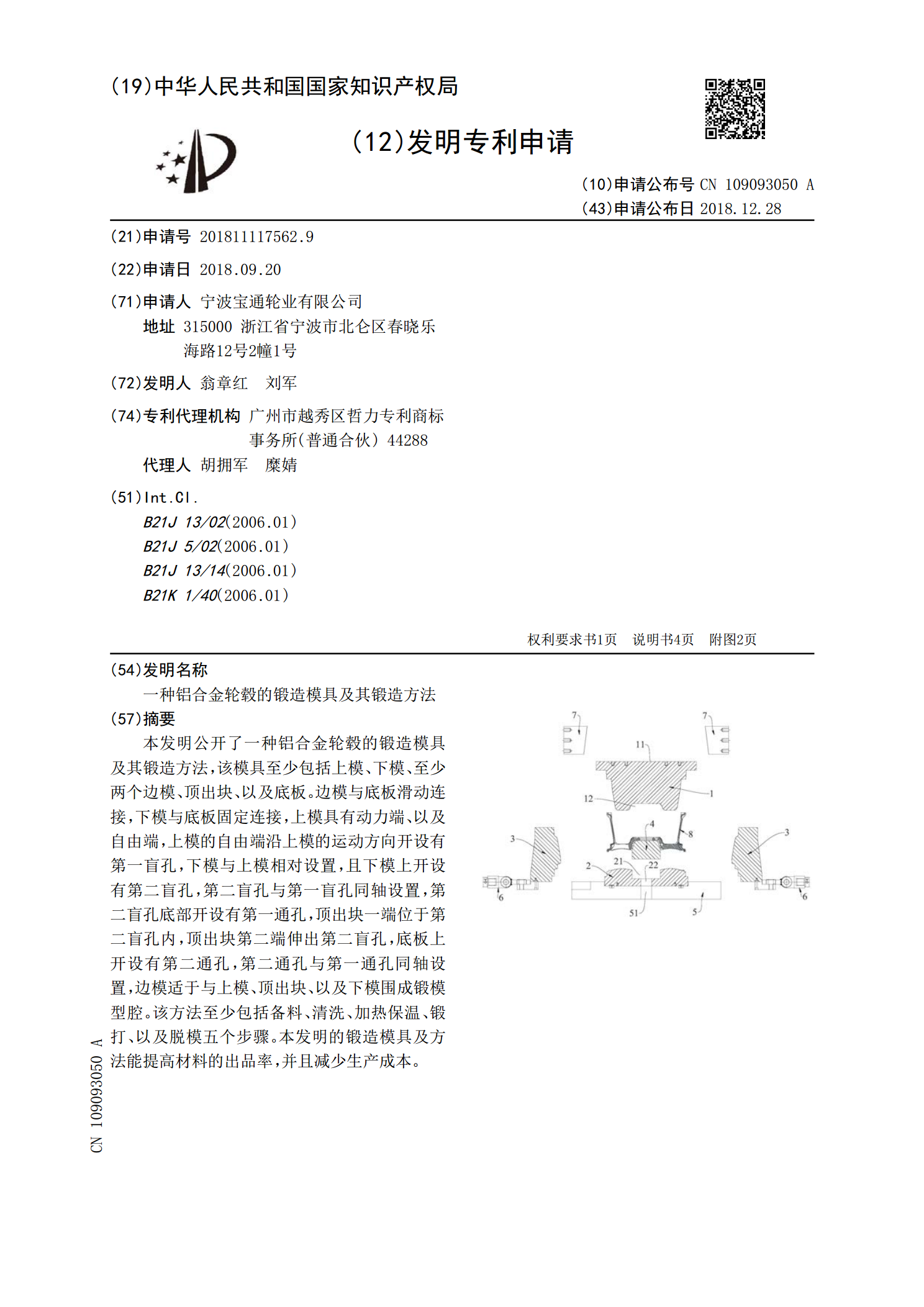
本发明公开了一种铝合金轮毂的锻造模具及其锻造方法,该模具至少包括上模、下模、至少两个边模、顶出块、以及底板。边模与底板滑动连接,下模与底板固定连接,上模具有动力端、以及自由端,上模的自由端沿上模的运动方向开设有第一盲孔,下模与上模相对设置,且下模上开设有第二盲孔,第二盲孔与第一盲孔同轴设置,第二盲孔底部开设有第一通孔,顶出块一端位于第二盲孔内,顶出块第二端伸出第二盲孔,底板上开设有第二通孔,第二通孔与第一通孔同轴设置,边模适于与上模、顶出块、以及下模围成锻模型腔。该方法至少包括备料、清洗、加热保温、锻打、

一种锻造轮毂模具.pdf
本发明涉及一种锻造轮毂模具,属于轮毂技术领域。设置有上模和下模,所述上模设置有上模框,所述上模框里设置有上模芯,所述下模设置有下模框,所述下模框里设置有下模芯,所述下模芯的中心设置有顶出杆通孔,所述顶出杆通孔里设置有顶出杆,所述上模框和下模框的外侧分别设置有多个温度感应装置,所述下模框里设置有下模芯安装孔,所述下模芯上设置有凹槽,所述凹槽里设置有顶出块。本发明的有益之处是:设置有上下模,在上下模里设置分别设置有上下模芯,在上模框和下模框的外侧设置有多个温度感应装置,从而有效的监控模具的温度,从而为轮毂的制
一种铝合金轮毂的锻造方法.pdf
本发明提供一种铝合金轮毂的锻造方法,其含有的化学元素成分及其质量百分比为:硅4.2‑4.5、镁1.2‑1.5、铁1.2‑1.5、锰1.2‑1.5、銅0.12‑0.16、鉛0.01‑0.03、铋0.01‑0.03、Nd0.08‑0.10、余量为铝。本发明铝合金晶粒细化,合金强度高和耐磨性好、耐腐蚀性好,而且铸造和锻造性能好,制得的轮毂表面平滑细致,轮毂壁薄而重量轻,材料强度最高,比铸造方法高三成以上;通过合理控制铸后处理温度,分批投放合金元素,使得合金结晶均匀,强度高,使用部分废铝为原料,使合金品质更为稳定

一种铝合金轮毂的锻造方法.pdf
本发明公开了一种铝合金轮毂的锻造方法,包括对主要材质为Al的铸造方体为基材,并对铸造方体进行熔化和精炼处理,然后根据汽车轮毂零件图将配料进行锻压、冲孔胀形、旋压、热处理和抛光、防锈处理制得成品。通过本方法制得的家用汽车轮毂抗压强度与抗折强度较高,各项性能达到汽车行业标准要求。