
一种无应力装配的悬臂机匣的制造方法.pdf

是笛****加盟

1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无应力装配的悬臂机匣的制造方法.pdf
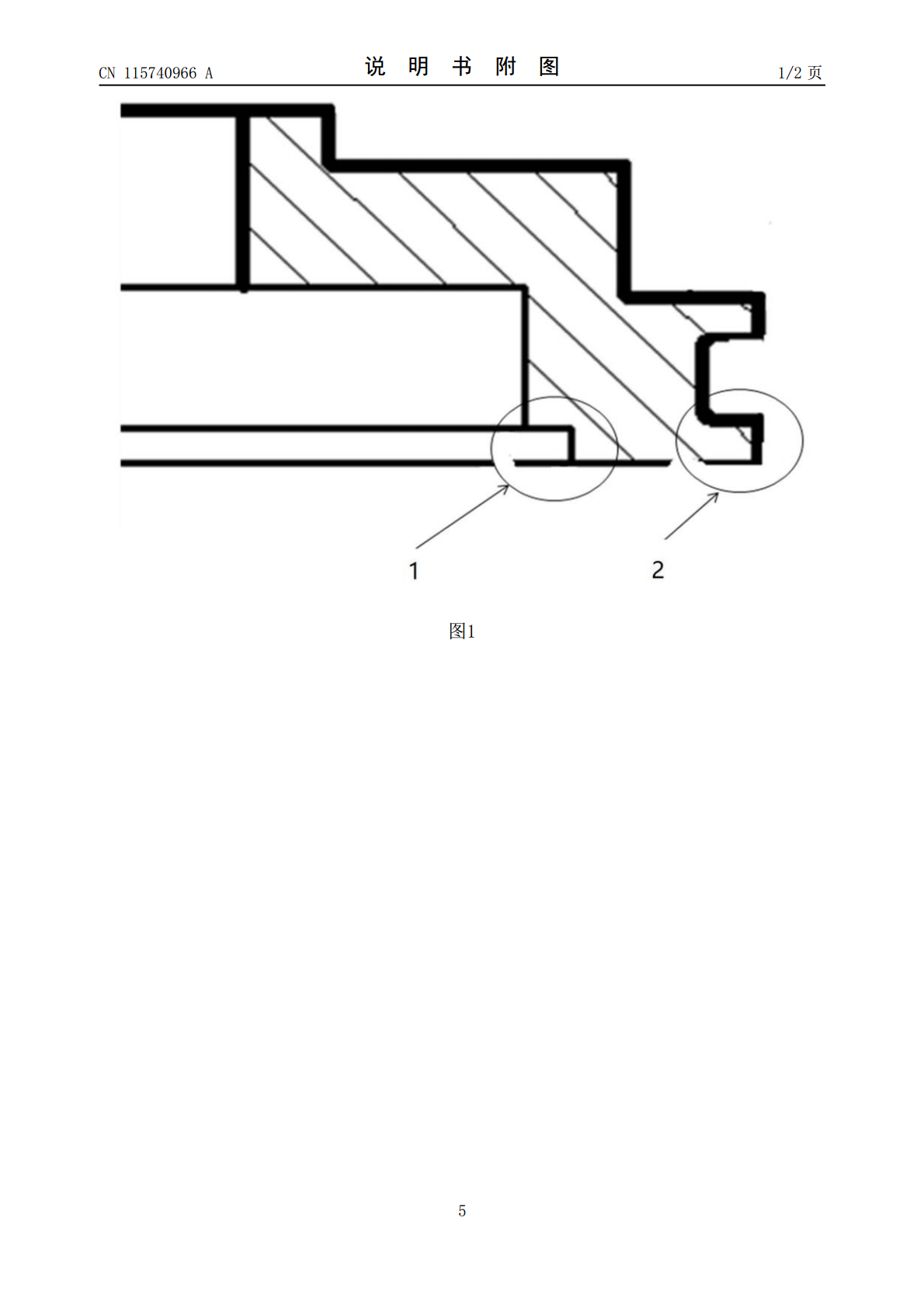
本发明公开了一种无应力装配的悬臂机匣的制造方法,具体步骤如下:步骤一,加工零件,在零件的一端预留工艺边和定位止口;步骤二,利用定位止口定位,粗加工零件另一端,去除零件80%以上余量;步骤三,精加工,轴向压紧零件的工艺边进行精加工;步骤四,精加工后的测量,采用横梁式结构的测具,对悬臂机匣的基准面180°方向上双点定位测量。所述无应力装配的悬臂机匣的制造方法,能够保证悬臂机匣在无需工具碰触与敲击的条件下顺畅配合,极大地提高了航空发动机的工作可靠性。

一种机匣装配偏差建模方法.pdf
本发明适用于航空部件装配偏差分析领域,提供了一种机匣装配偏差建模方法,包括以下步骤:步骤(1):准备好建立机匣尺寸链模型所需的各个关键几何要素的公差要求;步骤(2):基于小位移旋量理论建立机匣各个关键几何要素偏差的旋量模型;步骤(3):将螺栓连接中偏差的传递和法兰面偏差传递相耦合,得到等效旋量模型;步骤(4):将平行度公差对法兰面角度偏差的限制作用引入到机匣三维尺寸链模型中;将平行度公差旋量模型中的角度分量替换机匣法兰面轮廓度旋量模型中的角度分量。本发明所述的机匣装配偏差建模方法,可以表征复杂三维公差在多

一种机匣螺塞的胶接装配方法.pdf
本发明属于航空发动机装配技术领域,特别涉及一种机匣螺塞的胶接装配方法,包括步骤1:表面准备;步骤2:在螺塞和机匣螺孔上涂附胶粘剂;步骤3:将螺塞装配至机匣螺孔内,形成装配后的零件;步骤4:将零件进行固化处理,与现有技术相比,本发明在安装前,螺塞至少旋入旋出一次,可以保证胶液均布在螺纹上;清除螺塞头上多余的胶液,使其不能进入油路中;固化时将螺塞竖直放置,且螺塞外表面朝下,有效的避免了由于多余胶粘剂的残留而造成的油路堵塞。本发明采用合理的步骤,增加了预安装及固化时的科学摆放,有效的保证了螺塞胶接装配后的密封性

涡轮后机匣应力分析.docx
涡轮后机匣应力分析涡轮后机匣应力分析引言:涡轮后机匣承受着高温和高速气流的冲击,是涡轮发动机中一个非常重要的组件。为了确保机匣在工作过程中能够承受这些冲击和挑战,对其应力进行准确的分析和评估显得十分重要。本文将探讨涡轮后机匣的应力分析方法和技术,介绍常见的应力分析模型,并讨论分析结果的应用和意义。一、涡轮后机匣的应力来源涡轮后机匣所承受的应力主要来自两个方面:高温和高速气流的冲击。高温会导致机匣材料的热膨胀和变形,而高速气流则对机匣产生冲击力和压力。这些应力来源使得机匣处于高度复杂的应力环境下,需要进行准
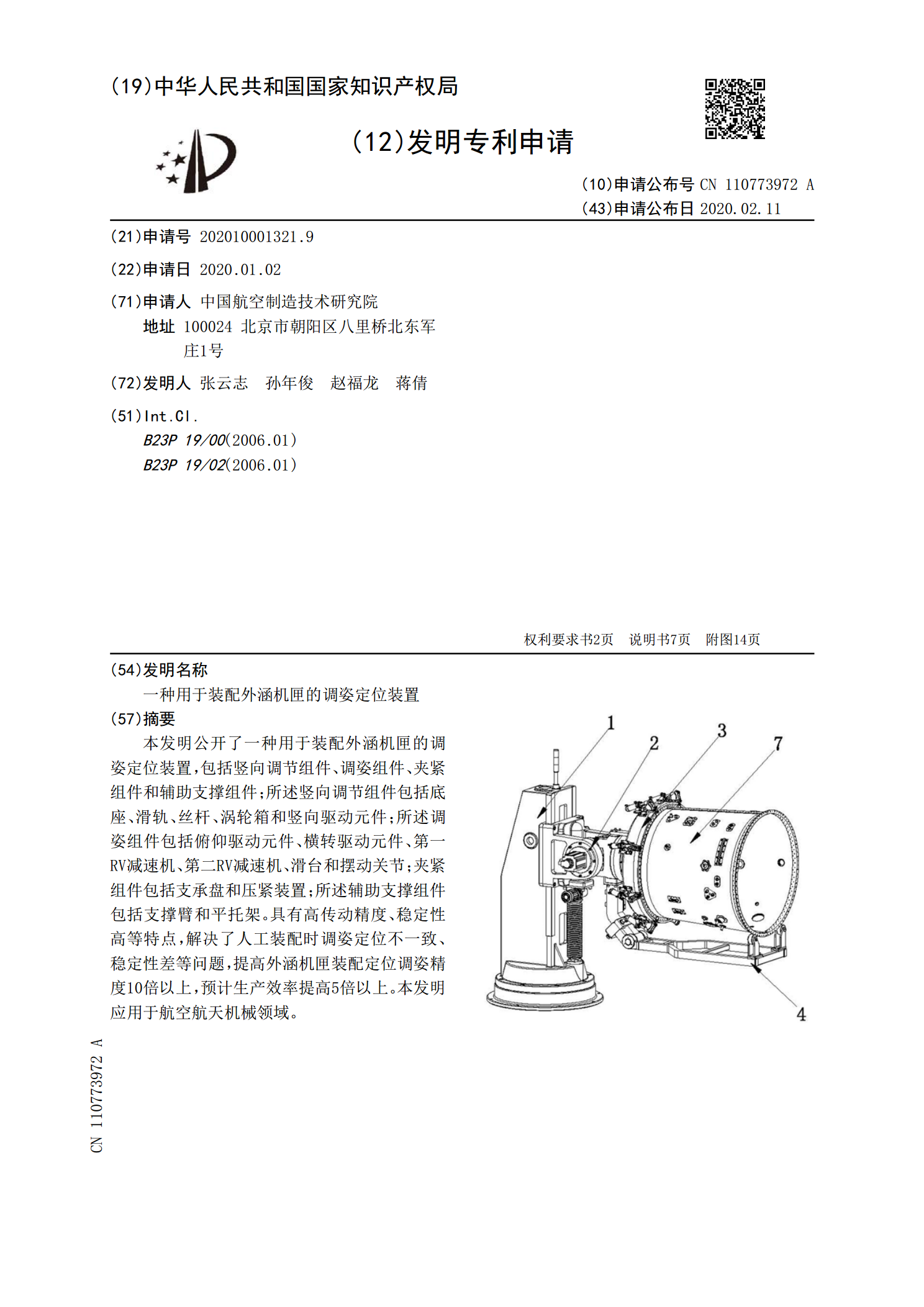
一种用于装配外涵机匣的调姿定位装置.pdf
本发明公开了一种用于装配外涵机匣的调姿定位装置,包括竖向调节组件、调姿组件、夹紧组件和辅助支撑组件;所述竖向调节组件包括底座、滑轨、丝杆、涡轮箱和竖向驱动元件;所述调姿组件包括俯仰驱动元件、横转驱动元件、第一RV减速机、第二RV减速机、滑台和摆动关节;夹紧组件包括支承盘和压紧装置;所述辅助支撑组件包括支撑臂和平托架。具有高传动精度、稳定性高等特点,解决了人工装配时调姿定位不一致、稳定性差等问题,提高外涵机匣装配定位调姿精度10倍以上,预计生产效率提高5倍以上。本发明应用于航空航天机械领域。