
回收废催化剂中镍的方法.pdf

猫巷****提格

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
回收废催化剂中镍的方法.pdf
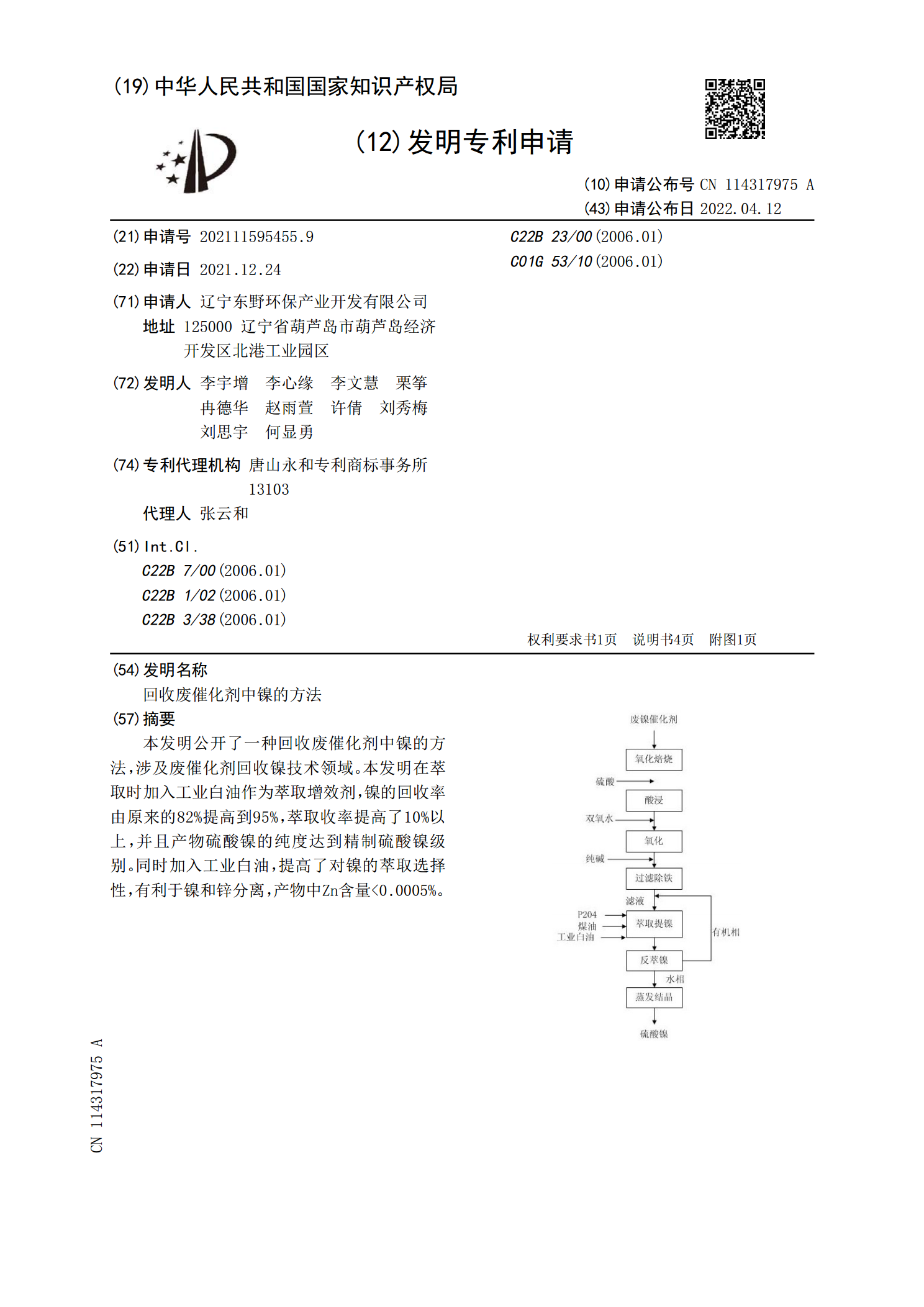
本发明公开了一种回收废催化剂中镍的方法,涉及废催化剂回收镍技术领域。本发明在萃取时加入工业白油作为萃取增效剂,镍的回收率由原来的82%提高到95%,萃取收率提高了10%以上,并且产物硫酸镍的纯度达到精制硫酸镍级别。同时加入工业白油,提高了对镍的萃取选择性,有利于镍和锌分离,产物中Zn含量

废镍催化剂回收方法的探讨.docx
废镍催化剂回收方法的探讨废镍催化剂回收方法的探讨摘要:废镍催化剂是一种重要的工业催化剂,其高价值成分对环境和资源的保护具有重要意义。本文将探讨废镍催化剂的回收方法,包括物理分离、化学处理和高温还原等。同时通过对比各种方法的优缺点,提出了一种综合应用的废镍催化剂回收方案。1.引言废镍催化剂是由于使用寿命到期或者活性丧失而变为废品的催化剂。废镍催化剂中含有大量的镍元素,而镍是一种宝贵的金属资源,对于其回收利用具有重要意义。目前,废镍催化剂的回收利用主要有物理分离、化学处理和高温还原等方法,各具特点。2.物理分
石油炼化废催化剂中回收钒钼镍铝的方法.pdf
本发明提供了石油炼化废催化剂中回收钒钼镍铝的方法,包括以下步骤:A)将废催化剂进行真空热解,得到脱油固废和重油;B)将所述脱油固废进行磨矿,将得到的磨矿后渣进行脱硫脱碳焙烧,得到焙砂;C)将所述焙砂进行钠化焙烧,将得到的钠化熟料进行水浸,得到钒钼溶液和镍铝渣;D)将所述钒钼溶液和所述镍铝渣分别进行处理,以实现钒、钼、镍、铝的回收。本发明解决了工业上废催化剂处理温度不可控、处理效果差异大的问题;大大降低了钠化焙烧过程中添加剂的用量;使得废催化剂中含油得以回收,大大减少常规燃烧产生的环境污染、能源浪费的问题。
回收废催化剂中钒的方法.pdf
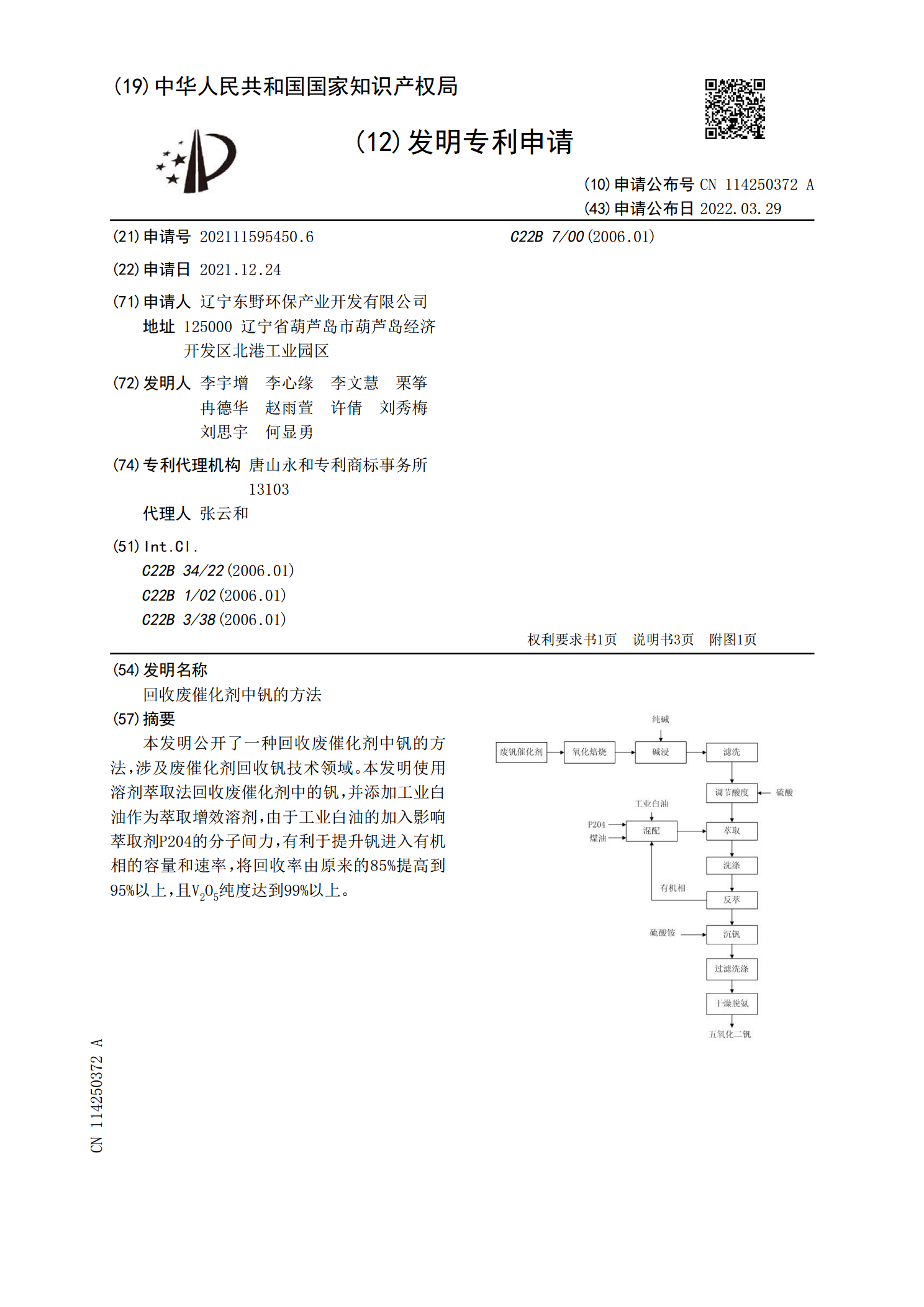
本发明公开了一种回收废催化剂中钒的方法,涉及废催化剂回收钒技术领域。本发明使用溶剂萃取法回收废催化剂中的钒,并添加工业白油作为萃取增效溶剂,由于工业白油的加入影响萃取剂P204的分子间力,有利于提升钒进入有机相的容量和速率,将回收率由原来的85%提高到95%以上,且V
一种废镍催化剂回收制备氢氧化镍的方法.pdf
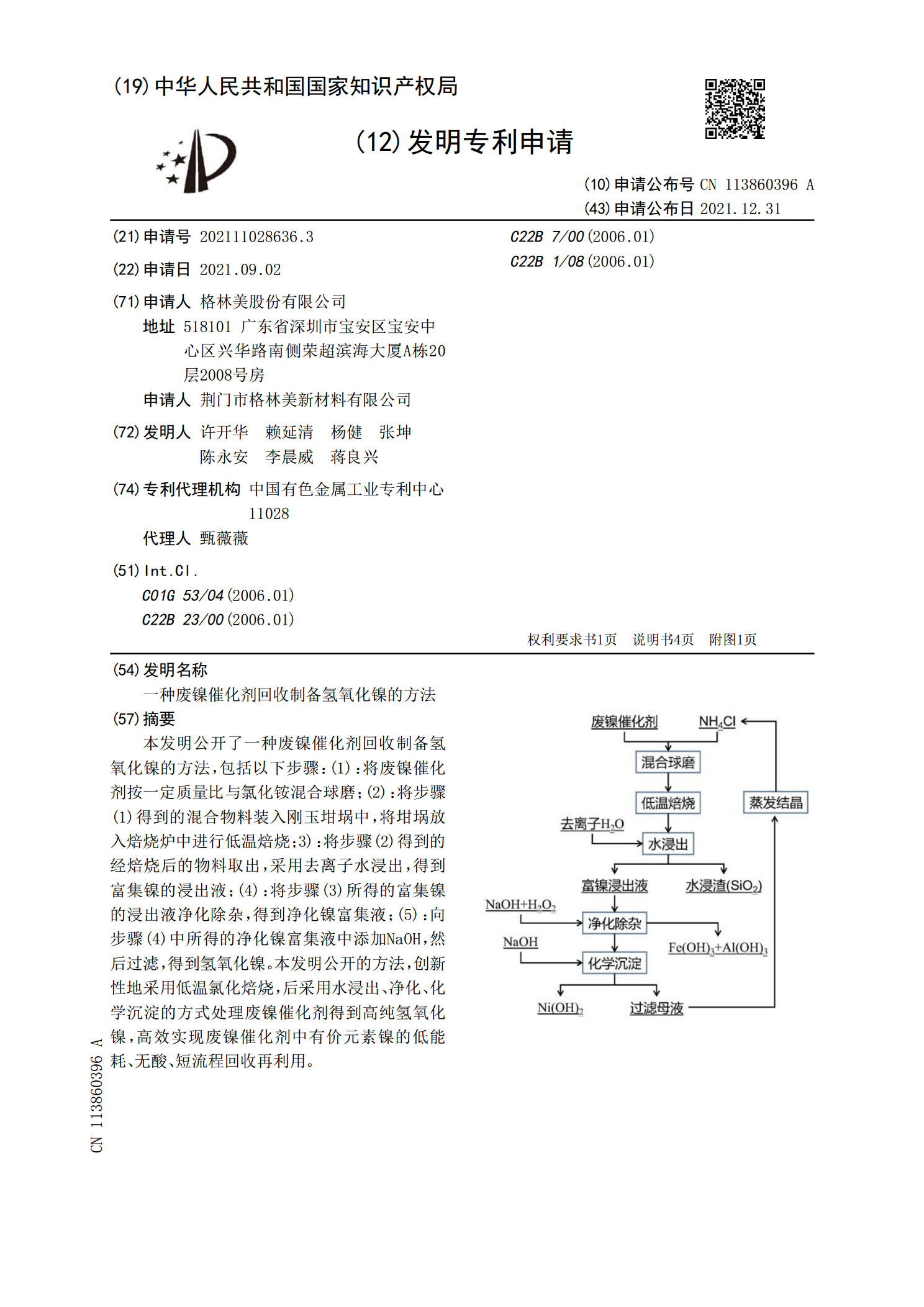
本发明公开了一种废镍催化剂回收制备氢氧化镍的方法,包括以下步骤:(1):将废镍催化剂按一定质量比与氯化铵混合球磨;(2):将步骤(1)得到的混合物料装入刚玉坩埚中,将坩埚放入焙烧炉中进行低温焙烧;3):将步骤(2)得到的经焙烧后的物料取出,采用去离子水浸出,得到富集镍的浸出液;(4):将步骤(3)所得的富集镍的浸出液净化除杂,得到净化镍富集液;(5):向步骤(4)中所得的净化镍富集液中添加NaOH,然后过滤,得到氢氧化镍。本发明公开的方法,创新性地采用低温氯化焙烧,后采用水浸出、净化、化学沉淀的方式处理废