
烟支未打孔/漏打孔检测装置、激光打孔机及检测方法.pdf

听云****君哇

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
烟支未打孔/漏打孔检测装置、激光打孔机及检测方法.pdf
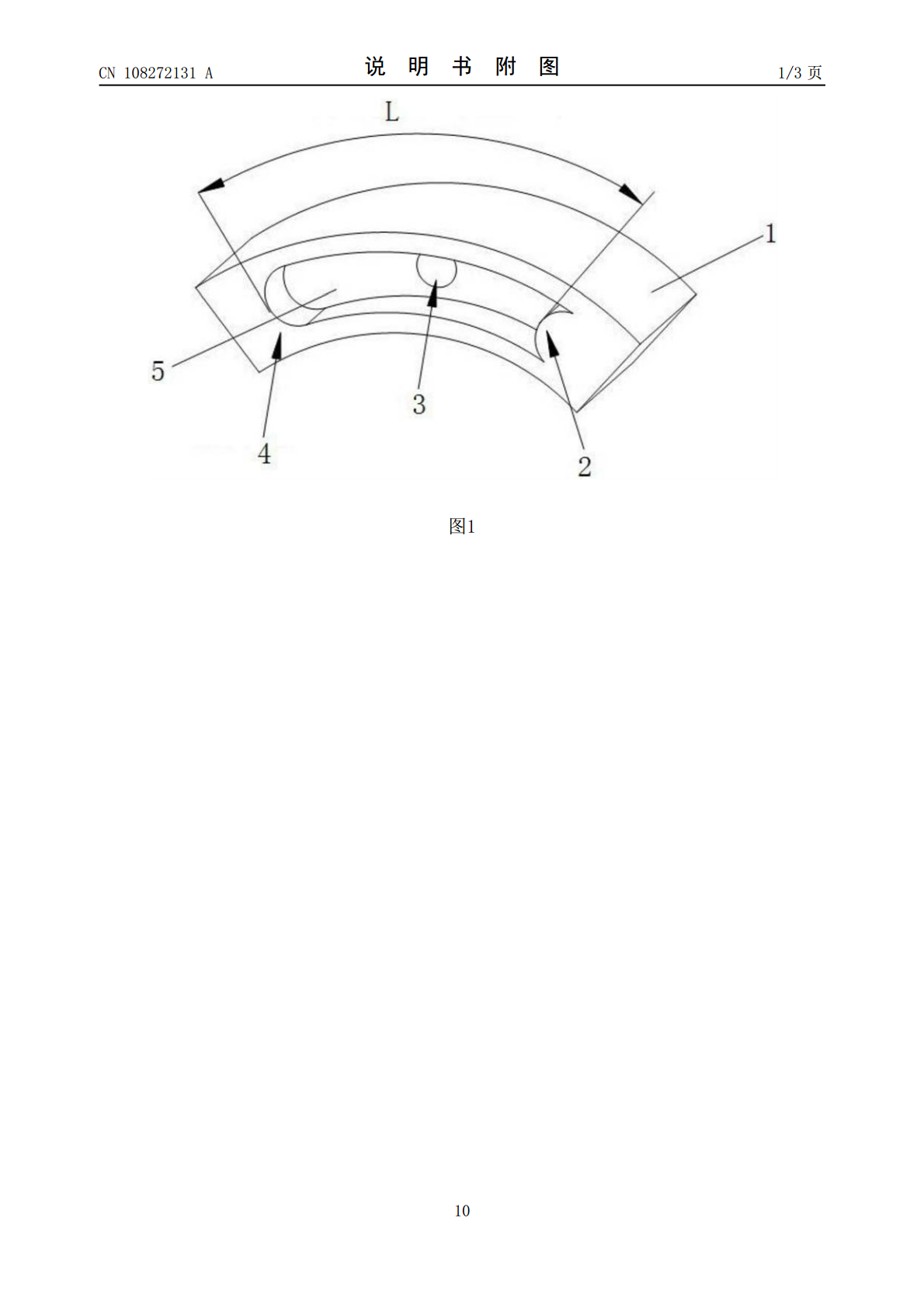
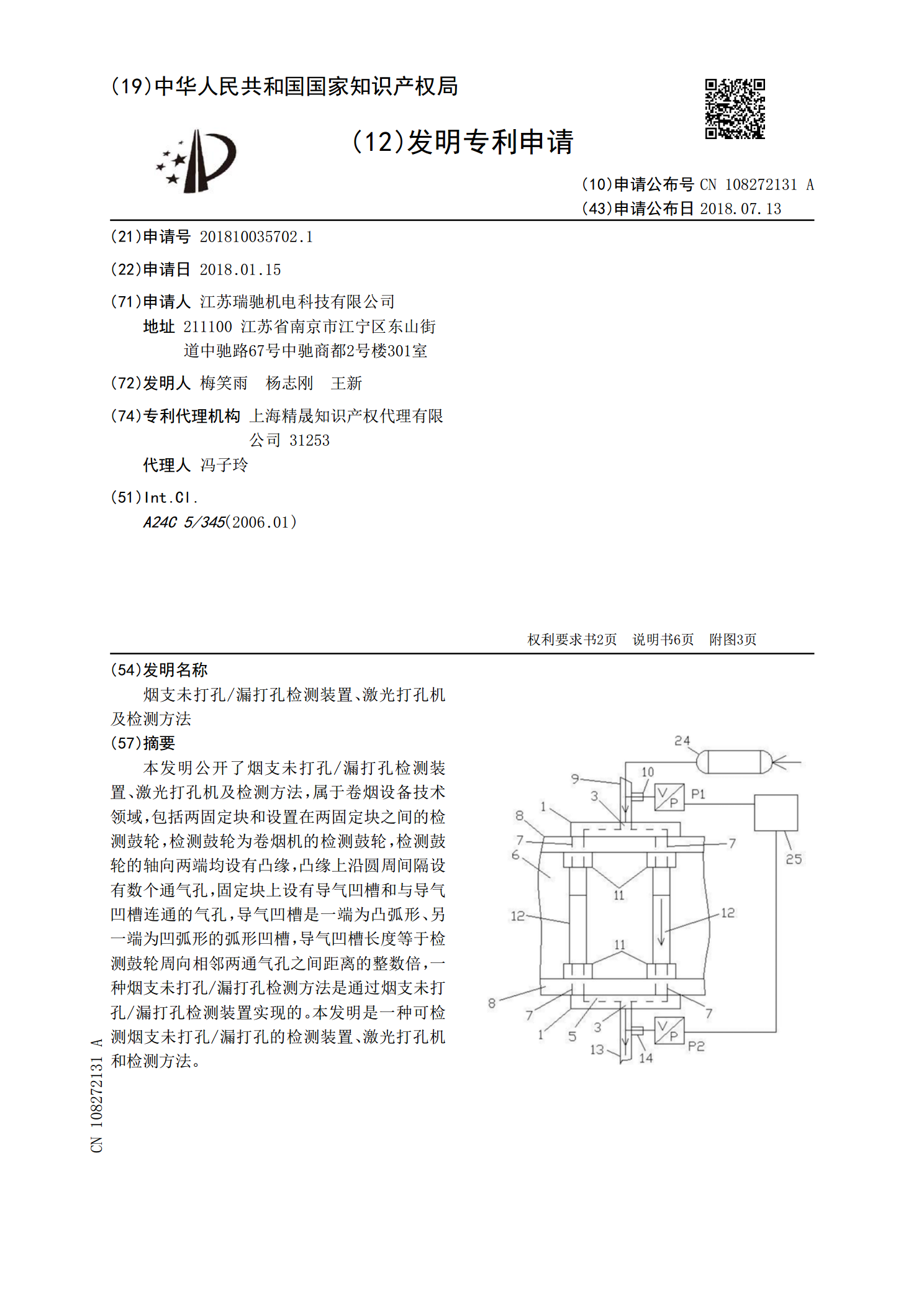
本发明公开了烟支未打孔/漏打孔检测装置、激光打孔机及检测方法,属于卷烟设备技术领域,包括两固定块和设置在两固定块之间的检测鼓轮,检测鼓轮为卷烟机的检测鼓轮,检测鼓轮的轴向两端均设有凸缘,凸缘上沿圆周间隔设有数个通气孔,固定块上设有导气凹槽和与导气凹槽连通的气孔,导气凹槽是一端为凸弧形、另一端为凹弧形的弧形凹槽,导气凹槽长度等于检测鼓轮周向相邻两通气孔之间距离的整数倍,一种烟支未打孔/漏打孔检测方法是通过烟支未打孔/漏打孔检测装置实现的。本发明是一种可检测烟支未打孔/漏打孔的检测装置、激光打孔机和检测方法。
一种离线烟支圆周面激光打孔检测装置.pdf
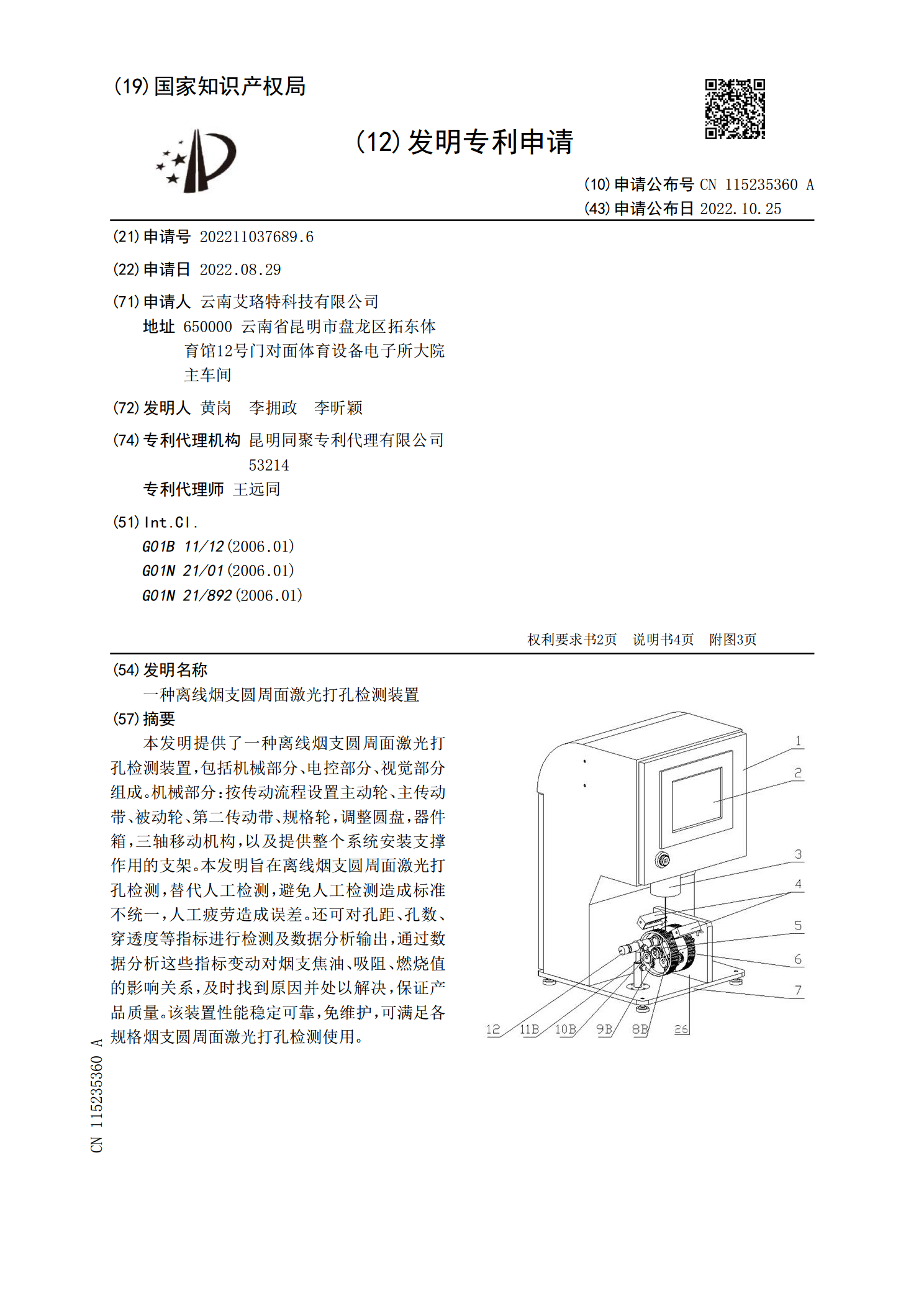
本发明提供了一种离线烟支圆周面激光打孔检测装置,包括机械部分、电控部分、视觉部分组成。机械部分:按传动流程设置主动轮、主传动带、被动轮、第二传动带、规格轮,调整圆盘,器件箱,三轴移动机构,以及提供整个系统安装支撑作用的支架。本发明旨在离线烟支圆周面激光打孔检测,替代人工检测,避免人工检测造成标准不统一,人工疲劳造成误差。还可对孔距、孔数、穿透度等指标进行检测及数据分析输出,通过数据分析这些指标变动对烟支焦油、吸阻、燃烧值的影响关系,及时找到原因并处以解决,保证产品质量。该装置性能稳定可靠,免维护,可满足各

GIL支腿安装打孔方法及打孔机器人.pdf
本发明公开了一种GIL支腿安装打孔方法及打孔机器人。所述GIL支腿安装打孔方法主要是使用打孔机器人代替人工打孔,核心步骤是人工划线和打孔机器人打孔;所述打孔机器人主要由多模式行走底盘车1、安装在多模式行走底盘车1上的多关节机器人2、固定在多关节机器人2手臂上的工业视觉系统3以及固定在多关节机器人手臂末端的钻孔机4构成。工人根据GIL施工图纸在GIL隧道内已经硬化好的地面上进行划线、确定膨胀螺栓孔的位置。打孔机器人由移动到工作区,工业视觉系统3拍照定位,多关节机器人2根据工业视觉系统3提供的信息进行智能定位
激光切割打孔装置及切割打孔方法.pdf
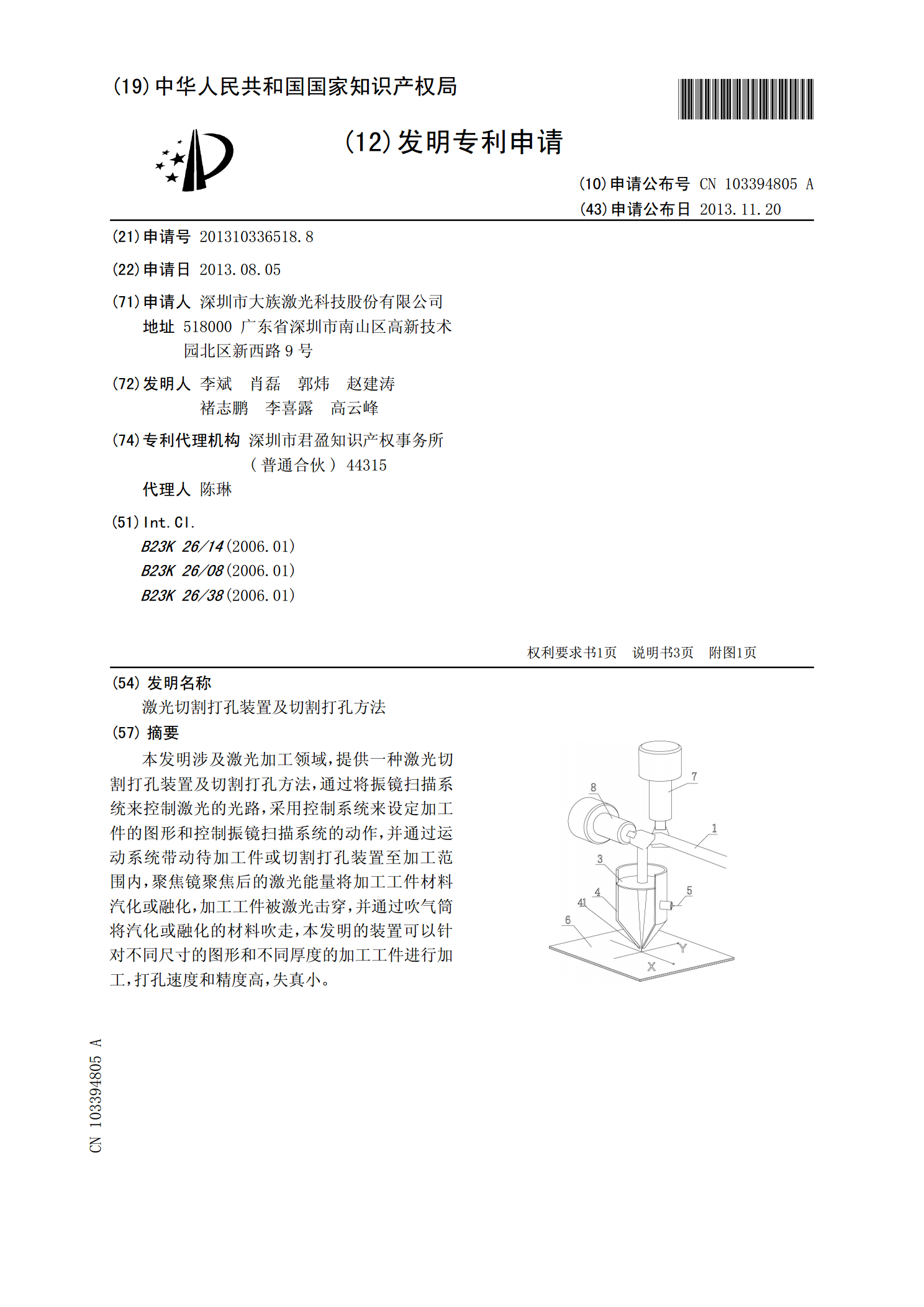
本发明涉及激光加工领域,提供一种激光切割打孔装置及切割打孔方法,通过将振镜扫描系统来控制激光的光路,采用控制系统来设定加工件的图形和控制振镜扫描系统的动作,并通过运动系统带动待加工件或切割打孔装置至加工范围内,聚焦镜聚焦后的激光能量将加工工件材料汽化或融化,加工工件被激光击穿,并通过吹气筒将汽化或融化的材料吹走,本发明的装置可以针对不同尺寸的图形和不同厚度的加工工件进行加工,打孔速度和精度高,失真小。

烟苗移栽打孔机.pdf
一种烟苗移栽打孔机,包括发动机、油门线、离合线、传动软轴、打孔钻头、车架、喷水装置、分动器和钻头安装架;车架包括车轮、车把、横梁、支腿和抬把,在车架上设置有水平仪;钻头安装架包括横杆、固定座和连接杆,两根横杆的末端分别对称设置在所述横梁前端两侧,在每一横杆的前端连接设置有连接杆,连接杆的末端连接设置固定座,打孔钻头设置在所述固定座下方;发动机输出的动力经分动器分为两路输出后分别连接传动软轴,传动软轴穿过固定座后与打孔钻头连接;喷水装置包括水箱、喷水管、水泵和水泵开关。本发明可以一人推着车作业,方便且省力;