
一种斗齿加工用斗齿模具.pdf

一吃****天材


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种斗齿加工用斗齿模具.pdf
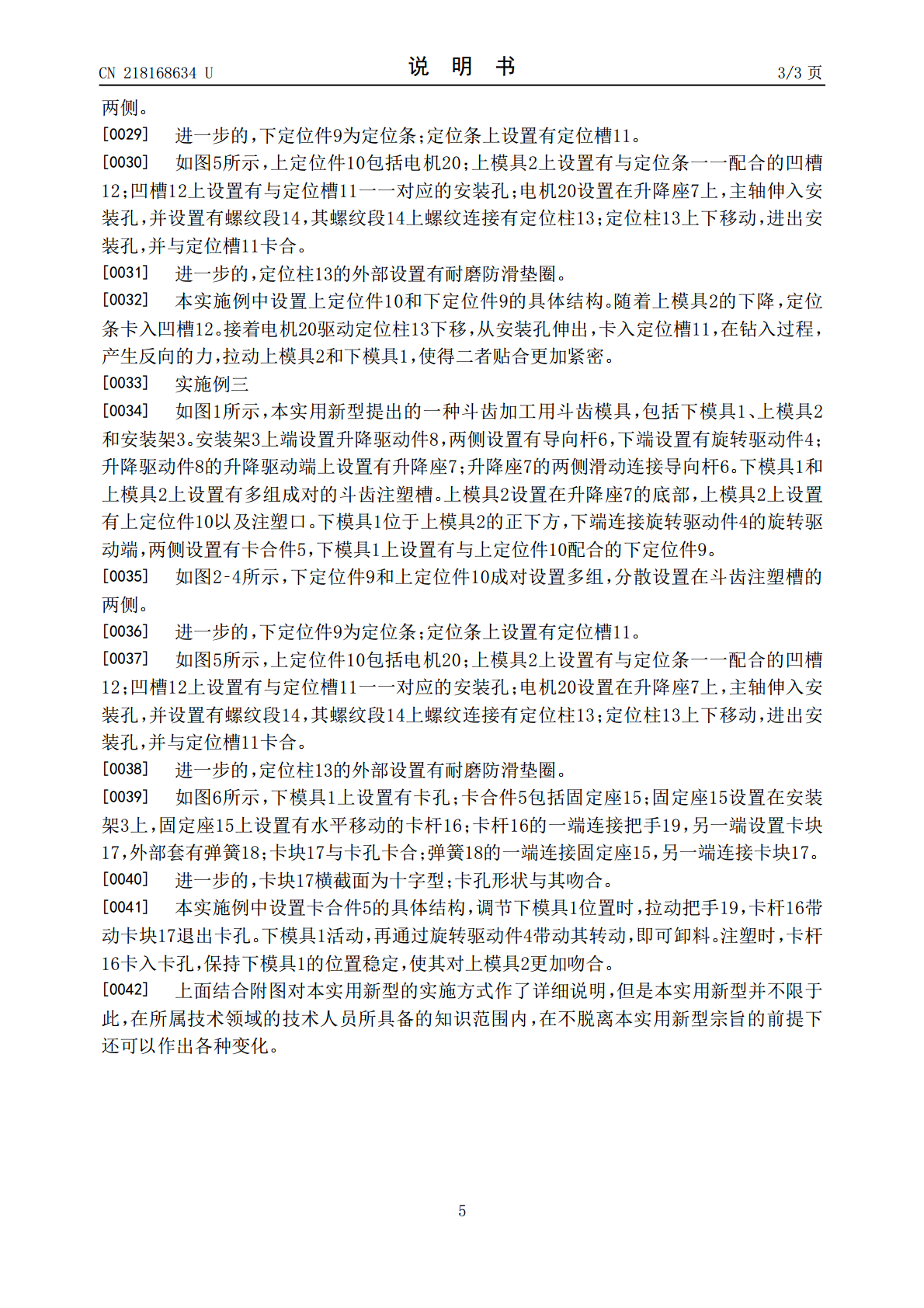
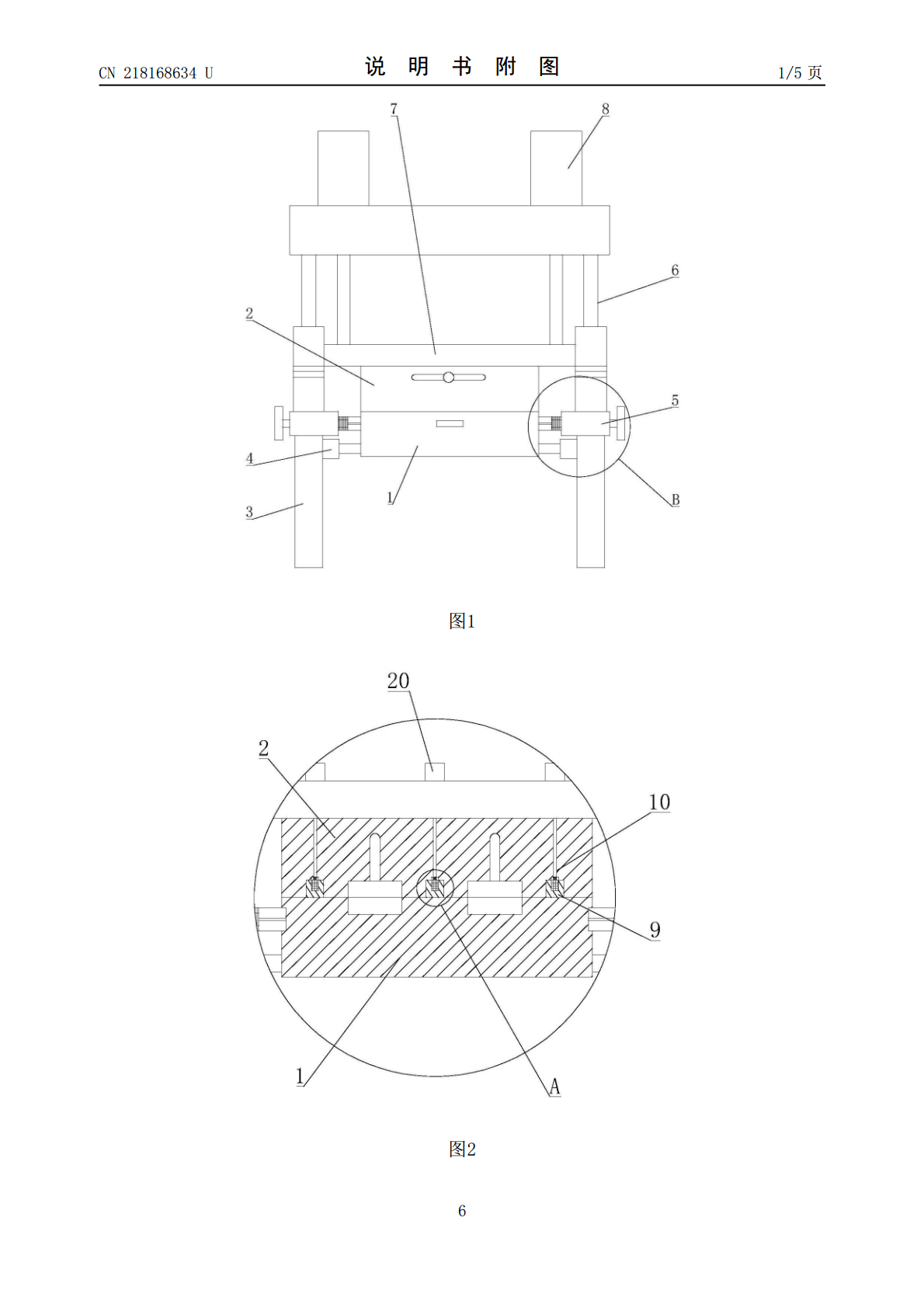
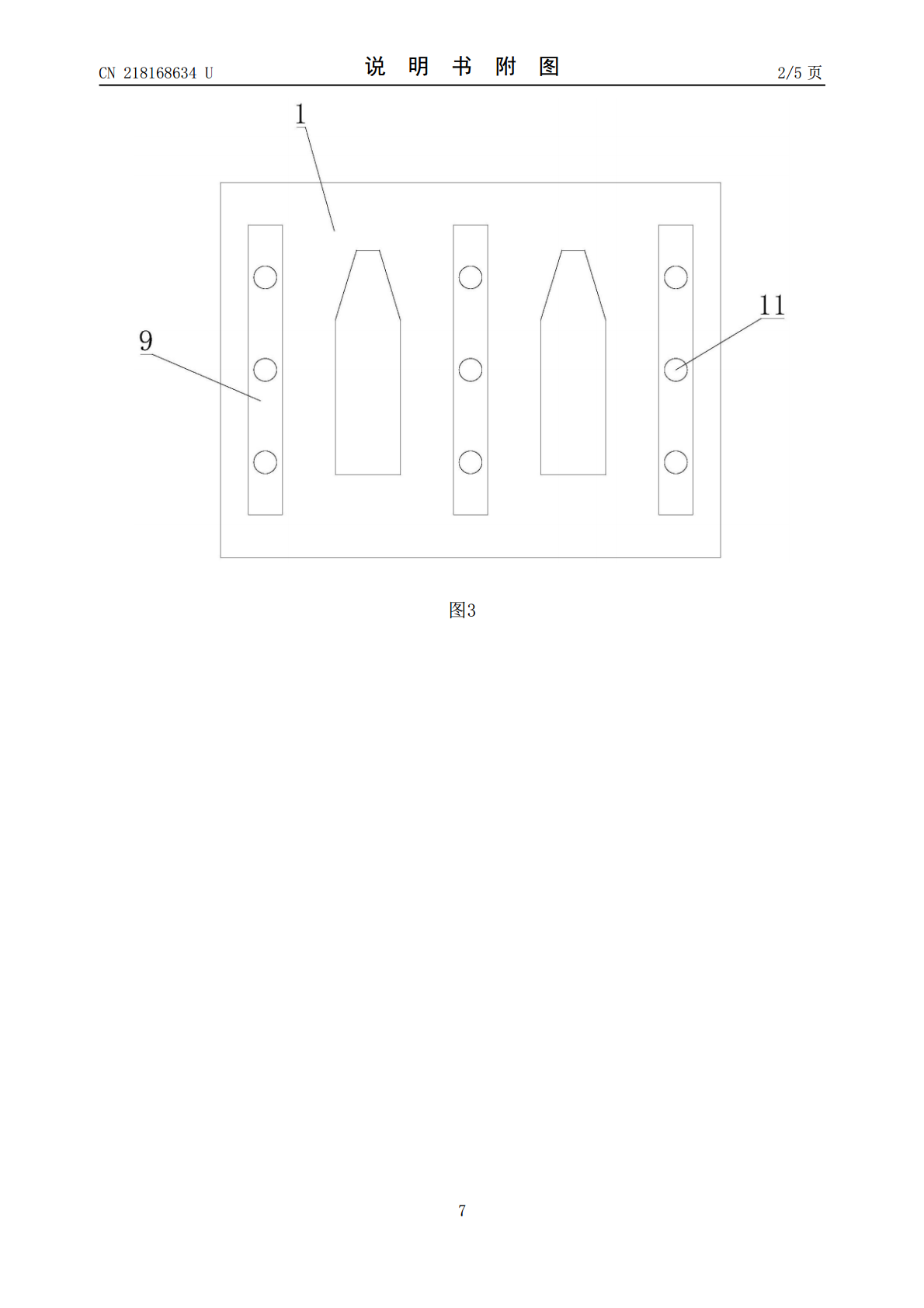
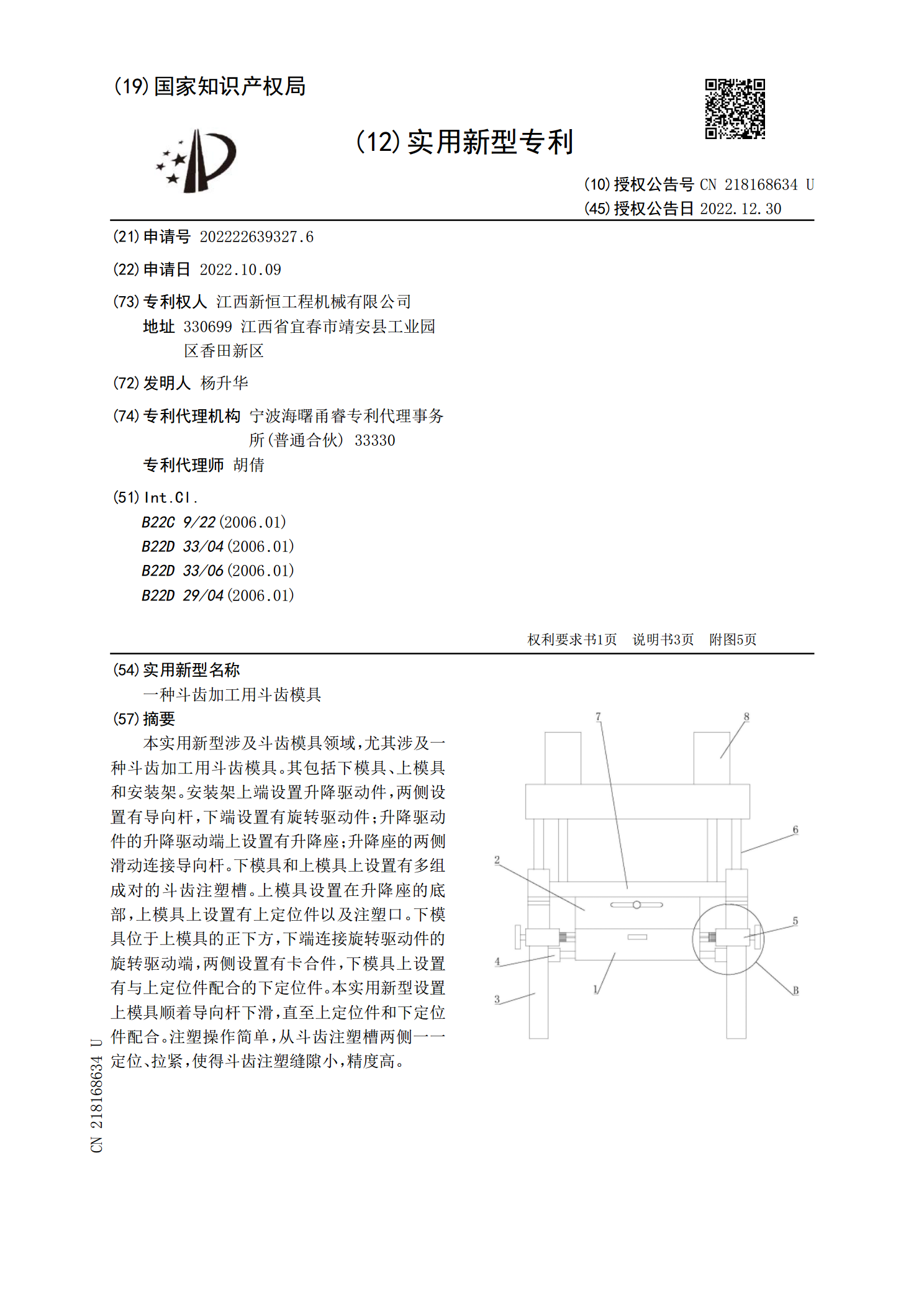
本实用新型涉及斗齿模具领域,尤其涉及一种斗齿加工用斗齿模具。其包括下模具、上模具和安装架。安装架上端设置升降驱动件,两侧设置有导向杆,下端设置有旋转驱动件;升降驱动件的升降驱动端上设置有升降座;升降座的两侧滑动连接导向杆。下模具和上模具上设置有多组成对的斗齿注塑槽。上模具设置在升降座的底部,上模具上设置有上定位件以及注塑口。下模具位于上模具的正下方,下端连接旋转驱动件的旋转驱动端,两侧设置有卡合件,下模具上设置有与上定位件配合的下定位件。本实用新型设置上模具顺着导向杆下滑,直至上定位件和下定位件配合。注塑

一种斗齿销孔的冲孔模具.pdf
本实用新型涉及冲孔模具领域,尤其涉及一种斗齿销孔的冲孔模具。其包括操作台;操作台的顶部设置有冲孔设备,中部设置有限位模具以及和限位模具配合的调节组件,底部设置有限位组件。限位模具形状与斗齿内腔吻合,并设置有冲孔。限位组件包括限位件和限位架;限位架呈铲状,凹槽形状与斗齿外壁吻合,并设置有卸料孔。本实用新型设置限位模具从内部对斗齿定位,限位架从外部对斗齿卡合。对斗齿固定牢固,保证其在冲孔过程中的稳定,进而提高冲孔的精度。同时限位架提供一定的支撑效果,减少限位模具和斗齿的形变和受损。此外限位模具和限位架可拆卸,
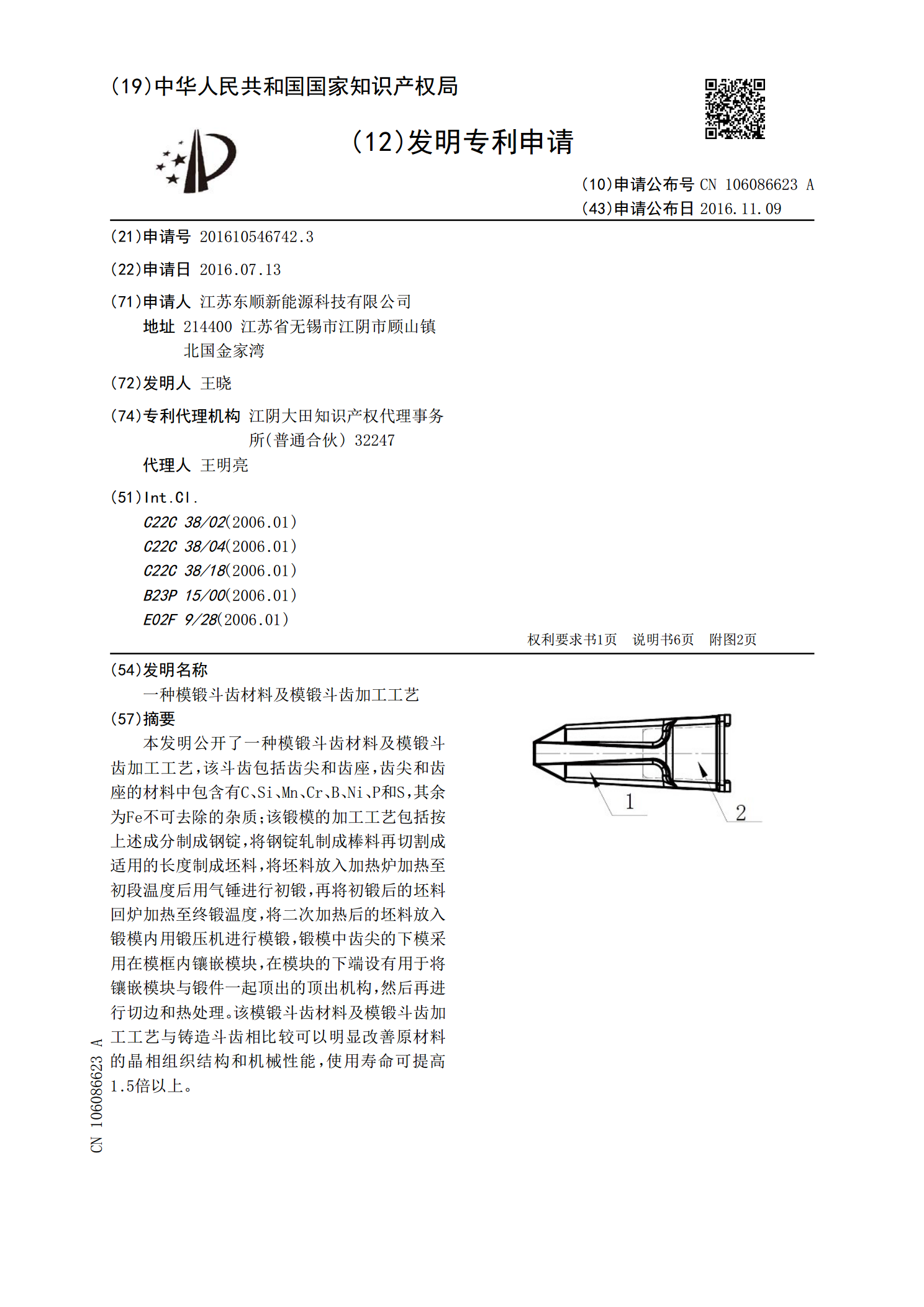
一种模锻斗齿材料及模锻斗齿加工工艺.pdf
本发明公开了一种模锻斗齿材料及模锻斗齿加工工艺,该斗齿包括齿尖和齿座,齿尖和齿座的材料中包含有C、Si、Mn、Cr、B、Ni、P和S,其余为Fe不可去除的杂质;该锻模的加工工艺包括按上述成分制成钢锭,将钢锭轧制成棒料再切割成适用的长度制成坯料,将坯料放入加热炉加热至初段温度后用气锤进行初锻,再将初锻后的坯料回炉加热至终锻温度,将二次加热后的坯料放入锻模内用锻压机进行模锻,锻模中齿尖的下模采用在模框内镶嵌模块,在模块的下端设有用于将镶嵌模块与锻件一起顶出的顶出机构,然后再进行切边和热处理。该模锻斗齿材料及模
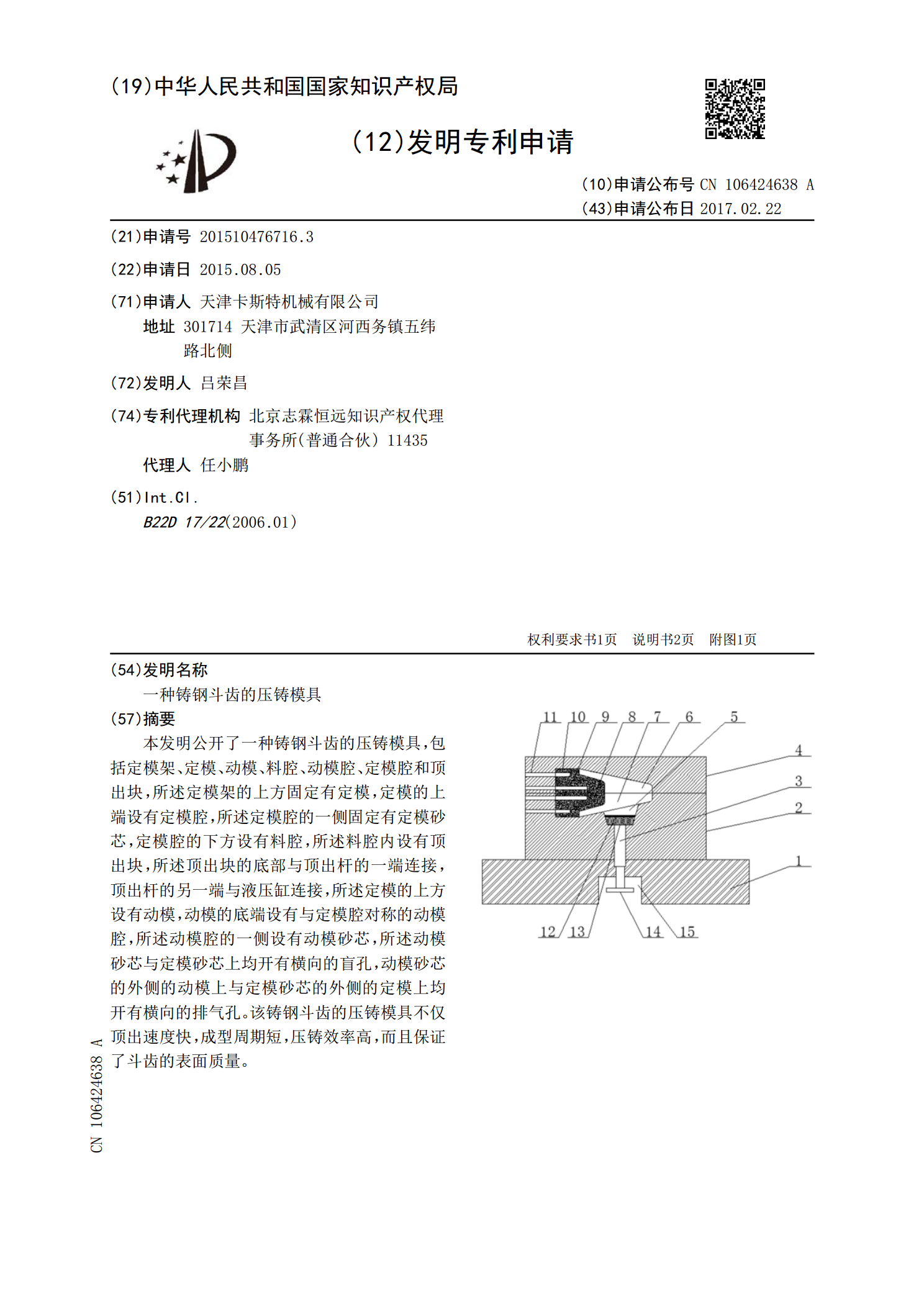
一种铸钢斗齿的压铸模具.pdf
本发明公开了一种铸钢斗齿的压铸模具,包括定模架、定模、动模、料腔、动模腔、定模腔和顶出块,所述定模架的上方固定有定模,定模的上端设有定模腔,所述定模腔的一侧固定有定模砂芯,定模腔的下方设有料腔,所述料腔内设有顶出块,所述顶出块的底部与顶出杆的一端连接,顶出杆的另一端与液压缸连接,所述定模的上方设有动模,动模的底端设有与定模腔对称的动模腔,所述动模腔的一侧设有动模砂芯,所述动模砂芯与定模砂芯上均开有横向的盲孔,动模砂芯的外侧的动模上与定模砂芯的外侧的定模上均开有横向的排气孔。该铸钢斗齿的压铸模具不仅顶出速度
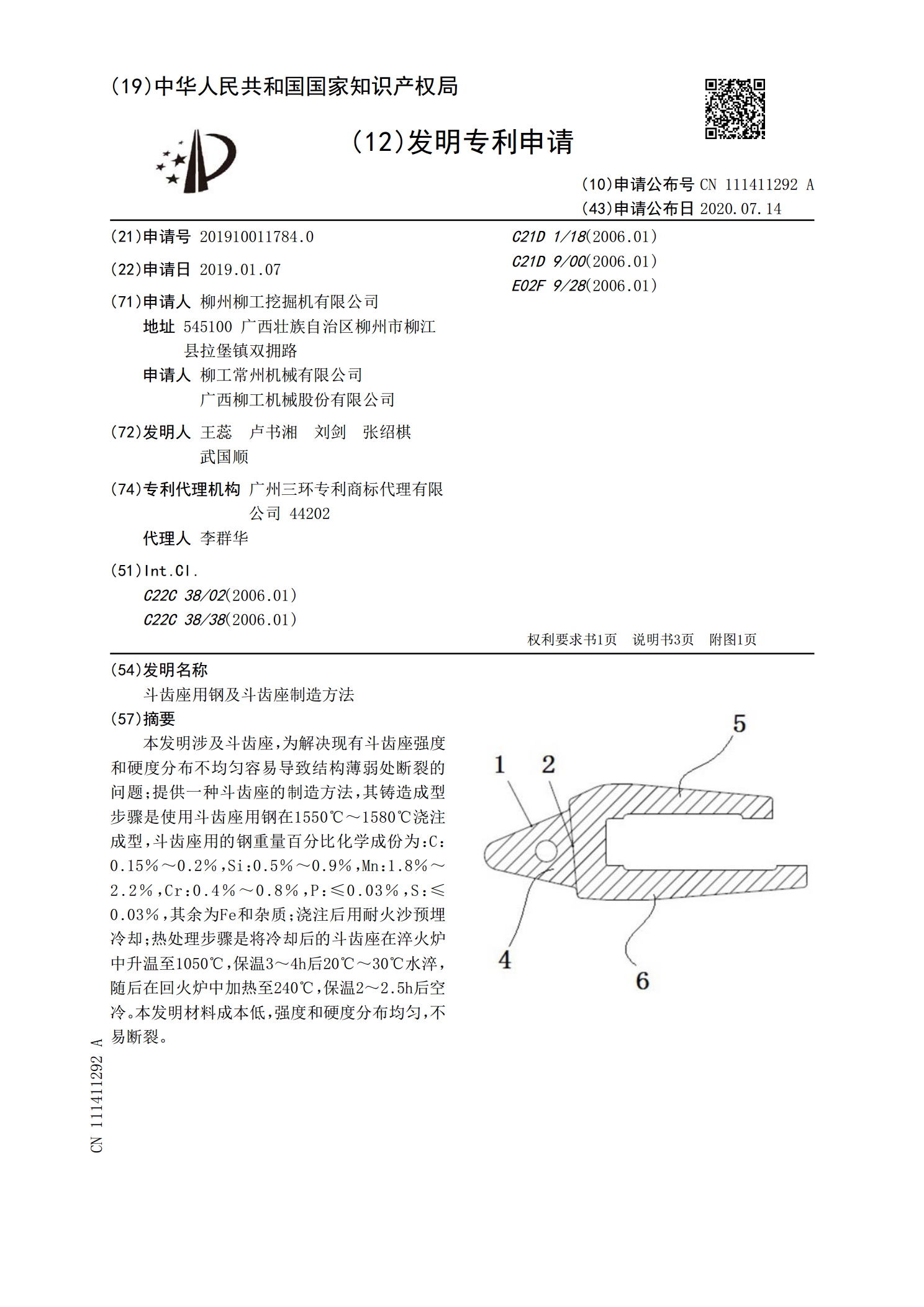
斗齿座用钢及斗齿座制造方法.pdf
本发明涉及斗齿座,为解决现有斗齿座强度和硬度分布不均匀容易导致结构薄弱处断裂的问题;提供一种斗齿座的制造方法,其铸造成型步骤是使用斗齿座用钢在1550℃~1580℃浇注成型,斗齿座用的钢重量百分比化学成份为:C:0.15%~0.2%,Si:0.5%~0.9%,Mn:1.8%~2.2%,Cr:0.4%~0.8%,P:≤0.03%,S:≤0.03%,其余为Fe和杂质;浇注后用耐火沙预埋冷却;热处理步骤是将冷却后的斗齿座在淬火炉中升温至1050℃,保温3~4h后20℃~30℃水淬,随后在回火炉中加热至240℃,