
焊接液压油箱的方法.docx

雨巷****碧易


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接液压油箱的方法.docx
焊接液压油箱的方法焊接液压油箱的方法无论在学习、工作或是生活中,大家都经常看到焊接液压油箱的身影吧,以下是小编帮大家整理的焊接液压油箱的方法,欢迎阅读与收藏。焊接液压油箱的方法1油缸是铸铁的,用J506焊接是需要热焊工艺的,做预热后焊接,焊后保温,但是实际上的维修很难有这样的焊接的条件的,不然很容易产生细小裂纹,在使用过程中重新撕裂开。从根本上解决这个焊接是需要在第一遍的焊接就要成功的,不要产生焊接裂纹,焊接后最好做一下着色探伤处理,如果探伤有明显裂纹,要当时就处理掉一般这样的渗漏情况是需要采用冷焊工艺修
一种液压油箱焊接定位工装.pdf
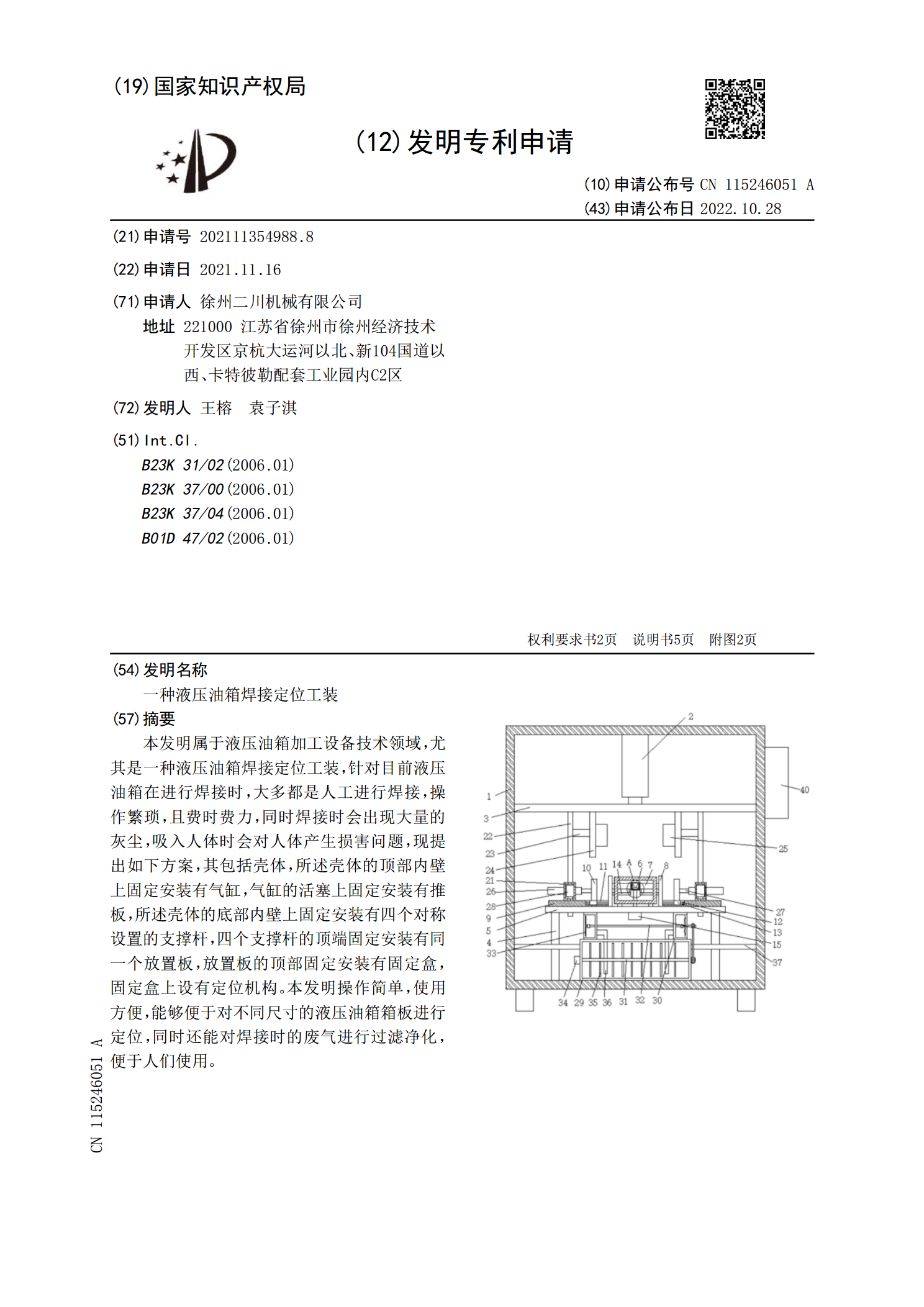
本发明属于液压油箱加工设备技术领域,尤其是一种液压油箱焊接定位工装,针对目前液压油箱在进行焊接时,大多都是人工进行焊接,操作繁琐,且费时费力,同时焊接时会出现大量的灰尘,吸入人体时会对人体产生损害问题,现提出如下方案,其包括壳体,所述壳体的顶部内壁上固定安装有气缸,气缸的活塞上固定安装有推板,所述壳体的底部内壁上固定安装有四个对称设置的支撑杆,四个支撑杆的顶端固定安装有同一个放置板,放置板的顶部固定安装有固定盒,固定盒上设有定位机构。本发明操作简单,使用方便,能够便于对不同尺寸的液压油箱箱板进行定位,同时

液压油箱.pdf
本发明公布一种液压油箱,属于工程机械液压系统技术领域。油箱体上开设有吸油口、回油口;所述油箱体底部开有第一安装通孔,在油箱体底部的第一安装通孔中安装有回油安装座;所述回油安装座中心开有作为回油口的通孔,回油安装座上端套装有回油滤芯,回油滤芯与回油口相通;在所述回油滤芯外侧罩有一个滤筒,滤筒圆周面密布小孔,滤筒与回油滤芯之间留有间隙,滤筒下端与回油安装座上端相抵;所述油箱体上端安装有上盖,上盖抵在回油滤芯和滤筒的上端。本发明简化了油箱箱体结构,降低了油箱油品加注量,成本低,体积小;能够消除大量气泡,延长油品
液压油箱加热装置、液压油箱及工程机械.pdf
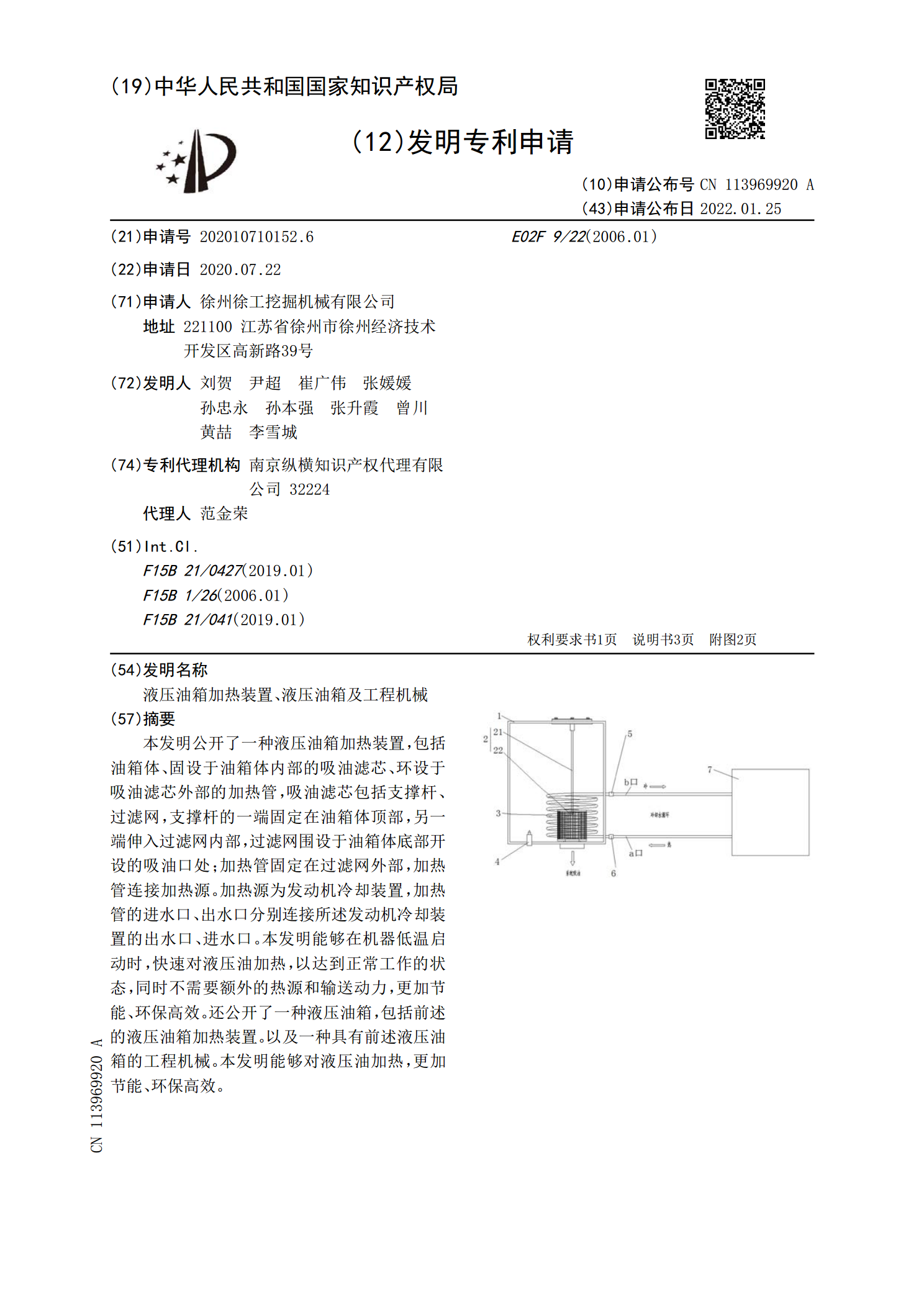
本发明公开了一种液压油箱加热装置,包括油箱体、固设于油箱体内部的吸油滤芯、环设于吸油滤芯外部的加热管,吸油滤芯包括支撑杆、过滤网,支撑杆的一端固定在油箱体顶部,另一端伸入过滤网内部,过滤网围设于油箱体底部开设的吸油口处;加热管固定在过滤网外部,加热管连接加热源。加热源为发动机冷却装置,加热管的进水口、出水口分别连接所述发动机冷却装置的出水口、进水口。本发明能够在机器低温启动时,快速对液压油加热,以达到正常工作的状态,同时不需要额外的热源和输送动力,更加节能、环保高效。还公开了一种液压油箱,包括前述的液压油
液压油箱及设有该液压油箱的液压系统和车辆.pdf
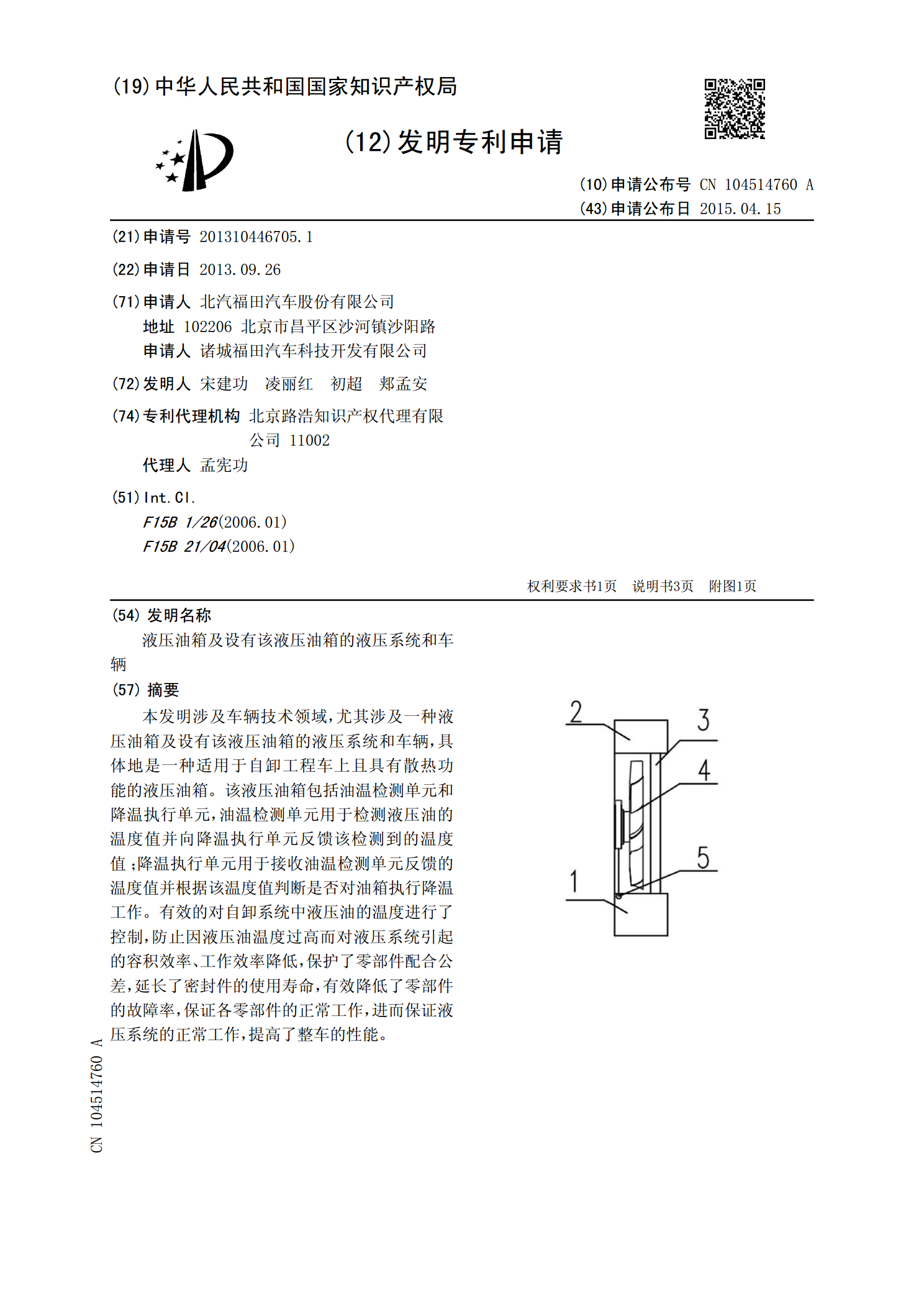
本发明涉及车辆技术领域,尤其涉及一种液压油箱及设有该液压油箱的液压系统和车辆,具体地是一种适用于自卸工程车上且具有散热功能的液压油箱。该液压油箱包括油温检测单元和降温执行单元,油温检测单元用于检测液压油的温度值并向降温执行单元反馈该检测到的温度值;降温执行单元用于接收油温检测单元反馈的温度值并根据该温度值判断是否对油箱执行降温工作。有效的对自卸系统中液压油的温度进行了控制,防止因液压油温度过高而对液压系统引起的容积效率、工作效率降低,保护了零部件配合公差,延长了密封件的使用寿命,有效降低了零部件的故障率,