
自动焊接加工装置和焊接加工方法.pdf

森林****来了

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动焊接加工装置和焊接加工方法.pdf
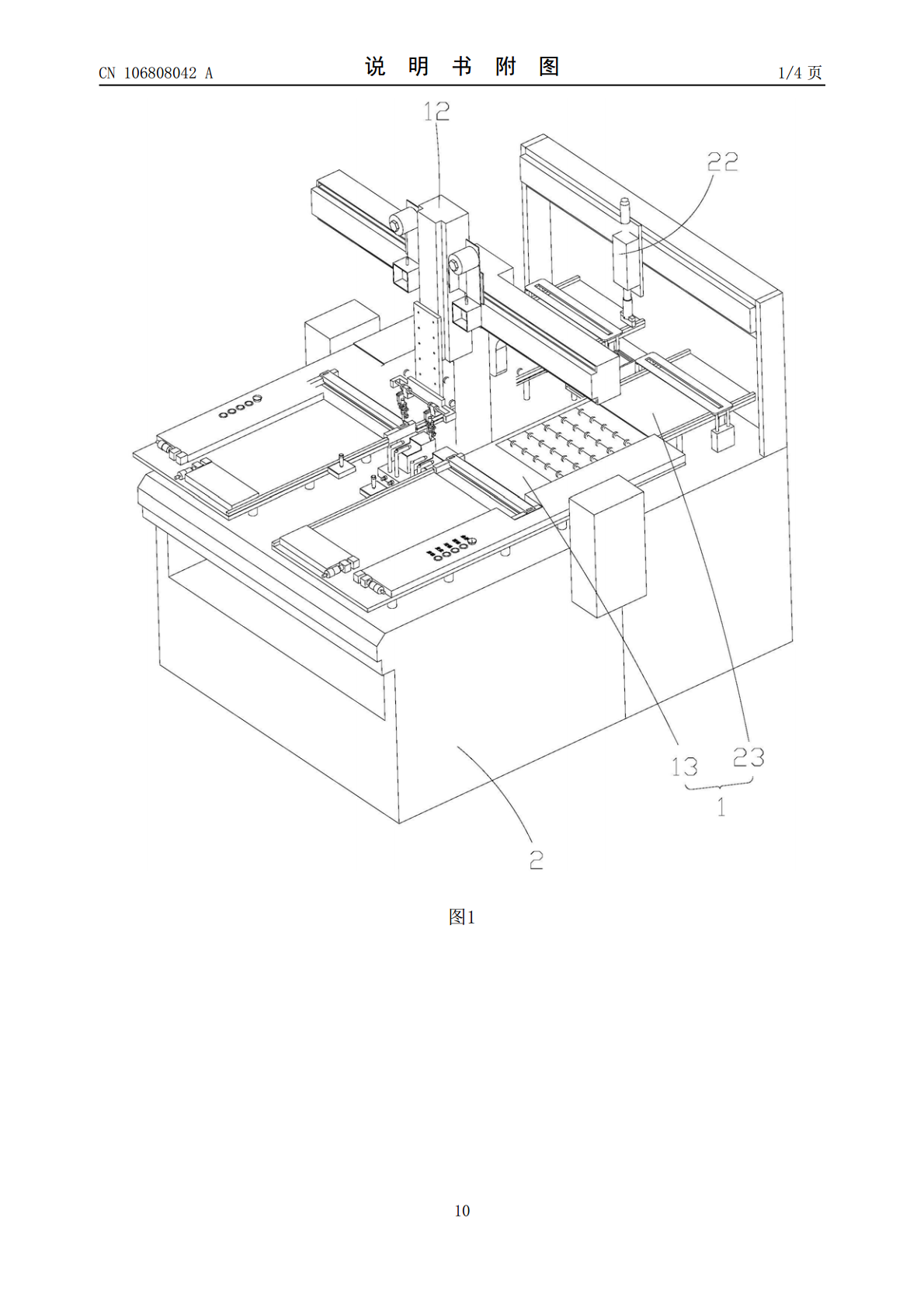
本发明涉及机械加工的技术领域,提供了自动焊接加工装置和焊接加工方法,其中自动焊接加工装置包括多个工作台、焊接架和清洗架,焊接架包括第一焊接滑轨,第一焊接滑轨上滑动安装有焊接结构,焊接结构下端设有纵向伸缩的焊接头;清洗架包括清洗滑轨,清洗滑轨上滑动安装有清洗结构,清洗下端设有纵向伸缩的清洗头,焊接滑轨与清洗滑轨沿PCB上料方向前后设置。自动焊接机通过可滑动的焊接结构对多个工作台上的PCB依次进行焊接,焊接完成后的PCB沿工作台滑动,再通过可滑动的清洗结构对多个工作台上的PCB依次进行清洗,在较小的作业区域内
加工待钎焊接头的方法、加工钎焊接头的方法和主动钎焊接头.pdf
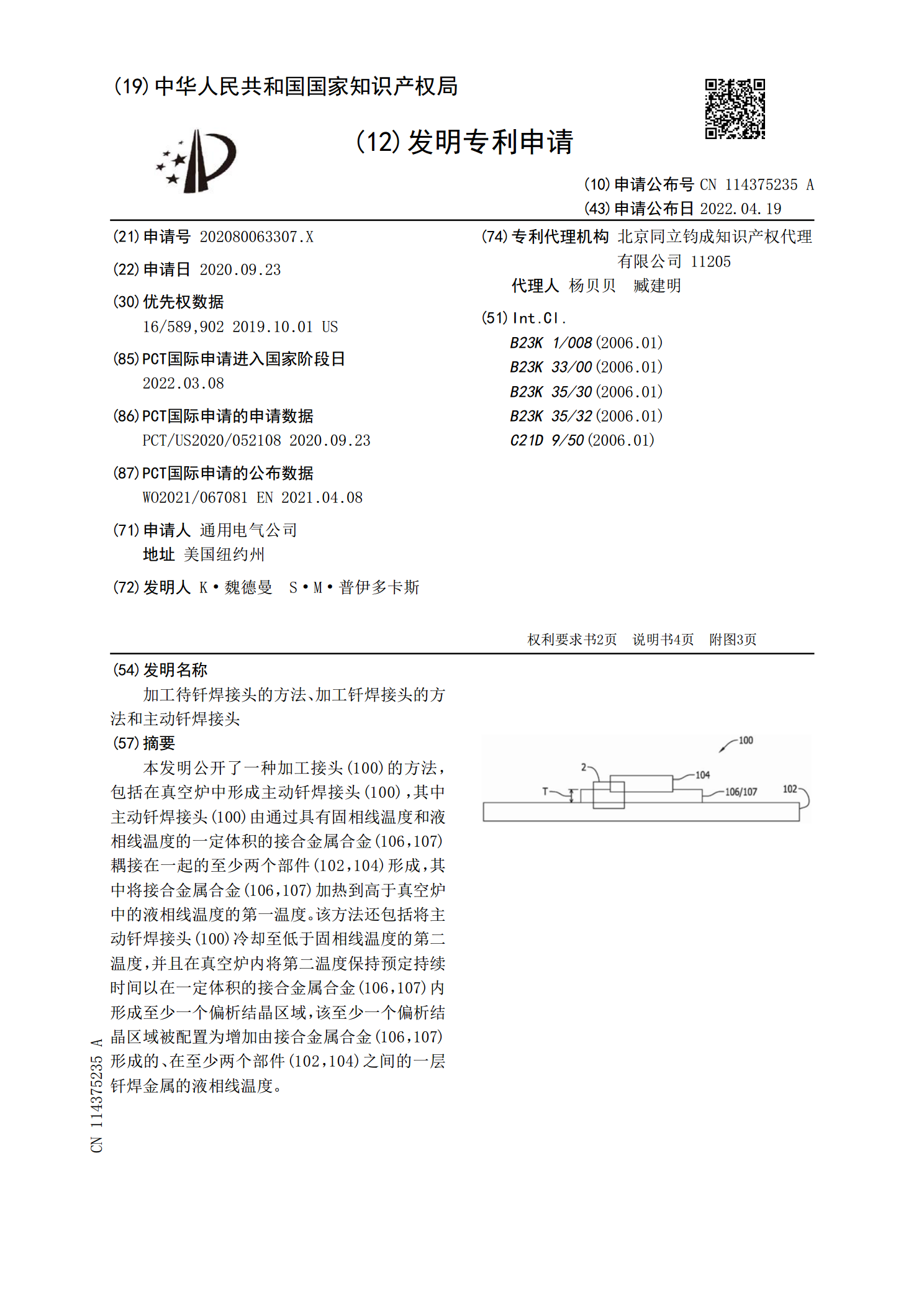
本发明公开了一种加工接头(100)的方法,包括在真空炉中形成主动钎焊接头(100),其中主动钎焊接头(100)由通过具有固相线温度和液相线温度的一定体积的接合金属合金(106,107)耦接在一起的至少两个部件(102,104)形成,其中将接合金属合金(106,107)加热到高于真空炉中的液相线温度的第一温度。该方法还包括将主动钎焊接头(100)冷却至低于固相线温度的第二温度,并且在真空炉内将第二温度保持预定持续时间以在一定体积的接合金属合金(106,107)内形成至少一个偏析结晶区域,该至少一个偏析结晶区
为焊接工序准备自动焊接方法的方法和用于执行自动焊接方法的焊接装置.pdf
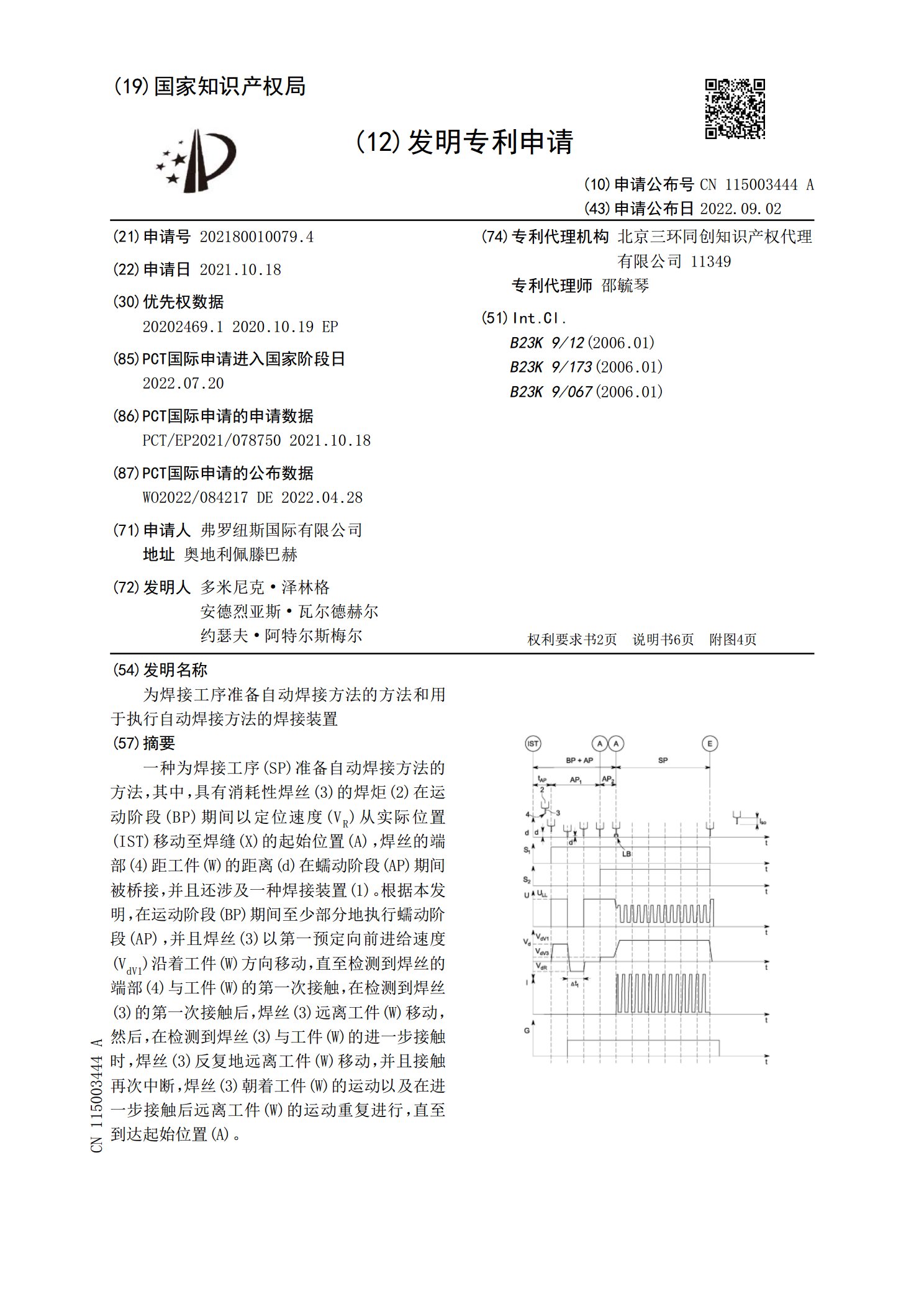
一种为焊接工序(SP)准备自动焊接方法的方法,其中,具有消耗性焊丝(3)的焊炬(2)在运动阶段(BP)期间以定位速度(V<base:Sub>R</base:Sub>)从实际位置(IST)移动至焊缝(X)的起始位置(A),焊丝的端部(4)距工件(W)的距离(d)在蠕动阶段(AP)期间被桥接,并且还涉及一种焊接装置(1)。根据本发明,在运动阶段(BP)期间至少部分地执行蠕动阶段(AP),并且焊丝(3)以第一预定向前进给速度(V<base:Sub>dV1</base:Sub>)沿着工件(W)方向移动,直至检测到
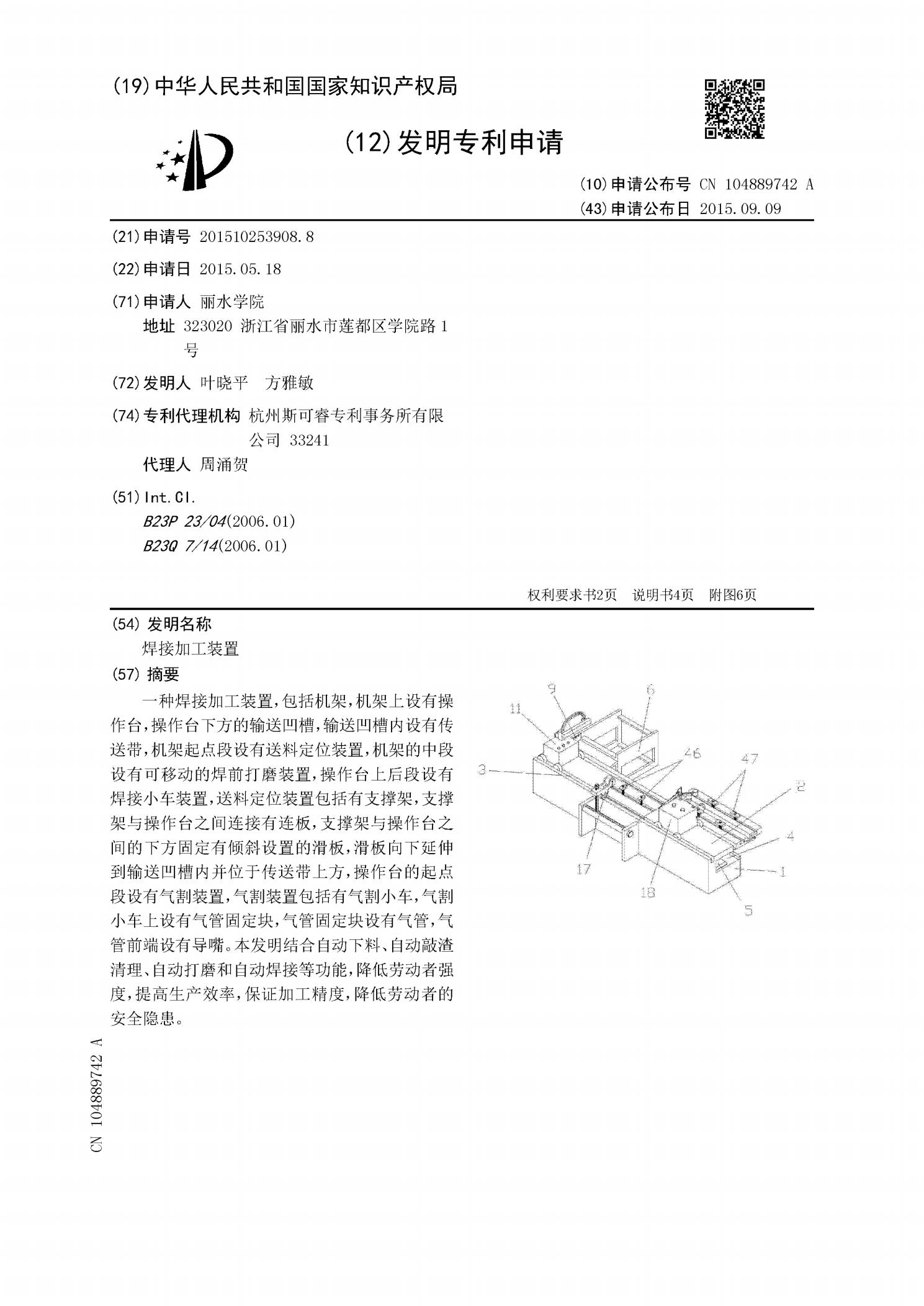
焊接加工装置.pdf
一种焊接加工装置,包括机架,机架上设有操作台,操作台下方的输送凹槽,输送凹槽内设有传送带,机架起点段设有送料定位装置,机架的中段设有可移动的焊前打磨装置,操作台上后段设有焊接小车装置,送料定位装置包括有支撑架,支撑架与操作台之间连接有连板,支撑架与操作台之间的下方固定有倾斜设置的滑板,滑板向下延伸到输送凹槽内并位于传送带上方,操作台的起点段设有气割装置,气割装置包括有气割小车,气割小车上设有气管固定块,气管固定块设有气管,气管前端设有导嘴。本发明结合自动下料、自动敲渣清理、自动打磨和自动焊接等功能,降低劳
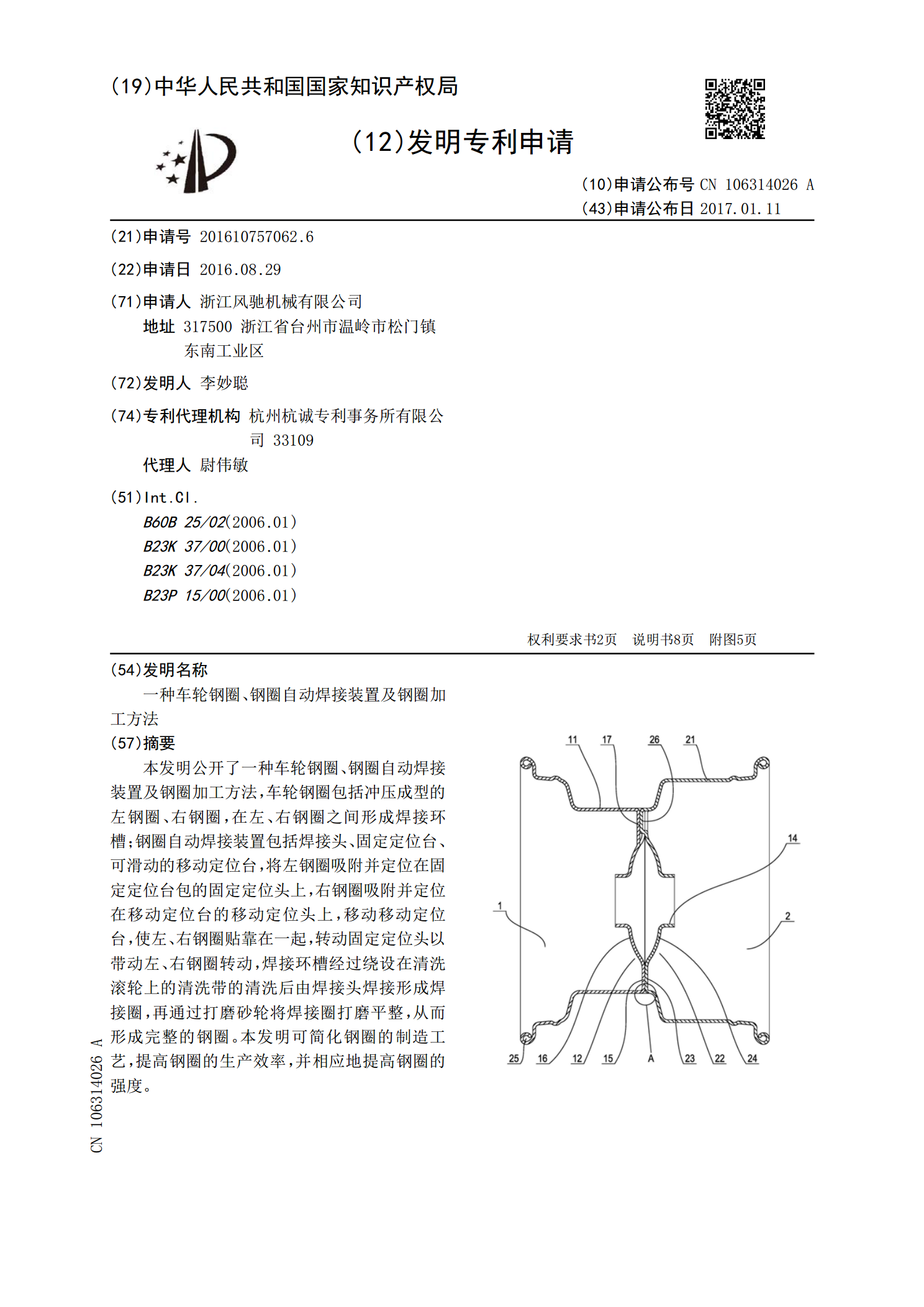
一种车轮钢圈、钢圈自动焊接装置及钢圈加工方法.pdf
本发明公开了一种车轮钢圈、钢圈自动焊接装置及钢圈加工方法,车轮钢圈包括冲压成型的左钢圈、右钢圈,在左、右钢圈之间形成焊接环槽;钢圈自动焊接装置包括焊接头、固定定位台、可滑动的移动定位台,将左钢圈吸附并定位在固定定位台包的固定定位头上,右钢圈吸附并定位在移动定位台的移动定位头上,移动移动定位台,使左、右钢圈贴靠在一起,转动固定定位头以带动左、右钢圈转动,焊接环槽经过绕设在清洗滚轮上的清洗带的清洗后由焊接头焊接形成焊接圈,再通过打磨砂轮将焊接圈打磨平整,从而形成完整的钢圈。本发明可简化钢圈的制造工艺,提高钢圈