
一种高速轨道列车车体喷涂工艺.pdf

猫巷****永安

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高速轨道列车车体喷涂工艺.pdf
本发明公开了一种高速轨道列车车体喷涂工艺,包括以下步骤:对车体表面进行预处理,使车体表面的待涂装面干净无尘、无锈、无油脂;对车体表面喷涂/滚涂底层漆,底层漆为白刚玉砂粒,使粗糙度达到8~15μm,并干燥30分钟;在底层漆表面喷涂/滚涂中涂层漆,所述中涂层漆为脂肪族聚氨酯玻璃鳞片漆,干燥0.5?1.5小时后连续在中涂层漆上喷涂三遍聚氨酯罩光清漆。采用本发明有效提高了高速列车车体表面涂层的机械性能。
一种高速列车车轮喷涂工艺.pdf
本发明公开了一种高速列车车轮喷涂工艺,包括以下步骤:a.对车轮进行加热,并进行喷粉,喷粉完成后对车轮依次进行固化处理、冷却处理和打磨处理;b.在a步骤完成后,对车轮表面喷涂/滚涂底层漆,底层漆为白刚玉砂粒,使粗糙度达到8~15μm,并干燥30分钟;c.在b步骤完成后对车轮进行机加工处理,加工出连接孔。d.在c步骤完成后在底层漆表面喷涂/滚涂中涂层漆,所述中涂层漆为脂肪族聚氨酯玻璃鳞片漆,干燥0.5?1.5小时后连续在中涂层漆上喷涂三遍聚氨酯罩光清漆。采用本发明有效保护了车轮,提高车轮的使用寿命。
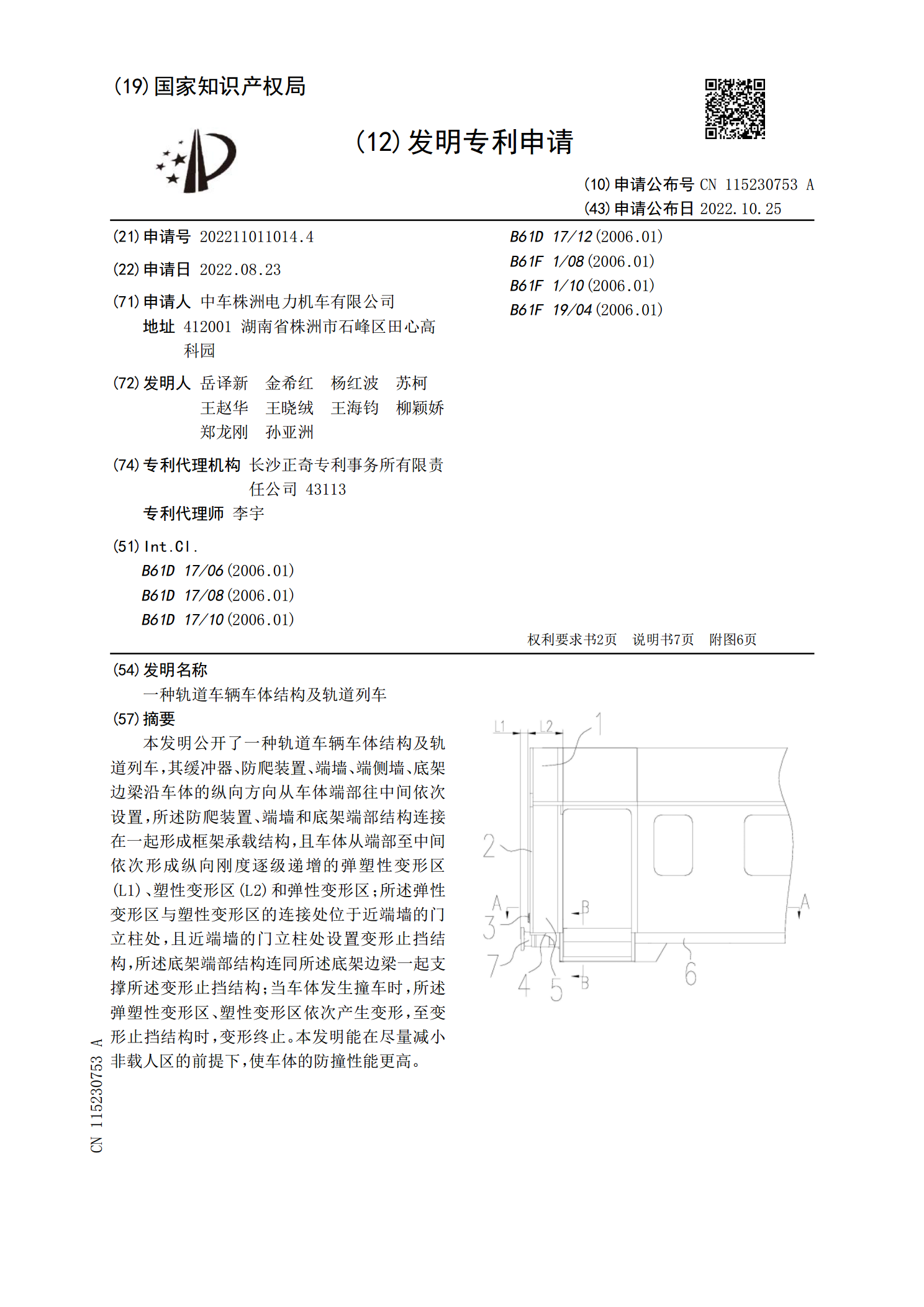
一种轨道车辆车体结构及轨道列车.pdf
本发明公开了一种轨道车辆车体结构及轨道列车,其缓冲器、防爬装置、端墙、端侧墙、底架边梁沿车体的纵向方向从车体端部往中间依次设置,所述防爬装置、端墙和底架端部结构连接在一起形成框架承载结构,且车体从端部至中间依次形成纵向刚度逐级递增的弹塑性变形区(L1)、塑性变形区(L2)和弹性变形区;所述弹性变形区与塑性变形区的连接处位于近端墙的门立柱处,且近端墙的门立柱处设置变形止挡结构,所述底架端部结构连同所述底架边梁一起支撑所述变形止挡结构;当车体发生撞车时,所述弹塑性变形区、塑性变形区依次产生变形,至变形止挡结构
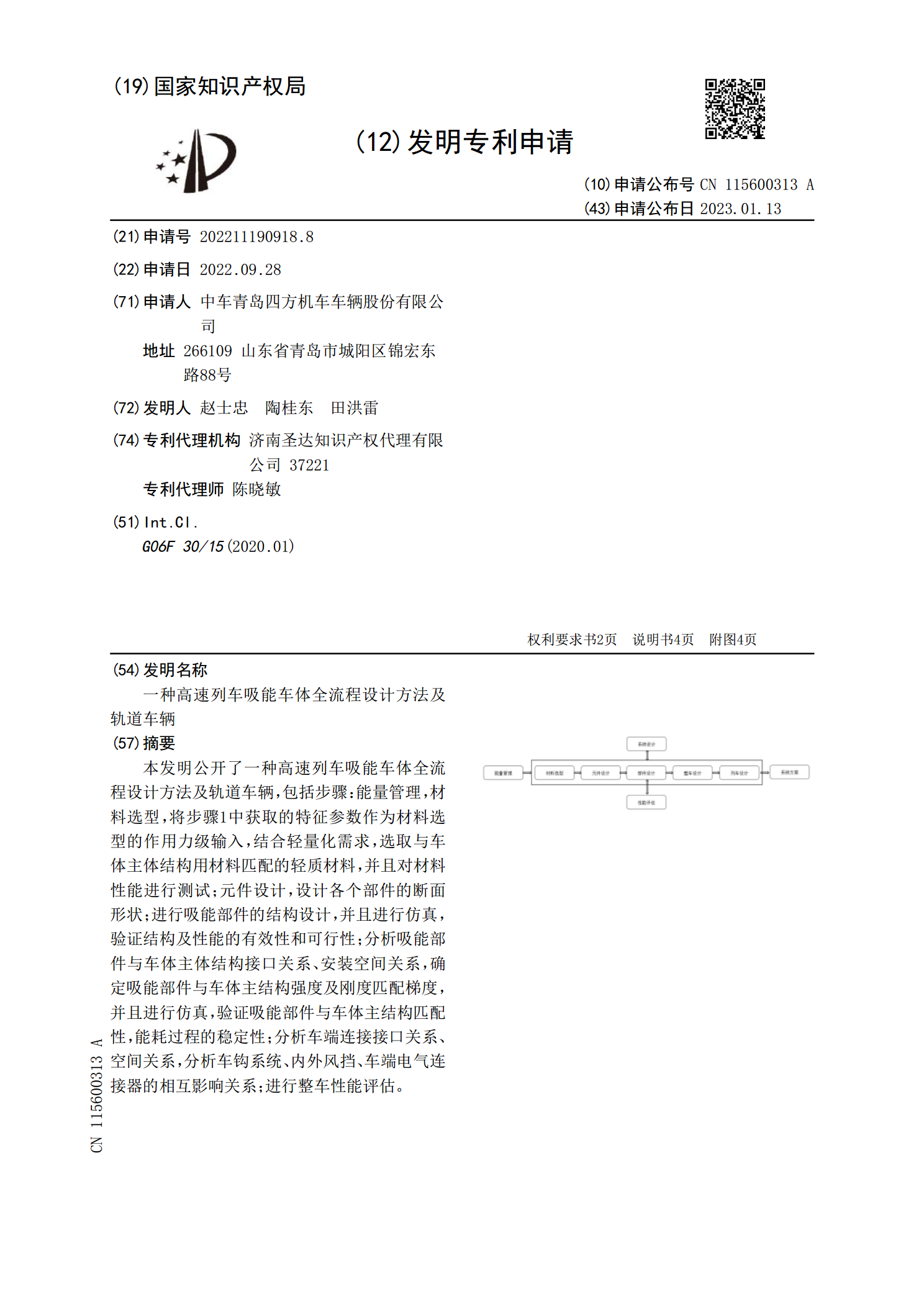
一种高速列车吸能车体全流程设计方法及轨道车辆.pdf
本发明公开了一种高速列车吸能车体全流程设计方法及轨道车辆,包括步骤:能量管理,材料选型,将步骤1中获取的特征参数作为材料选型的作用力级输入,结合轻量化需求,选取与车体主体结构用材料匹配的轻质材料,并且对材料性能进行测试;元件设计,设计各个部件的断面形状;进行吸能部件的结构设计,并且进行仿真,验证结构及性能的有效性和可行性;分析吸能部件与车体主体结构接口关系、安装空间关系,确定吸能部件与车体主结构强度及刚度匹配梯度,并且进行仿真,验证吸能部件与车体主结构匹配性,能耗过程的稳定性;分析车端连接接口关系、空间关
高速列车车体用铝合金型材的生产工艺.pdf
4�0�������LAFT轻�合�金�加�工�技�术2009,Vol.37,!3高速列车车体用铝合金型材的生产工艺叶朋飞1,王�煜2,吕庆玉2,李大鹏2(1.青岛海源合金新材料有限公司,山东青岛266300;2.丛林铝材有限责任公司,山东龙口265705)摘要:300km�h高速列车车体用铝合金型材的研究与生产是一项高技术工程。车体铝合金型材具有大型(长度大于10m)、大断面、薄壁、扁宽等特征,并且对其力学性能、焊接性能、抗腐蚀性和尺寸精度的要求都比较高。所以生产车体型材不仅需要优良的工艺技术,而且对企