
铝合金激光打孔方法及装置.pdf

Jo****31


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金激光打孔方法及装置.pdf
本发明适用于激光加工技术领域,提供了一种铝合金激光打孔方法,旨在解决如何消除现有技术中铝合金激光打孔所形成的通孔锥度的问题。该铝合金激光打孔方法包括以下步骤:激光打孔、配置溶液以及腐蚀通孔。本发明还提供了一种铝合金激光打孔装置。该铝合金激光打孔方法采用激光束在铝合金表面加工通孔,且该通孔具有锥度,并利用化学溶液与铝合金发生化学反应以消除通孔锥度,从而获得无锥度的通孔,该方法加工效率高,且铝合金不发生形变。
激光切割打孔装置及切割打孔方法.pdf
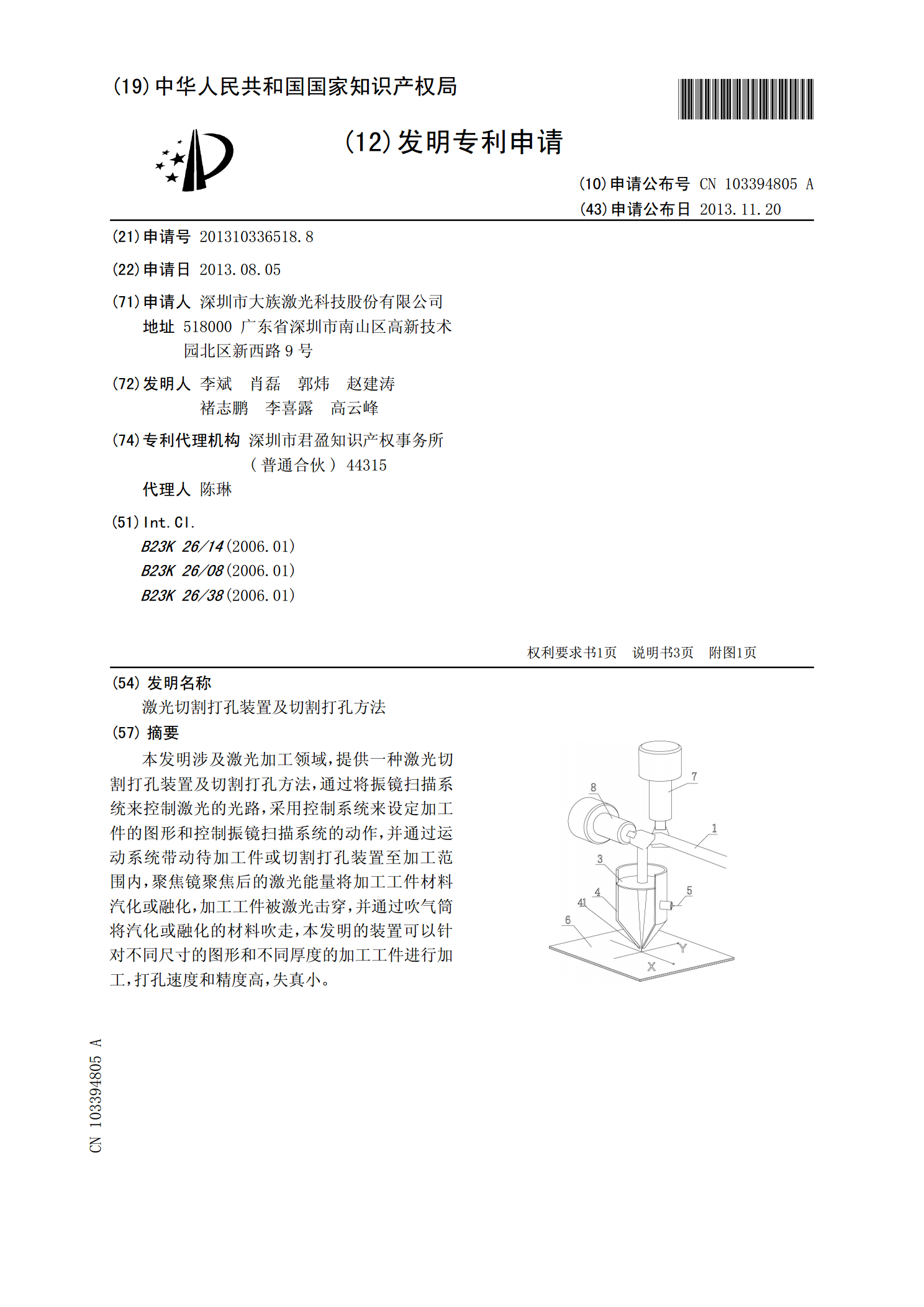
本发明涉及激光加工领域,提供一种激光切割打孔装置及切割打孔方法,通过将振镜扫描系统来控制激光的光路,采用控制系统来设定加工件的图形和控制振镜扫描系统的动作,并通过运动系统带动待加工件或切割打孔装置至加工范围内,聚焦镜聚焦后的激光能量将加工工件材料汽化或融化,加工工件被激光击穿,并通过吹气筒将汽化或融化的材料吹走,本发明的装置可以针对不同尺寸的图形和不同厚度的加工工件进行加工,打孔速度和精度高,失真小。

IMD成型塑胶的激光打孔方法以及激光打孔装置.pdf
本发明公开了IMD成型塑胶的激光打孔方法以及激光打孔装置,包括机壳,所述机壳的下端设置有多个用于移动的万向轮,所述机壳的下端还设置有多个支用于支撑固定的支撑座,所述机壳的上端固定连接有工作台,所述工作台的上端设置有可水平纵向移动的电动滑轨,所述电动滑轨的上端设置有用于放置覆膜塑料的治具,所述机壳的内部设置有可上下移动的楔形板,所述机壳的内部设置有用于调节楔形板上下位置高度的调节机构,所述楔形板的上端固定连接有多个竖杆。本发明结构设计简单,可以提高激光打孔的精确性,提高激光打孔的打孔效果,减少成型塑胶的浪费

复合脉冲激光打孔方法及装置.pdf
本发明实施例提供一种复合脉冲激光打孔方法及装置。所述方法包括:产生短脉宽脉冲,所述短脉宽脉冲由短脉宽脉冲列构成,短脉宽脉冲列内短脉宽脉冲的重频等于或大于100千赫;产生长脉宽脉冲,并调整所述长脉宽脉冲能量,使其等于或大于所述短脉宽脉冲列打孔过程中小孔侧壁与孔底的熔流层厚度熔化所需的熔化热;将所述短脉宽脉冲和长脉宽脉冲通过组束装置进行同步叠加,相对延迟时间为0至100微秒,构成高重频复合脉冲;将所述高重频复合脉冲发射到构件上进行激光打孔。本发明可以高效地并且高质量地加工航空发动机构件上的气膜孔,并可以有效地
烟支未打孔/漏打孔检测装置、激光打孔机及检测方法.pdf
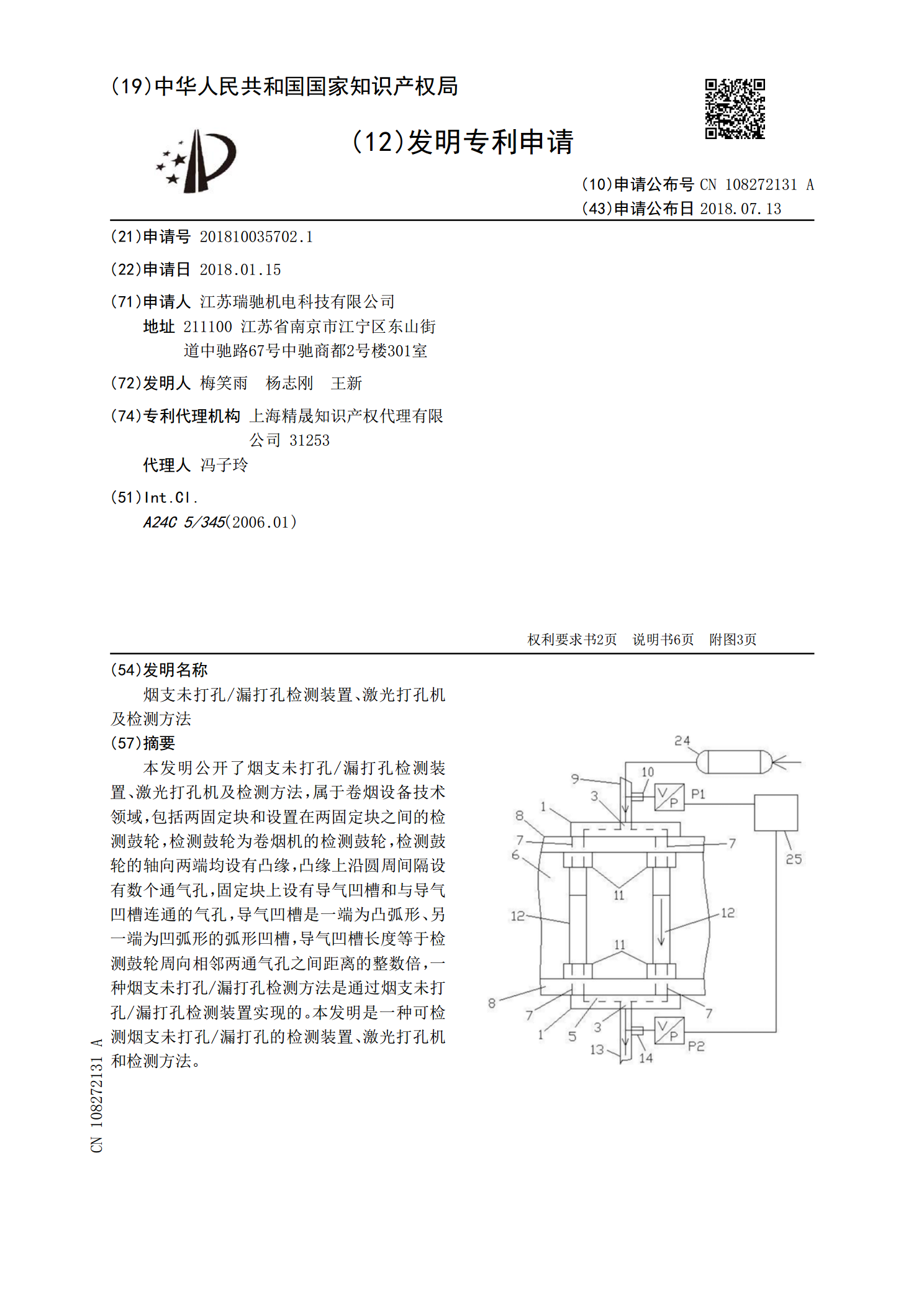
本发明公开了烟支未打孔/漏打孔检测装置、激光打孔机及检测方法,属于卷烟设备技术领域,包括两固定块和设置在两固定块之间的检测鼓轮,检测鼓轮为卷烟机的检测鼓轮,检测鼓轮的轴向两端均设有凸缘,凸缘上沿圆周间隔设有数个通气孔,固定块上设有导气凹槽和与导气凹槽连通的气孔,导气凹槽是一端为凸弧形、另一端为凹弧形的弧形凹槽,导气凹槽长度等于检测鼓轮周向相邻两通气孔之间距离的整数倍,一种烟支未打孔/漏打孔检测方法是通过烟支未打孔/漏打孔检测装置实现的。本发明是一种可检测烟支未打孔/漏打孔的检测装置、激光打孔机和检测方法。