
一种三氯蔗糖废弃蔗糖乙酸酯的工业回收方法.pdf

Ch****75


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种三氯蔗糖废弃蔗糖乙酸酯的工业回收方法.pdf
本发明涉及一种三氯蔗糖废弃蔗糖乙酸酯的工业回收方法,利用三氯蔗糖生产中产生的废弃蔗糖乙酸酯在碱性/甲醇体系中经过醇解反应得到蔗糖和乙酸甲酯,通过精馏分离回收乙酸甲酯,之后通过降温结晶得到蔗糖,碱性母液循环利用,蔗糖回收率可达98%以上,该法不仅将危险废弃物碱解为原料蔗糖重复使用,同时使蔗糖‑6‑乙酸酯合成精制过程不产生任何废物,从而降低了三氯蔗糖生产成本,减少污染,保护了环境。
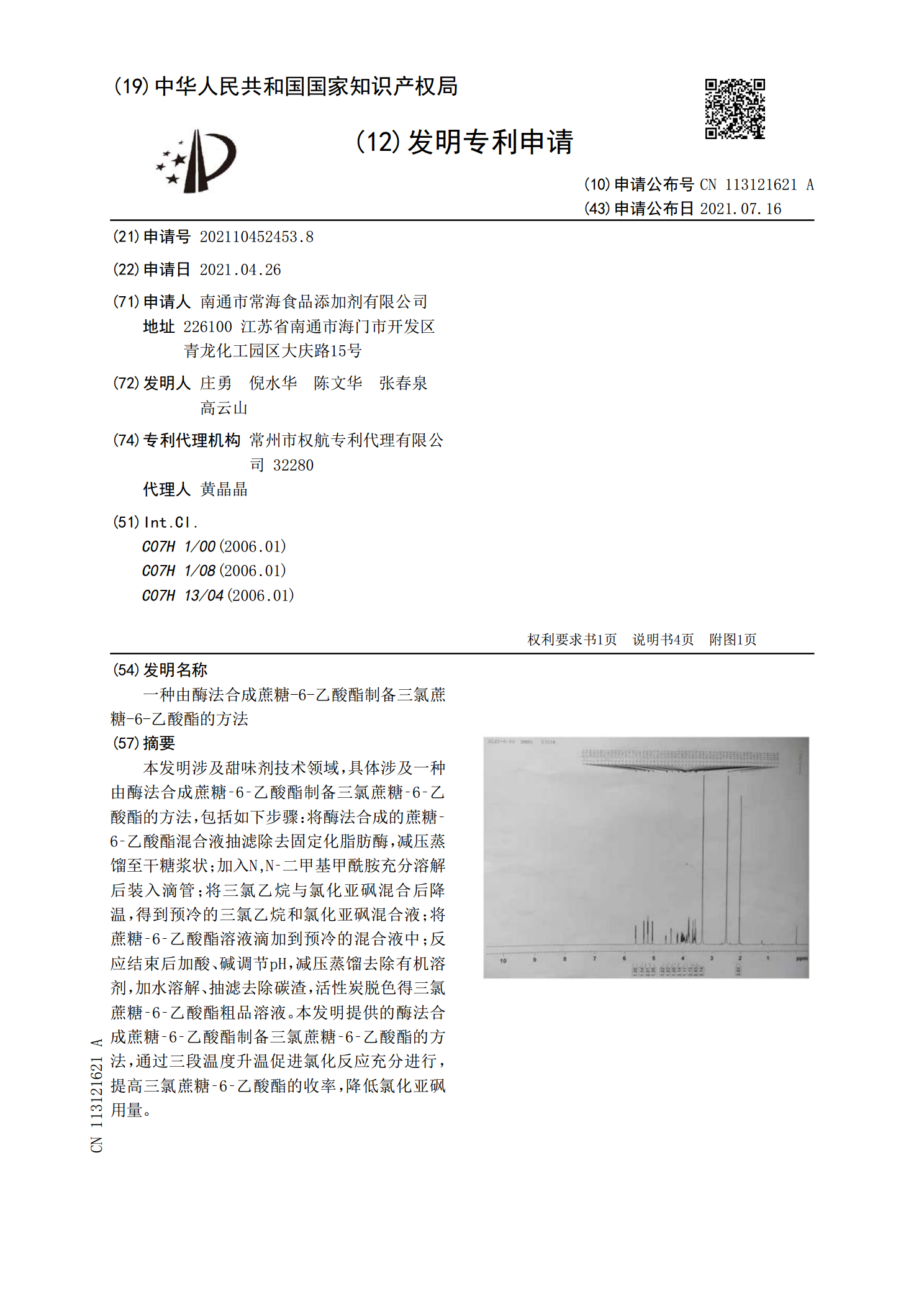
一种由酶法合成蔗糖-6-乙酸酯制备三氯蔗糖-6-乙酸酯的方法.pdf
本发明涉及甜味剂技术领域,具体涉及一种由酶法合成蔗糖‑6‑乙酸酯制备三氯蔗糖‑6‑乙酸酯的方法,包括如下步骤:将酶法合成的蔗糖‑6‑乙酸酯混合液抽滤除去固定化脂肪酶,减压蒸馏至干糖浆状;加入N,N‑二甲基甲酰胺充分溶解后装入滴管;将三氯乙烷与氯化亚砜混合后降温,得到预冷的三氯乙烷和氯化亚砜混合液;将蔗糖‑6‑乙酸酯溶液滴加到预冷的混合液中;反应结束后加酸、碱调节pH,减压蒸馏去除有机溶剂,加水溶解、抽滤去除碳渣,活性炭脱色得三氯蔗糖‑6‑乙酸酯粗品溶液。本发明提供的酶法合成蔗糖‑6‑乙酸酯制备三氯蔗糖‑6

三氯蔗糖‑6‑乙酸酯的合成工艺.pdf
三氯蔗糖‑6‑乙酸酯的合成工艺,其特征在于,主要包括以下步骤:(1)采用酶‑化学联合法制备蔗糖‑6‑乙酸酯;(2)Vilsmeier试剂的制备;(3)蔗糖‑6‑乙酸酯和Vilsmeier试剂反应生成三氯蔗糖‑6‑乙酸酯。本发明通过酶‑化学联合法制备蔗糖‑6‑乙酸酯,不仅步骤简单,还不会污染环境;再通过直接将蔗糖‑6‑乙酸酯和Vilsmeier试剂直接反应,通过调节pH,使反应保持在最佳状态,从而提高产物三氯蔗糖‑6‑乙酸酯的产率;缩短了反应步骤,节约了成本。
一种由蔗糖-6-乙酸酯制备三氯蔗糖及其后续纯化的方法.pdf
本发明公开了一种由蔗糖‑6‑乙酸酯制备三氯蔗糖及其后续纯化的方法,取蔗糖‑6‑乙酸酯进行高温氯代反应,氯代反应后减压脱除氯代反应溶剂得到的浆状物,用醇类溶剂溶解后得到物料一;将物料一及氨气一起通入第一微通道反应器,控制反应温度,得到物料二;将物料二与水通入第二微通道反应器,控制反应温度,得到物料三;物料三进行静止分层,得到物料三有机溶剂层和物料三水层;物料三水层用醇类溶剂萃取得到的物料四,经静止分层得到物料四有机溶剂层,与物料三有机溶剂层合并后,经减压蒸馏脱除部分溶剂、降温结晶,即得到三氯蔗糖。本发明大大
一种改进的三氯蔗糖-6-乙酸酯的制备方法.pdf
本发明公开了一种改进的三氯蔗糖‑6‑乙酸酯的制备方法,包括以下步骤:1)向容器中加入三氯乙烷和氯化亚砜,三氯乙烷与氯化亚砜摩尔比为3.2~4.2:1;2)加入蔗糖‑6‑乙酸酯的DMF定溶液,3)反应液加热至68℃~71℃,然后进行梯度升温:升温至90℃,98℃~101℃,109℃~112℃,每段升温时间>1h,温度到达后保温1‑2h,制得的三氯蔗糖‑6‑乙酸酯O‑烷基氯盐反应液;4)制得的反应液经氨水调节至pH为10.0,再经酸中和后可得到三氯蔗糖‑6‑乙酸酯。本发明的有益效果:本发明功地提高了产率,三