
一种车身榫卯结构焊接转运车.pdf

一条****88


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车身榫卯结构焊接转运车.pdf
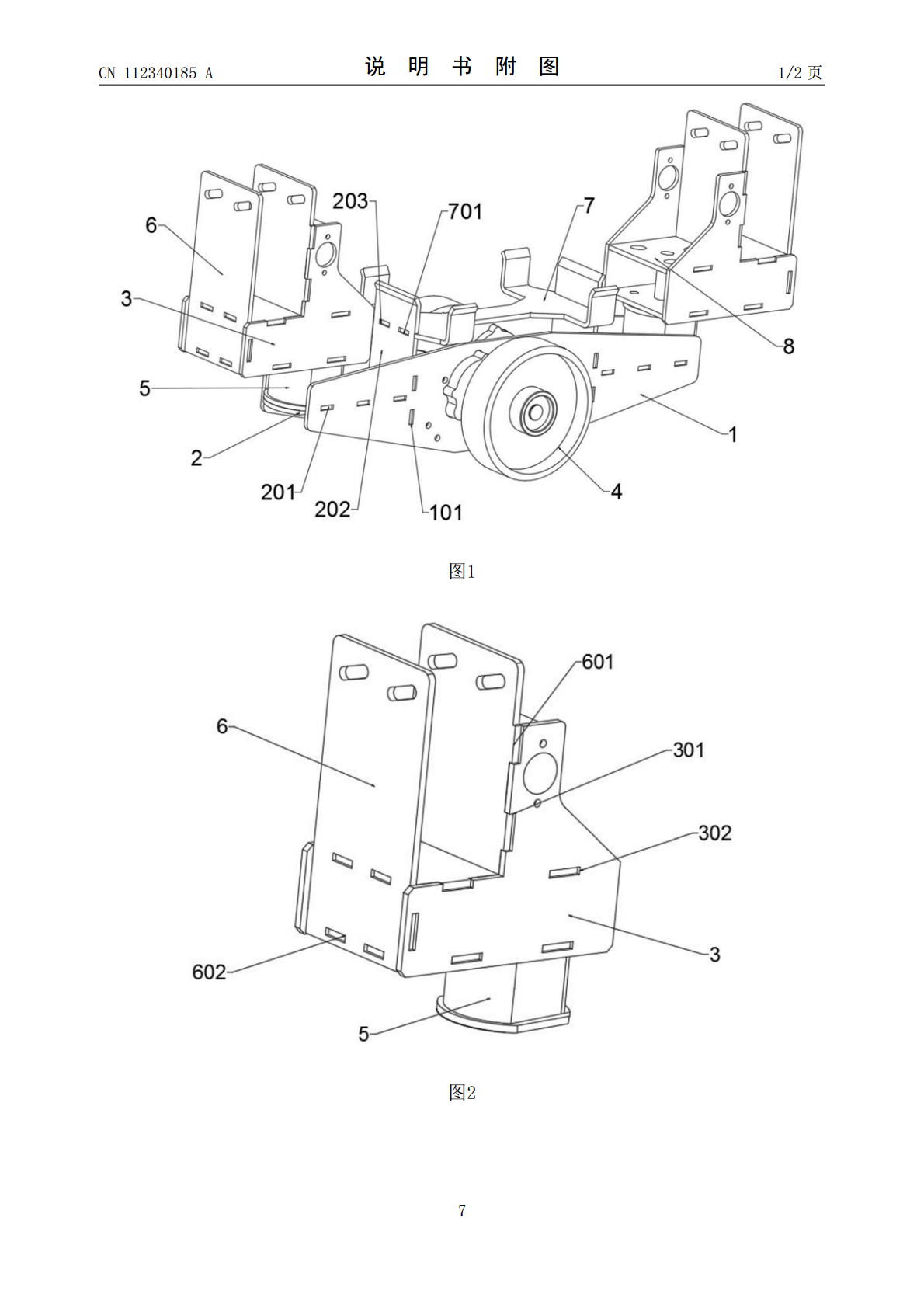
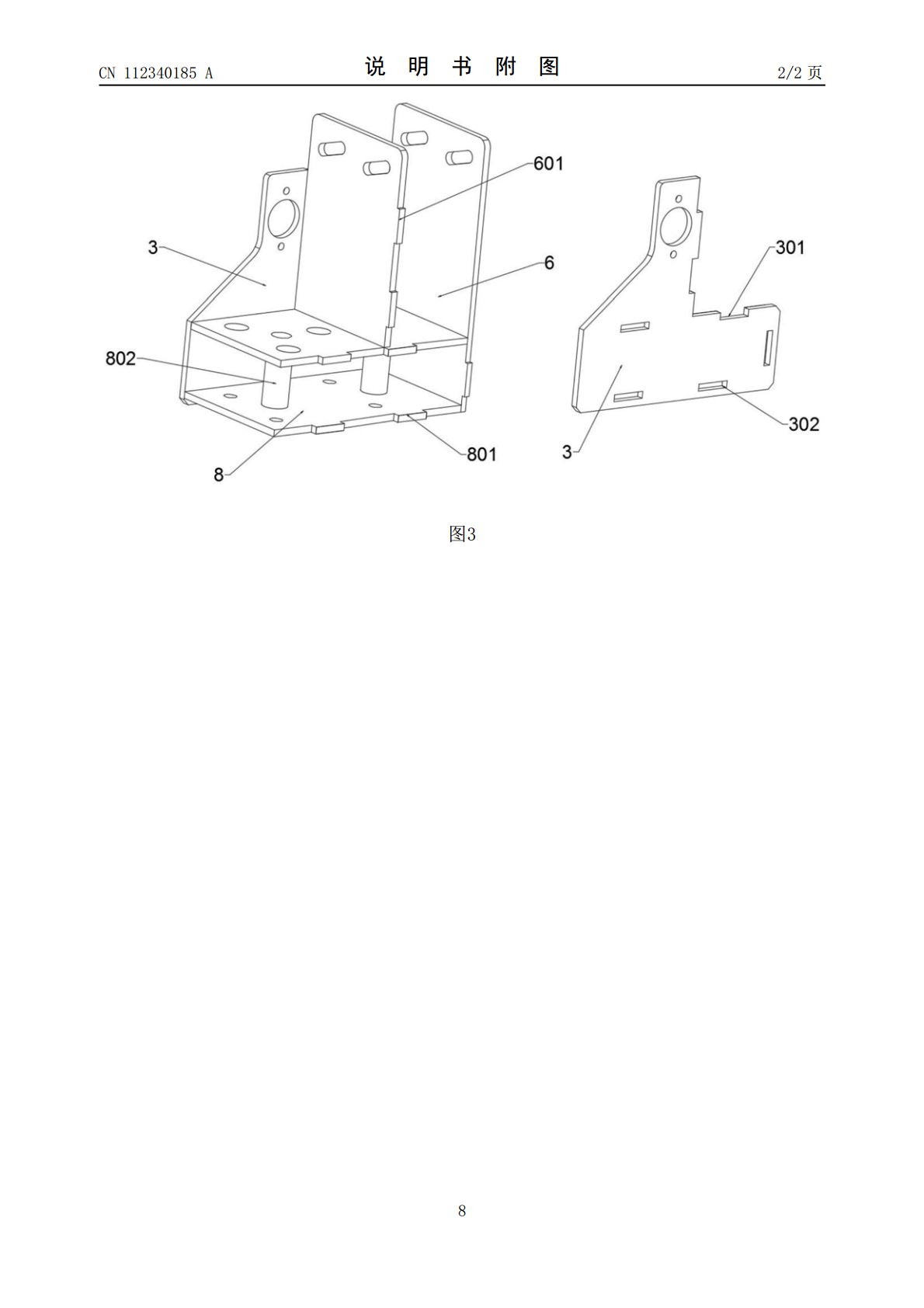
本发明提供一种车身榫卯结构焊接转运车,属于焊接工艺技术领域,以解决现在的焊接工艺都是传统的坡口焊接,在表面外观件焊接时须要在零件上面打坡口,操作过程麻烦,不方便车身整体构架,而且在焊接完成后会出现焊缝,影响表面外观的问题,包括车身板,所述车身板上设有底座。本发明中由于连接板上开设有第二内卡式凹槽,底座前后两端设有底座凸起端头,且底座凸起端头与第一内卡式凹槽相匹配,通过设置了第一内卡式凹槽和底座凸起端头,以方便对零件进行榫卯链接时能利用榫卯结构固定,同时将零件拼接完成后进行焊接,在焊接完成后进行简单打磨后外
一种转运车的车身.pdf
本发明属于农用运输设备领域,特别是涉及一种转运车的车身,包括轮廓为长方体形框架的车身主体,所述车身主体顶部的两侧水平设有第一安装管,所述车身主体的顶部四周安装有可拆卸旋转的防护架,车身主体的前端的两侧上竖直设有第二安装管,其中一个防护架与第二安装管固定连接,车身主体底部前端安装有用于安装动力机构的支撑架,在支撑架的两侧设有第三安装管,支撑架底部设有第四安装管。本发明的有益效果是:车身主体的防护架拆卸安装方便,可以根据需求进行快速拆卸安装更换,功能多样化,结构牢固稳定,同时设置多个安装管,便于与扶手架或乘坐

一种车身车围焊接装置.pdf
本发明公开了一种5~12米车身车围焊接装置,包括焊接平台,焊接平台的一面且相互远离的两侧均固定连接有支撑腿,支撑腿远离焊接平台的一端上连接有滚轮,滚轮的一端连接有导轨,焊接平台远离支撑腿的一侧上连接有若干个固定装置,固定装置的一侧上方连接有一对夹板,两个夹板相对的一侧上均连接有橡胶垫,焊接平台上开设有若干滑槽,固定装置靠近滑槽的一端连接有滑块,夹板靠近固定装置的一端上连接有联动板,本发明所达到的有益效果是:通过滑槽和滑块,能够根据侧车围的大小进行调节,无需根据侧车围的大小来更换焊接平台,通过设立固定装置,
一种用于汽车生产线上的车身转运工位车.pdf
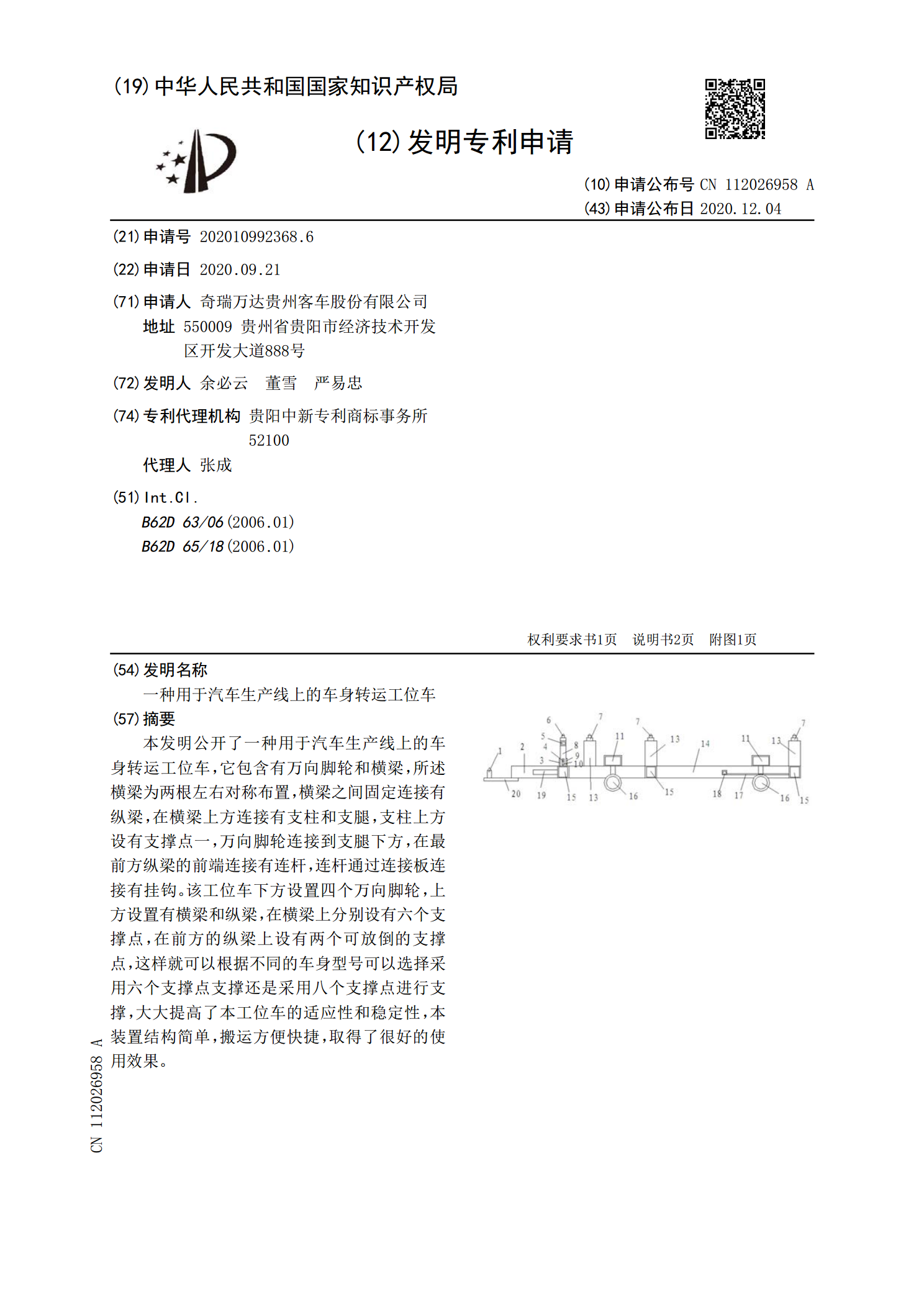
本发明公开了一种用于汽车生产线上的车身转运工位车,它包含有万向脚轮和横梁,所述横梁为两根左右对称布置,横梁之间固定连接有纵梁,在横梁上方连接有支柱和支腿,支柱上方设有支撑点一,万向脚轮连接到支腿下方,在最前方纵梁的前端连接有连杆,连杆通过连接板连接有挂钩。该工位车下方设置四个万向脚轮,上方设置有横梁和纵梁,在横梁上分别设有六个支撑点,在前方的纵梁上设有两个可放倒的支撑点,这样就可以根据不同的车身型号可以选择采用六个支撑点支撑还是采用八个支撑点进行支撑,大大提高了本工位车的适应性和稳定性,本装置结构简单,搬

一种渣土车车身焊接用支撑结构.pdf
本发明公开了一种渣土车车身焊接用支撑结构,涉及工件支撑领域,包括横梁和两组结构相同的支撑架,所述横梁与支撑架滑动连接,所述横梁的底部开有“T”字形的滑槽,所述支撑架包括滑动于滑槽内的T形块,本发明结构简单,操作便捷,造价低,通过设置T形块沿滑槽运动,调节从动支杆之间的角度,从而实现本发明的高度与重心可调,避免了车身单侧过重导致焊接时发生的侧翻,提高了焊接时车身稳定性,提高了焊接精度,实用性高。