
双捻镀锌钢帘线的制备方法.pdf

纪阳****公主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双捻镀锌钢帘线的制备方法.pdf
本发明公开了一种双捻镀锌钢帘线的制备方法,包括以下步骤:(1)将盘条拉拔成钢丝,对钢丝进行热镀锌,得镀锌钢丝;(2)将镀锌钢丝经水箱再次拉拔,得拉拔钢丝;(3)选取五根拉拔钢丝进行预变型,得预变形单丝;(4)将五根预变形单丝捻制,得捻制的钢帘线;(5)将捻制的钢帘线卷收,检验,得双捻镀锌钢帘线;本发明制备的双捻镀锌钢帘线,单丝之间捻制时更紧密,提高了钢帘线的捻制质量,并能有效控制钢帘线的散头情况,提升了钢帘线的加捻效率。

一种用于钢帘线捻制的双捻设备及其控制方法.pdf
本发明涉及钢帘线捻制设备的技术领域,尤其是涉及一种用于钢帘线捻制的双捻设备及其控制方法,其中双捻设备包括主轴、用于捻制钢帘线的飞轮环、用于牵引钢帘线的牵引组件以及主电机,飞轮环固定套设于主轴,主电机和主轴之间设置有传动组件,主电机通过传动组件带动主轴转动,双捻设备还包括控制中心,牵引组件包括牵引轮以及用于带动牵引轮转动的伺服电机,钢帘线通过牵引轮被牵引,主电机为变频电机,主电机和伺服电机分别信号连接于控制中心。本发明具有提高设备使用效率的效果。
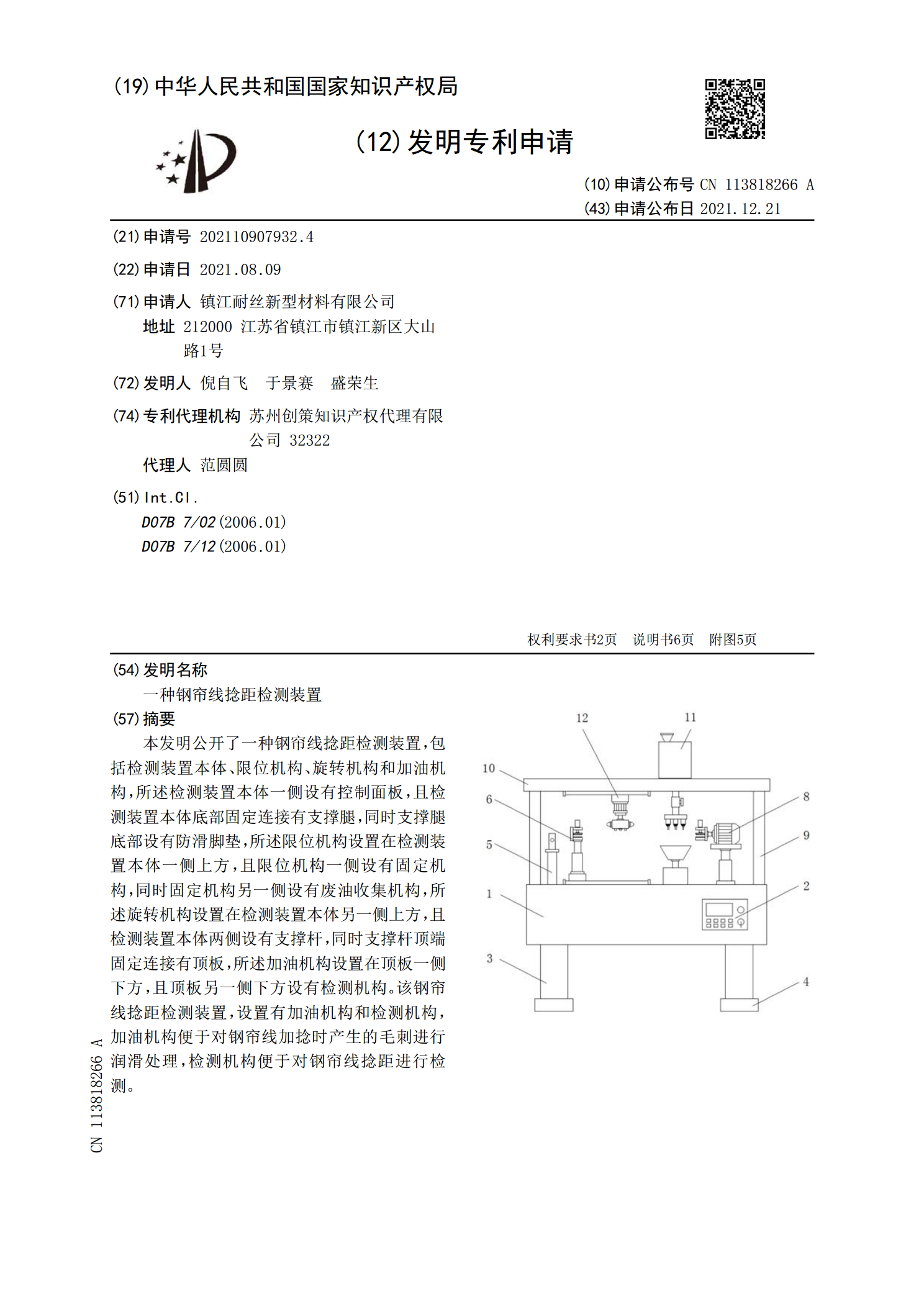
一种钢帘线捻距检测装置.pdf
本发明公开了一种钢帘线捻距检测装置,包括检测装置本体、限位机构、旋转机构和加油机构,所述检测装置本体一侧设有控制面板,且检测装置本体底部固定连接有支撑腿,同时支撑腿底部设有防滑脚垫,所述限位机构设置在检测装置本体一侧上方,且限位机构一侧设有固定机构,同时固定机构另一侧设有废油收集机构,所述旋转机构设置在检测装置本体另一侧上方,且检测装置本体两侧设有支撑杆,同时支撑杆顶端固定连接有顶板,所述加油机构设置在顶板一侧下方,且顶板另一侧下方设有检测机构。该钢帘线捻距检测装置,设置有加油机构和检测机构,加油机构便于

一种测量钢帘线捻距的仪器.pdf
本发明涉及一种测量钢帘线捻距的仪器,包括检测装置、底座及支架,检测装置通过支架与底座固定连接,检测装置包括旋转组件、导轨组件及张力组件,旋转组件通过导轨组件与张力组件固定连接,旋转组件包括把手和与把手一连接的夹具一,连接杆上设有敲击棒,敲击棒下方设有计数器组件,导轨组件包括导轨杆和夹具二,夹具二移动设置在导轨杆上,张力组件包括夹具三、夹具四、活套及连接架,夹具三和夹具四分别设置于活套的两端,活套与连接架固定连接。本发明测量钢帘线捻距的仪器测量钢帘线捻距时避免了传统的直尺测量法的测量时间长、测量精度低等缺点

一种帘线钢夹杂物改性方法及帘线钢.pdf
一种帘线钢夹杂物改性方法及帘线钢,属于钢铁冶炼技术领域,克服了现有技术中的碱金属氧化物引入方式不明确,不确保其与钢水中夹杂物反应、不能精确将夹杂物熔点控制在低熔点区等缺陷。本发明帘线钢夹杂物改性方法,包括冶炼‑LF精炼‑连铸,所述LF精炼包括:软吹处理,向钢水中喂入碱金属化合物,喂入过程中采用弱底吹搅拌模式,喂入结束关闭底吹,静置;所述软吹为在精炼炉底部通入气体流量为30‑80NL/min,软吹时间为5~15min;所述弱底吹的气体流量为5~25NL/min,静置时间为10~15min。