
激光切割打孔装置及切割打孔方法.pdf

森林****来了

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
激光切割打孔装置及切割打孔方法.pdf
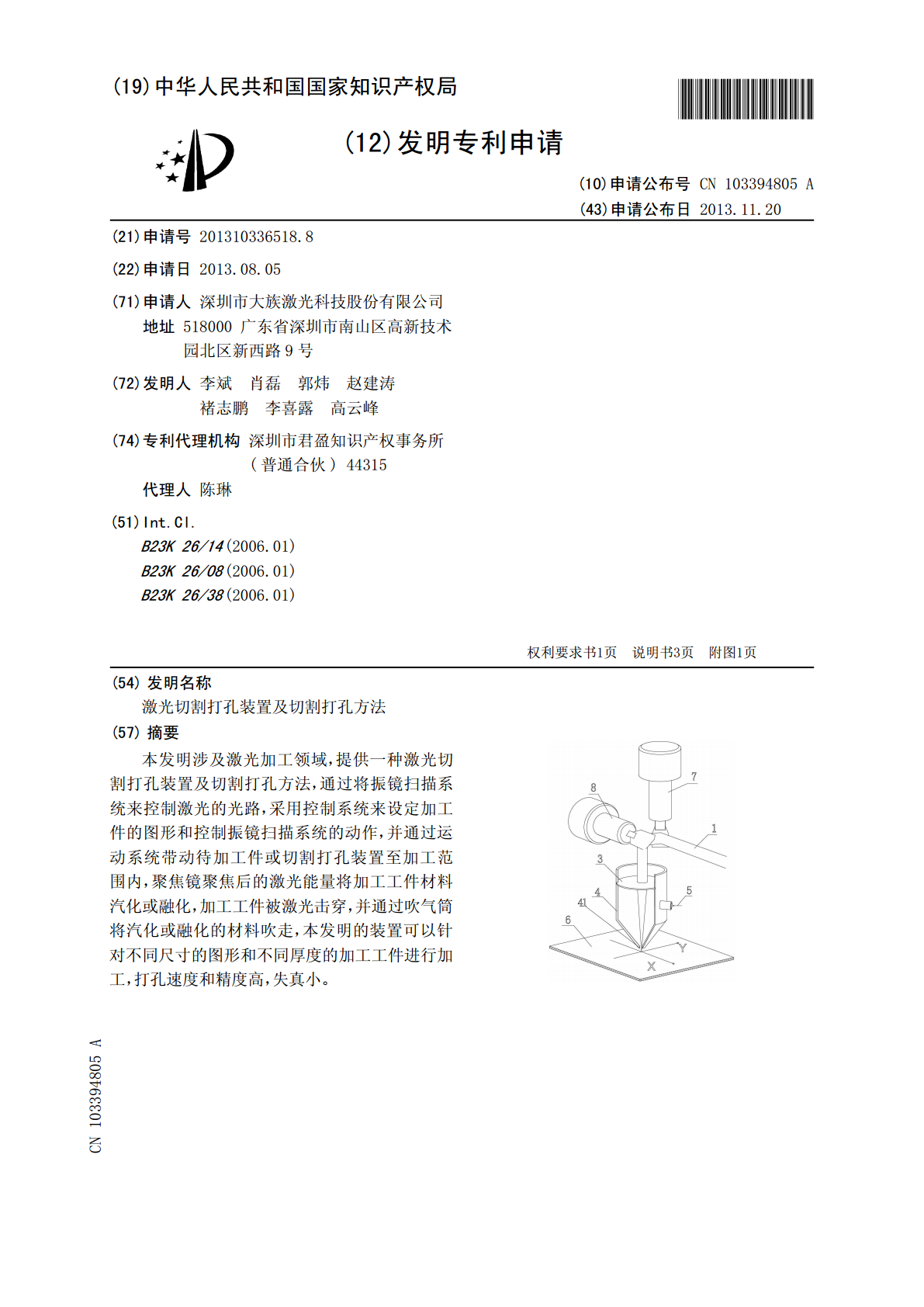
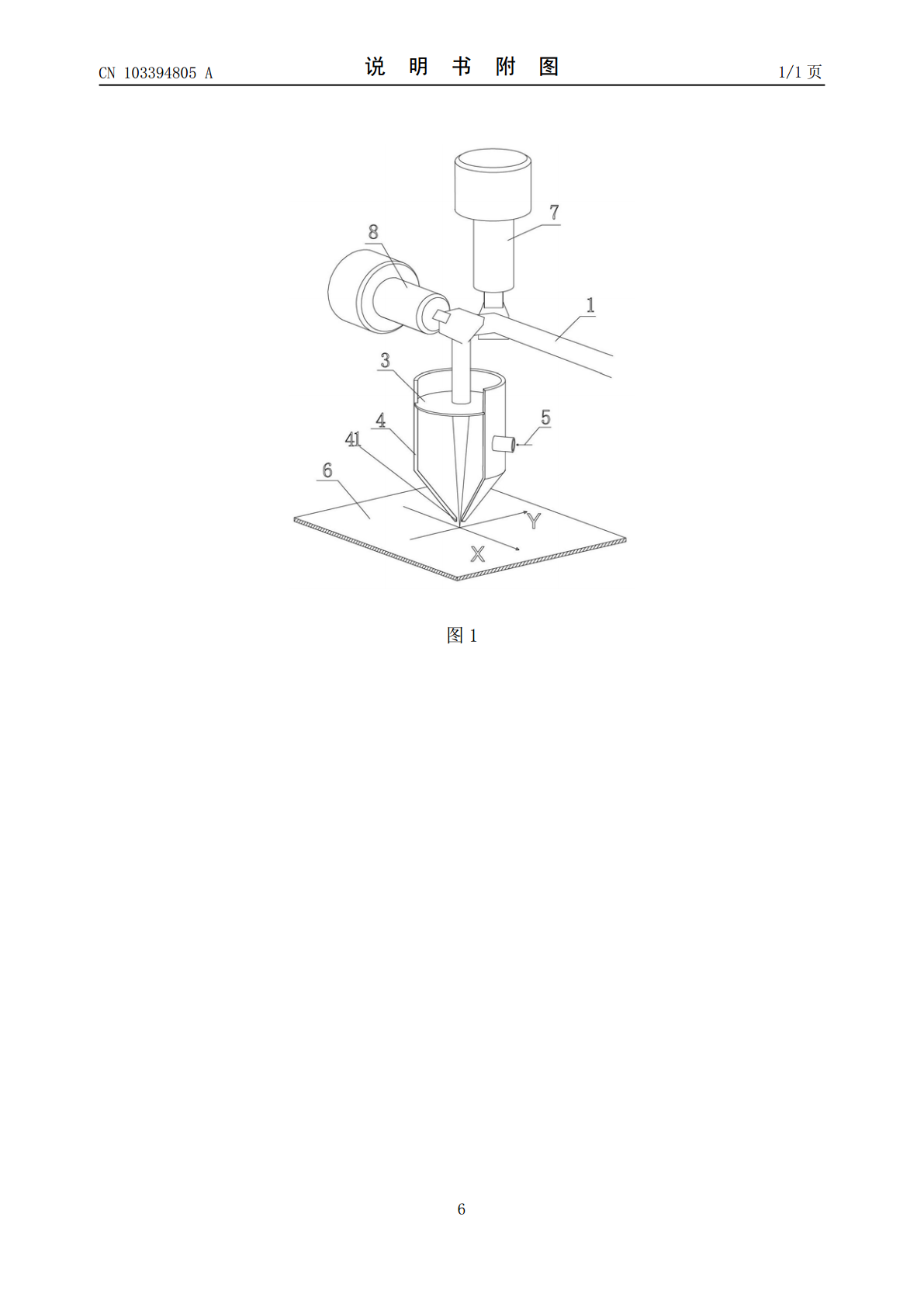
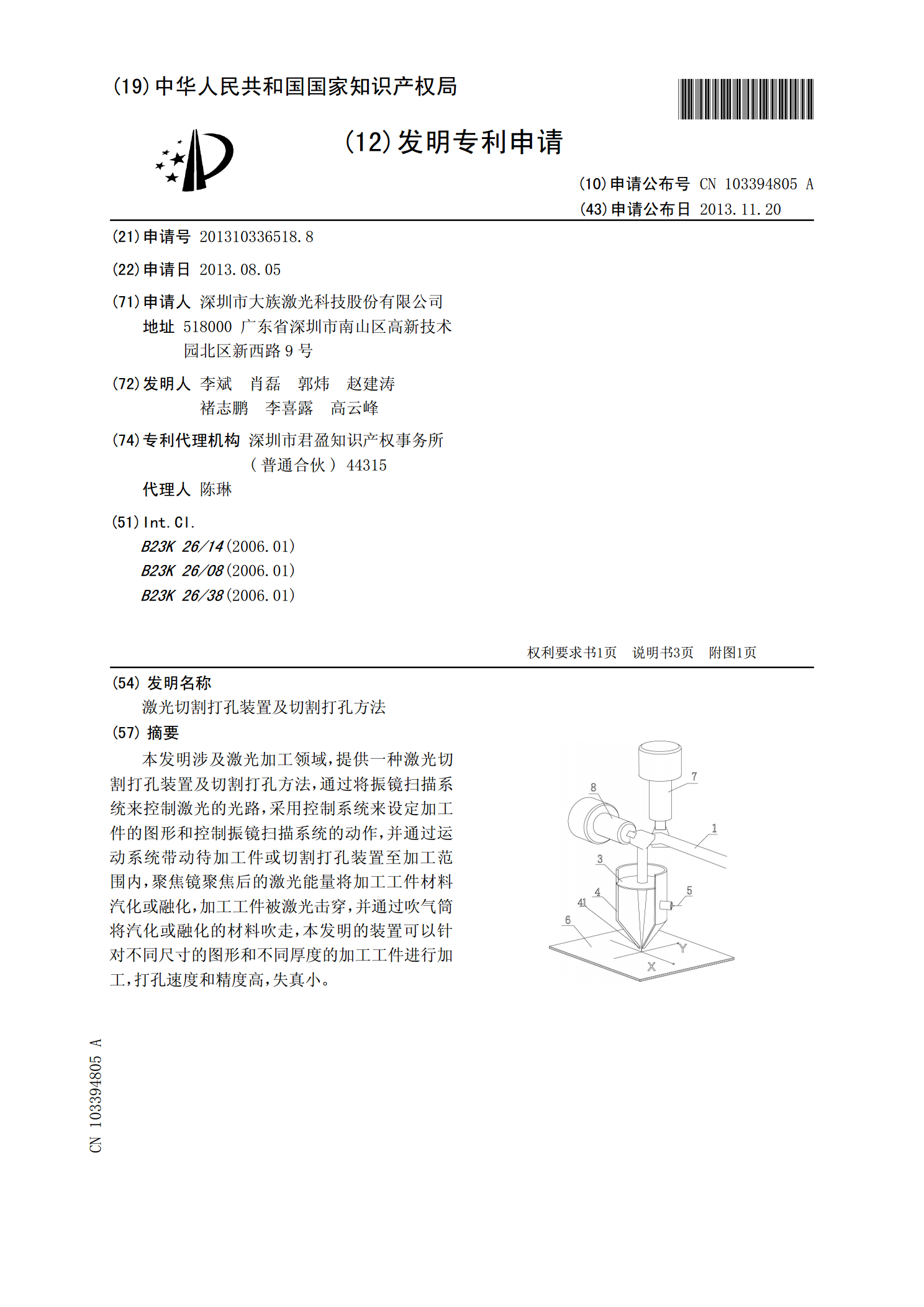
本发明涉及激光加工领域,提供一种激光切割打孔装置及切割打孔方法,通过将振镜扫描系统来控制激光的光路,采用控制系统来设定加工件的图形和控制振镜扫描系统的动作,并通过运动系统带动待加工件或切割打孔装置至加工范围内,聚焦镜聚焦后的激光能量将加工工件材料汽化或融化,加工工件被激光击穿,并通过吹气筒将汽化或融化的材料吹走,本发明的装置可以针对不同尺寸的图形和不同厚度的加工工件进行加工,打孔速度和精度高,失真小。
一种高效免打孔激光切割工艺及切割设备.pdf
本发明属于激光切割领域,具体的说是一种高效免打孔激光切割工艺及切割设备。包括安装板,安装板的顶部均匀设置有导向框,且安装板的顶部与导向框的底部固定连接,导向框的内部设置有导向装置,且导向框的内壁与导向装置的两端活动连接,导向装置的顶部设置有固定装置,且导向装置的顶部与固定装置的底部活动连接,固定装置的正上方设置有框架,框架的顶部对称设置有动力源,且框架的顶部与动力源的底部固定连接,框架的底部设置有激光柱,激光柱的外表面与框架的内壁固定连接,安装板的底部均匀设置有支腿,针对现有技术的不足,本发明提供了一种高

激光在打孔和切割中的应用.docx
激光在打孔和切割中的应用激光在打孔和切割中的应用引言:近年来,随着科技的不断进步和工业制造的迅速发展,激光技术在各个领域的应用越来越广泛。其中,激光在打孔和切割中的应用,不仅提高了工业生产的效率和质量,而且降低了成本,成为了现代制造业中不可或缺的一部分。本文将从激光技术基础、激光打孔技术和激光切割技术等方面探讨激光在打孔和切割中的应用。一、激光技术基础1.1激光的概念和发展历程激光(LightAmplificationbyStimulatedEmissionofRadiation)是指将原子、分子或离子的
用于半导体材料的激光打孔切割系统.pdf
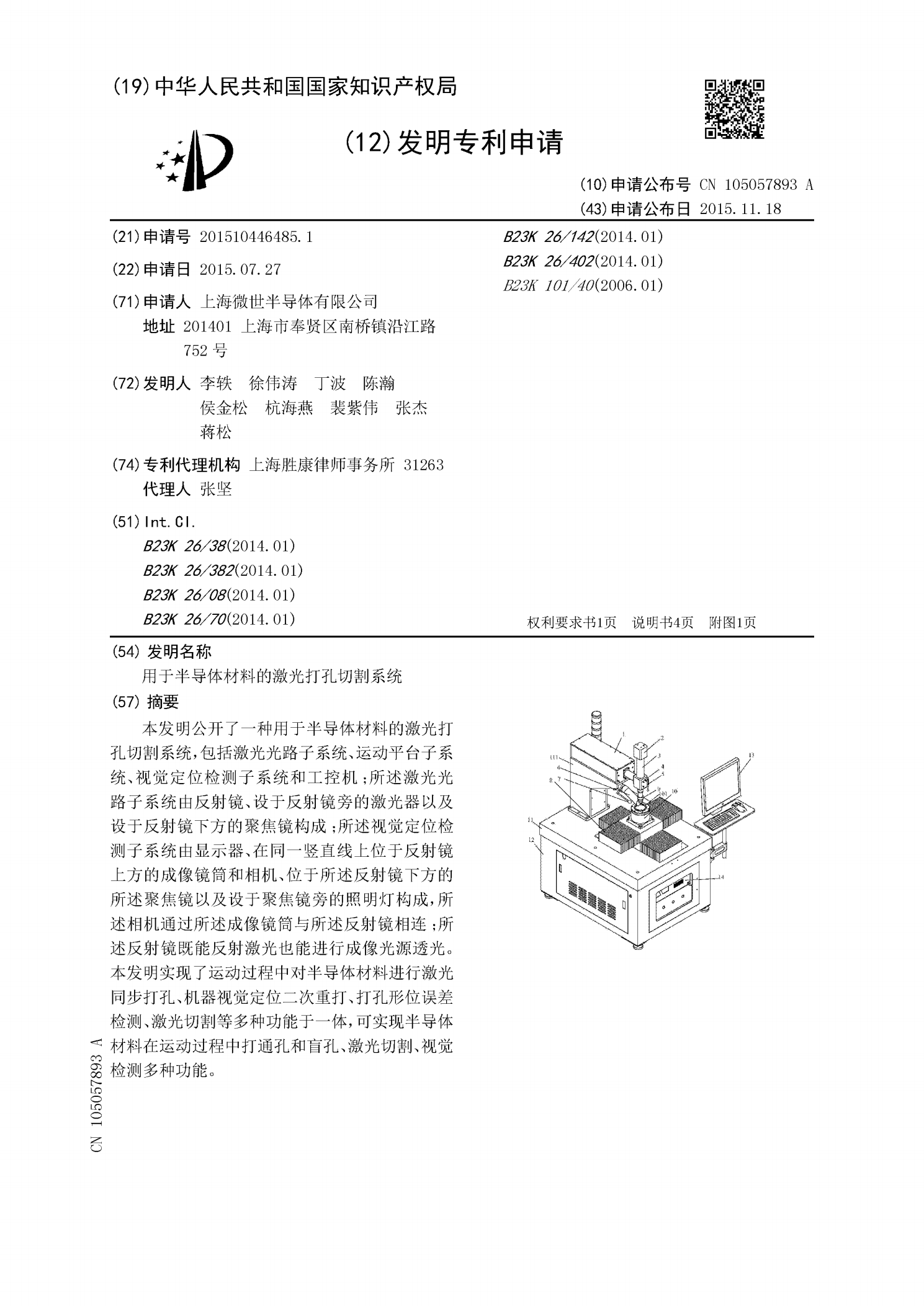
本发明公开了一种用于半导体材料的激光打孔切割系统,包括激光光路子系统、运动平台子系统、视觉定位检测子系统和工控机;所述激光光路子系统由反射镜、设于反射镜旁的激光器以及设于反射镜下方的聚焦镜构成;所述视觉定位检测子系统由显示器、在同一竖直线上位于反射镜上方的成像镜筒和相机、位于所述反射镜下方的所述聚焦镜以及设于聚焦镜旁的照明灯构成,所述相机通过所述成像镜筒与所述反射镜相连;所述反射镜既能反射激光也能进行成像光源透光。本发明实现了运动过程中对半导体材料进行激光同步打孔、机器视觉定位二次重打、打孔形位误差检测、

板材切割打孔设备.pdf
本发明属于钢琴板材切割打孔用具技术领域,尤其涉及一种板材切割打孔设备。本发明板材切割打孔设备,包括支架,两组气缸的输出端分别与上转头和下转头的角度调整盘相连,角度调整盘转动设置在气缸的输出端上;角度调整盘处与气缸的输出端的接触面上开设有若干个定位槽,所述的气缸的输出端上开设有定位孔,定位孔内活动设置有定位条,气缸的输出端的定位孔连有高压气泵,高压气泵把定位条吹出时,定位条进入到定位槽中对角度调整盘进行卡设定位;所述的支架的两侧部处设置有切割机。本发明的有益效果是:可以把板材的切割和打孔同时进行,实现切割、