
复合脉冲激光打孔方法及装置.pdf

书生****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

复合脉冲激光打孔方法及装置.pdf
本发明实施例提供一种复合脉冲激光打孔方法及装置。所述方法包括:产生短脉宽脉冲,所述短脉宽脉冲由短脉宽脉冲列构成,短脉宽脉冲列内短脉宽脉冲的重频等于或大于100千赫;产生长脉宽脉冲,并调整所述长脉宽脉冲能量,使其等于或大于所述短脉宽脉冲列打孔过程中小孔侧壁与孔底的熔流层厚度熔化所需的熔化热;将所述短脉宽脉冲和长脉宽脉冲通过组束装置进行同步叠加,相对延迟时间为0至100微秒,构成高重频复合脉冲;将所述高重频复合脉冲发射到构件上进行激光打孔。本发明可以高效地并且高质量地加工航空发动机构件上的气膜孔,并可以有效地
环形复合脉冲激光打孔方法及装置.pdf
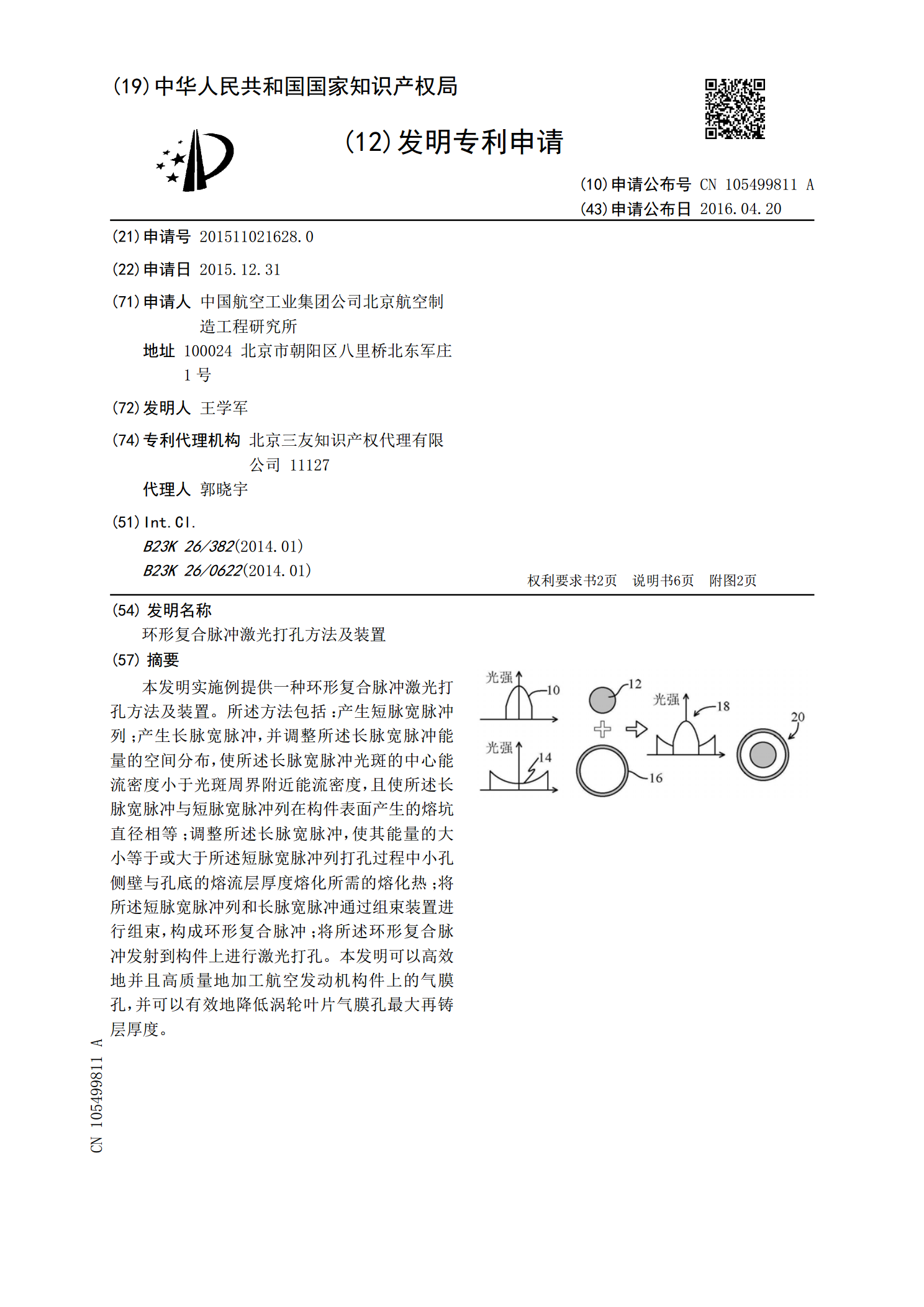
本发明实施例提供一种环形复合脉冲激光打孔方法及装置。所述方法包括:产生短脉宽脉冲列;产生长脉宽脉冲,并调整所述长脉宽脉冲能量的空间分布,使所述长脉宽脉冲光斑的中心能流密度小于光斑周界附近能流密度,且使所述长脉宽脉冲与短脉宽脉冲列在构件表面产生的熔坑直径相等;调整所述长脉宽脉冲,使其能量的大小等于或大于所述短脉宽脉冲列打孔过程中小孔侧壁与孔底的熔流层厚度熔化所需的熔化热;将所述短脉宽脉冲列和长脉宽脉冲通过组束装置进行组束,构成环形复合脉冲;将所述环形复合脉冲发射到构件上进行激光打孔。本发明可以高效地并且高质
激光切割打孔装置及切割打孔方法.pdf
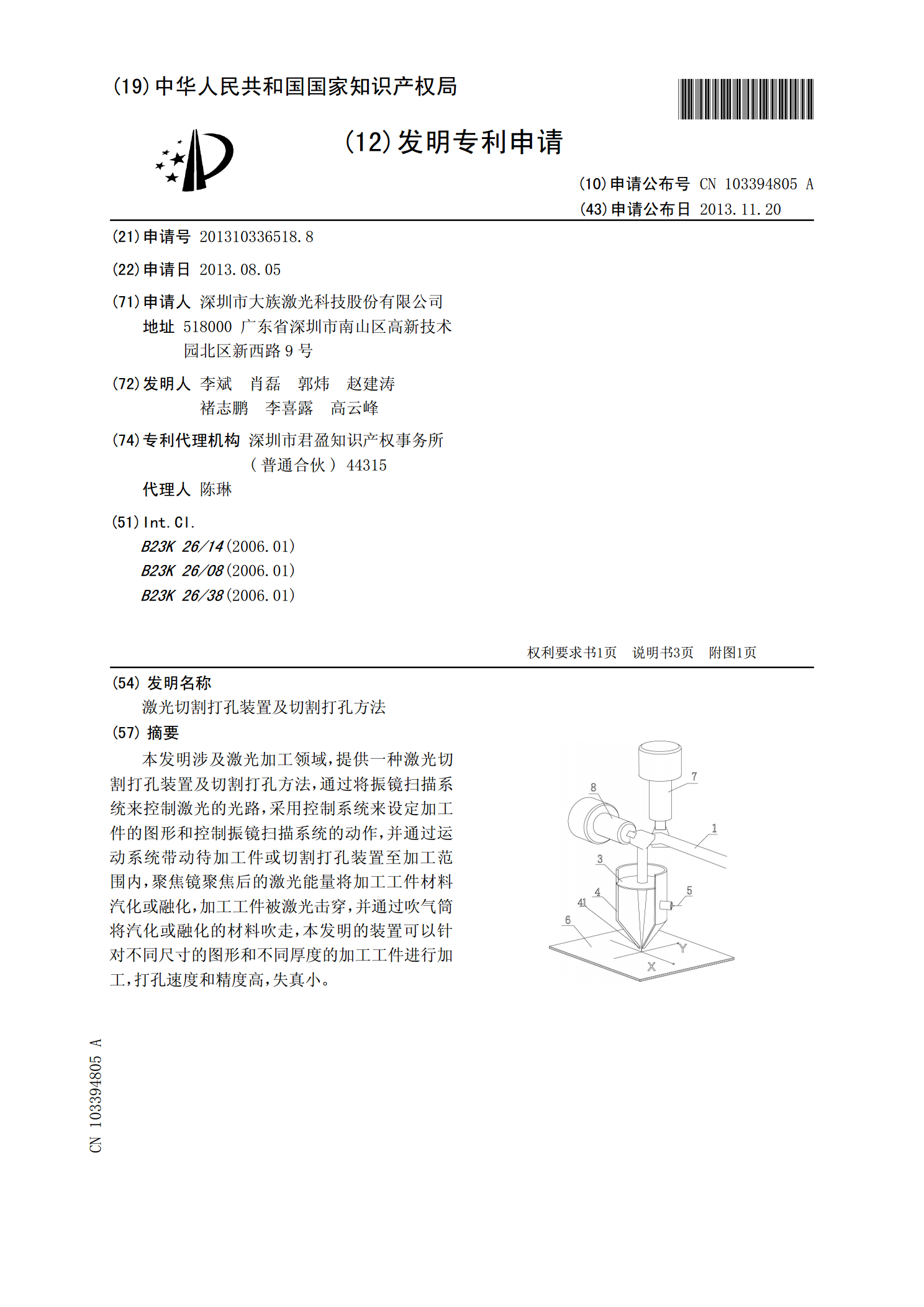
本发明涉及激光加工领域,提供一种激光切割打孔装置及切割打孔方法,通过将振镜扫描系统来控制激光的光路,采用控制系统来设定加工件的图形和控制振镜扫描系统的动作,并通过运动系统带动待加工件或切割打孔装置至加工范围内,聚焦镜聚焦后的激光能量将加工工件材料汽化或融化,加工工件被激光击穿,并通过吹气筒将汽化或融化的材料吹走,本发明的装置可以针对不同尺寸的图形和不同厚度的加工工件进行加工,打孔速度和精度高,失真小。

IMD成型塑胶的激光打孔方法以及激光打孔装置.pdf
本发明公开了IMD成型塑胶的激光打孔方法以及激光打孔装置,包括机壳,所述机壳的下端设置有多个用于移动的万向轮,所述机壳的下端还设置有多个支用于支撑固定的支撑座,所述机壳的上端固定连接有工作台,所述工作台的上端设置有可水平纵向移动的电动滑轨,所述电动滑轨的上端设置有用于放置覆膜塑料的治具,所述机壳的内部设置有可上下移动的楔形板,所述机壳的内部设置有用于调节楔形板上下位置高度的调节机构,所述楔形板的上端固定连接有多个竖杆。本发明结构设计简单,可以提高激光打孔的精确性,提高激光打孔的打孔效果,减少成型塑胶的浪费

激光脉冲转盘调制打孔的研究.docx
激光脉冲转盘调制打孔的研究激光脉冲转盘调制打孔的研究摘要:激光技术在加工领域具有广泛的应用。本文研究了激光脉冲转盘调制打孔技术,该技术结合了激光脉冲和转盘调制的特点,能够实现高效、高精度的打孔加工。本文首先介绍了激光技术的基本原理和转盘调制的原理,然后详细讨论了激光脉冲转盘调制打孔技术的优势和挑战。接着,我们给出了该技术的实验设计,并进行了实验验证。实验结果表明,激光脉冲转盘调制打孔技术可以实现高速、高质量的打孔加工。最后,我们对该技术的应用前景进行了展望。关键词:激光技术;转盘调制;打孔加工;应用前景第