
一种装配式密封材料可拆卸装置及其批量制作方法.pdf

韶敏****ab

1/10
2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种装配式密封材料可拆卸装置及其批量制作方法.pdf
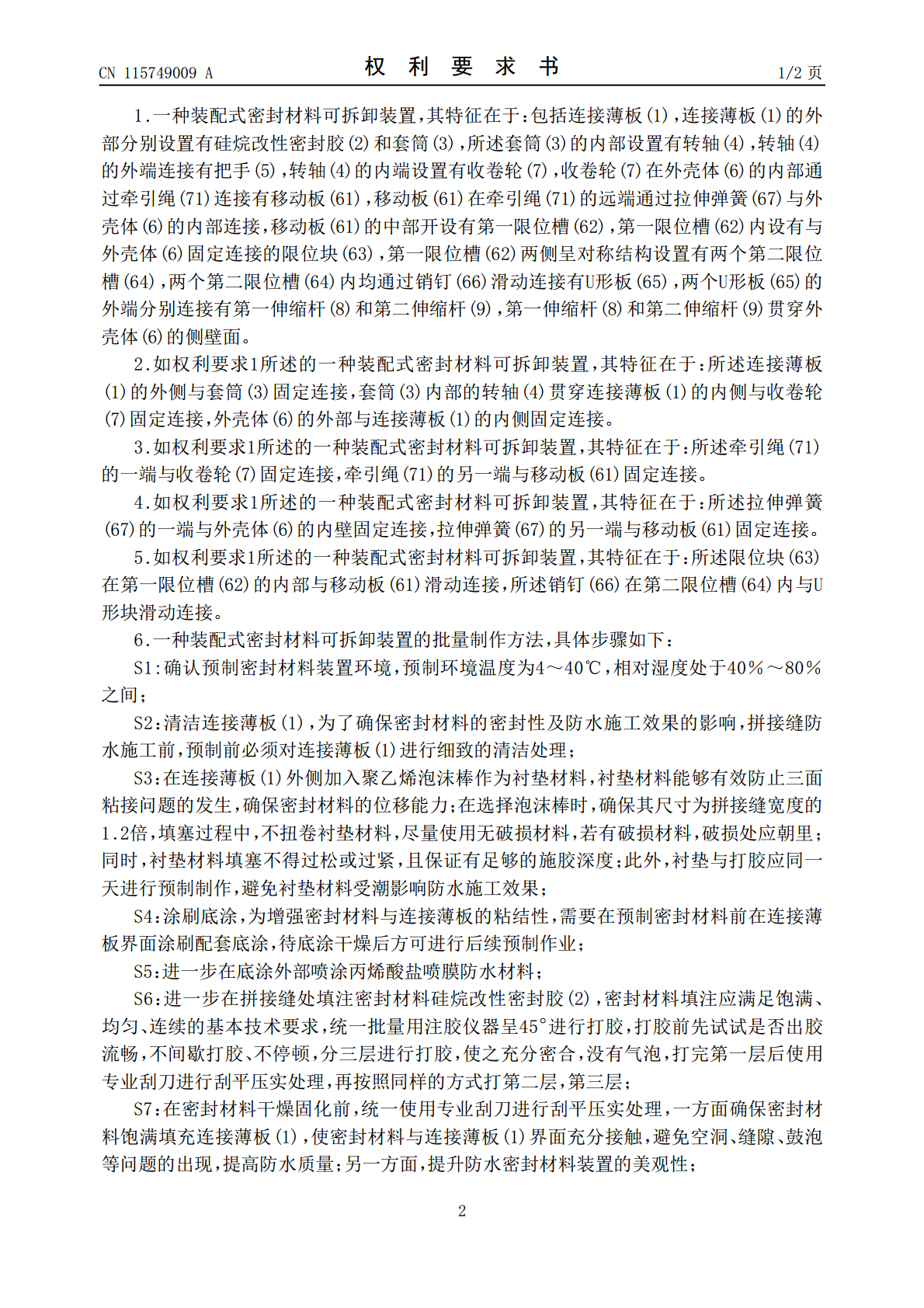
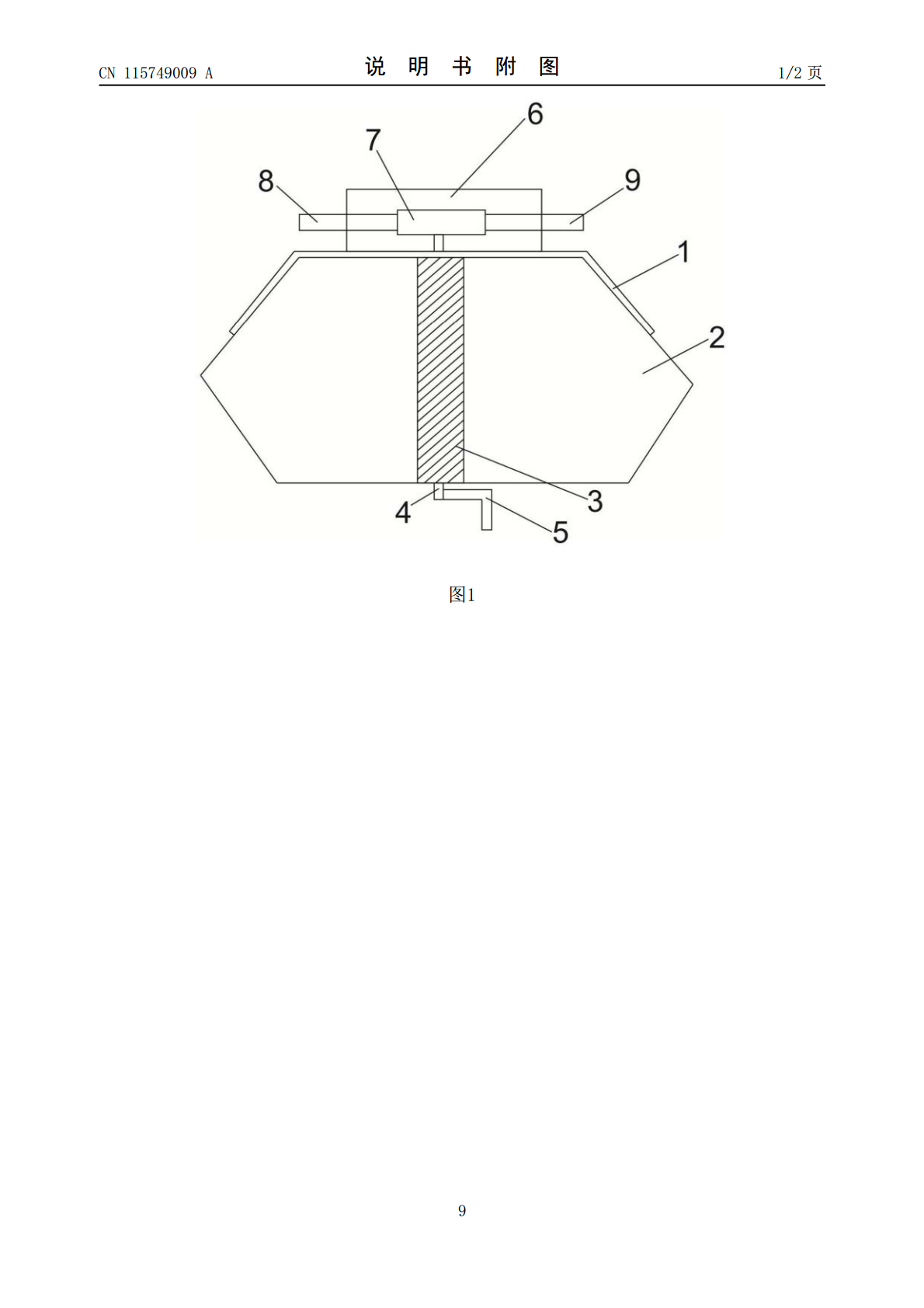
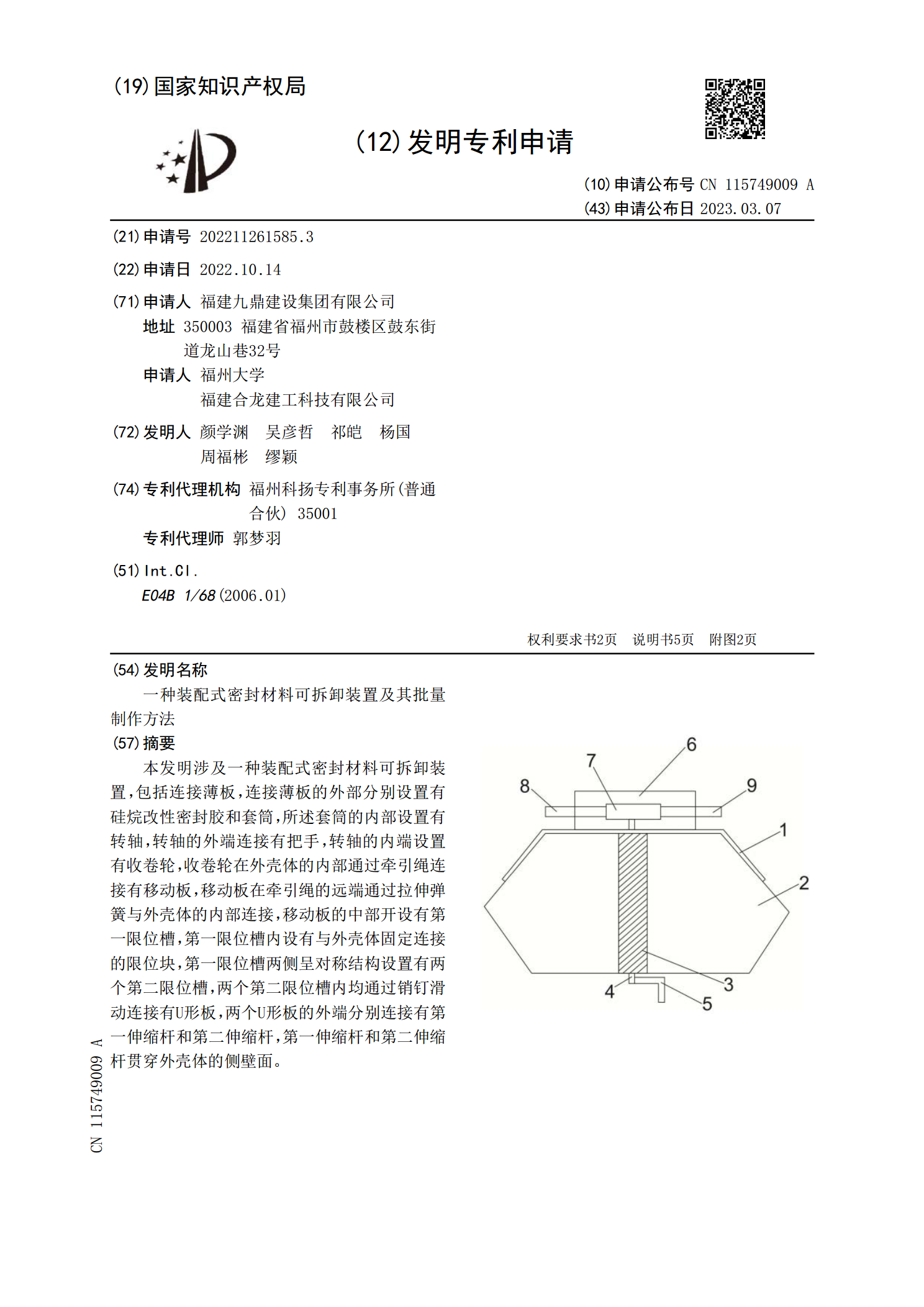
本发明涉及一种装配式密封材料可拆卸装置,包括连接薄板,连接薄板的外部分别设置有硅烷改性密封胶和套筒,所述套筒的内部设置有转轴,转轴的外端连接有把手,转轴的内端设置有收卷轮,收卷轮在外壳体的内部通过牵引绳连接有移动板,移动板在牵引绳的远端通过拉伸弹簧与外壳体的内部连接,移动板的中部开设有第一限位槽,第一限位槽内设有与外壳体固定连接的限位块,第一限位槽两侧呈对称结构设置有两个第二限位槽,两个第二限位槽内均通过销钉滑动连接有U形板,两个U形板的外端分别连接有第一伸缩杆和第二伸缩杆,第一伸缩杆和第二伸缩杆贯穿外壳
一种装配式铝合金模板斜撑可拆卸支点装置.pdf
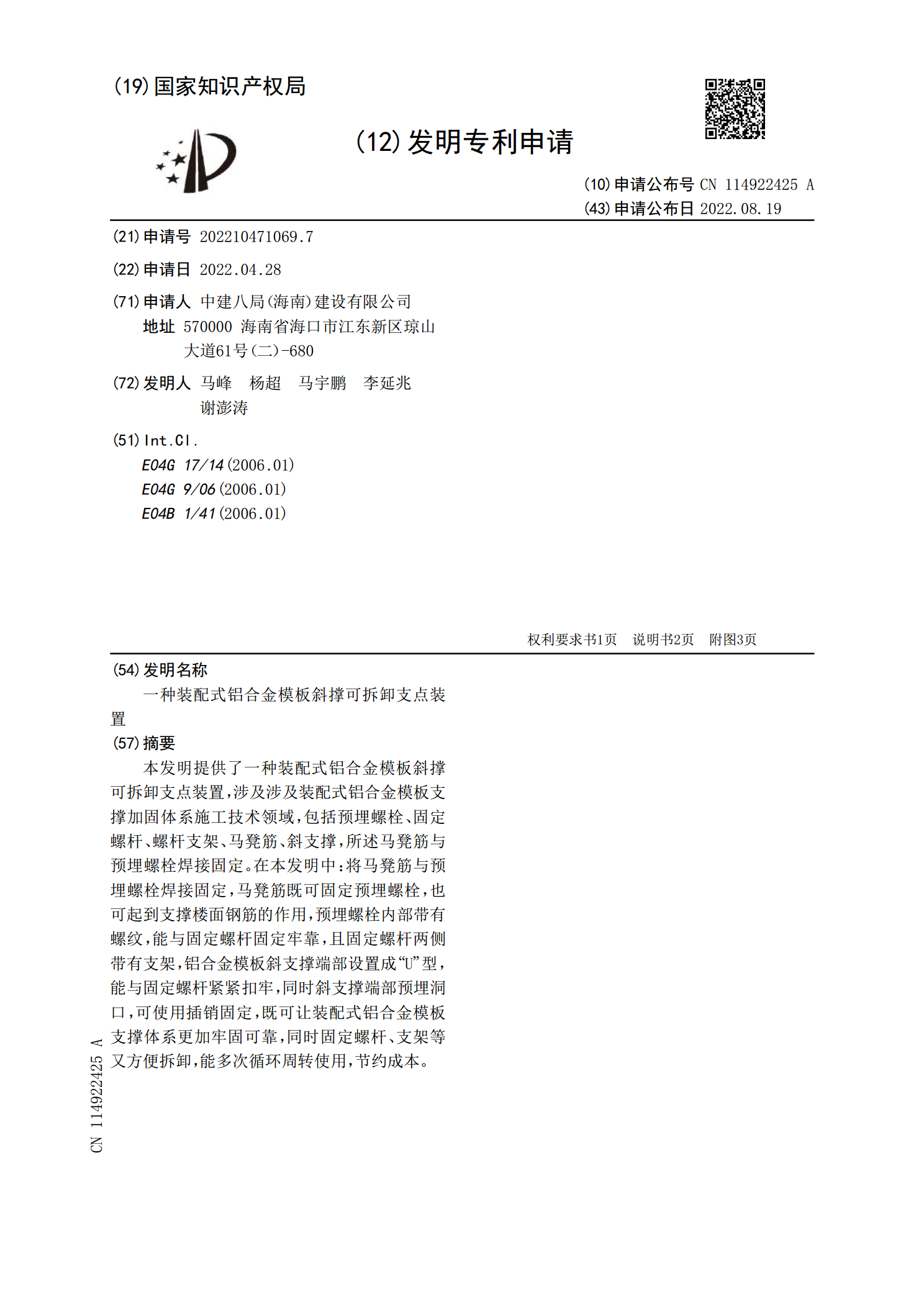
本发明提供了一种装配式铝合金模板斜撑可拆卸支点装置,涉及涉及装配式铝合金模板支撑加固体系施工技术领域,包括预埋螺栓、固定螺杆、螺杆支架、马凳筋、斜支撑,所述马凳筋与预埋螺栓焊接固定。在本发明中:将马凳筋与预埋螺栓焊接固定,马凳筋既可固定预埋螺栓,也可起到支撑楼面钢筋的作用,预埋螺栓内部带有螺纹,能与固定螺杆固定牢靠,且固定螺杆两侧带有支架,铝合金模板斜支撑端部设置成“U”型,能与固定螺杆紧紧扣牢,同时斜支撑端部预埋洞口,可使用插销固定,既可让装配式铝合金模板支撑体系更加牢固可靠,同时固定螺杆、支架等又方便

一种装配式临时道路及其制作方法.pdf
一种装配式临时道路及其制作方法,所述道路包括自上而下依次设置的钢板面层、蜂窝降噪层、碎石垫层和土层;钢板面层包括多个预制钢板,相邻预制钢板通过连接件连接;蜂窝降噪层包括预制块,预制块上分布有沿预制块厚度方向贯穿设置的降噪孔,相邻降噪孔之间连接有排水通道,排水通道设置于预制块内部。本发明所述的装配式临时道路结构简单,施工方便,可重复利用,节能环保,在同类型施工现场临时道路中,有着广泛的应用价值和市场前景。

一种可拆卸装配式钢管混凝土柱及其施工方法.pdf
本发明提供了一种可拆卸装配钢管混凝土柱及施工方法,包括钢管混凝土柱预制件、拼接组件和钢板。所述钢管混凝土柱预制件包括钢管混凝土柱段和预埋在钢管混凝土柱段中的连接件;所述拼接组件包括H型钢和两个分别焊接在所H型钢上下两端的端板,所述端板上预留有若干螺栓孔,所述H型钢包括腹板和两个翼缘板,所述腹板开设有通孔;所述钢板有两个且开有穿孔;所述钢管混凝土柱预制件与所述端板通过螺栓和焊接的连接方式进行安装连接,易实现钢管混凝土柱和连接组件的拆卸和更换。钢管混凝土柱预制件和拼接组件均在工厂内预制,在施工现场仅对连接部位

一种磁性装置及其制作方法.pdf
本发明公开一种磁性装置及其制作方法,其中磁性装置具有在其本体上形成的至少一屏蔽层,其中本体的顶面的至少一部分暴露于屏蔽层,以提供本体内部水分的排出通道,泄漏到体外,从而防止残留水分因热膨胀而使电感变形。