
一种模锻斗齿材料及模锻斗齿加工工艺.pdf

曦晨****22

1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种模锻斗齿材料及模锻斗齿加工工艺.pdf
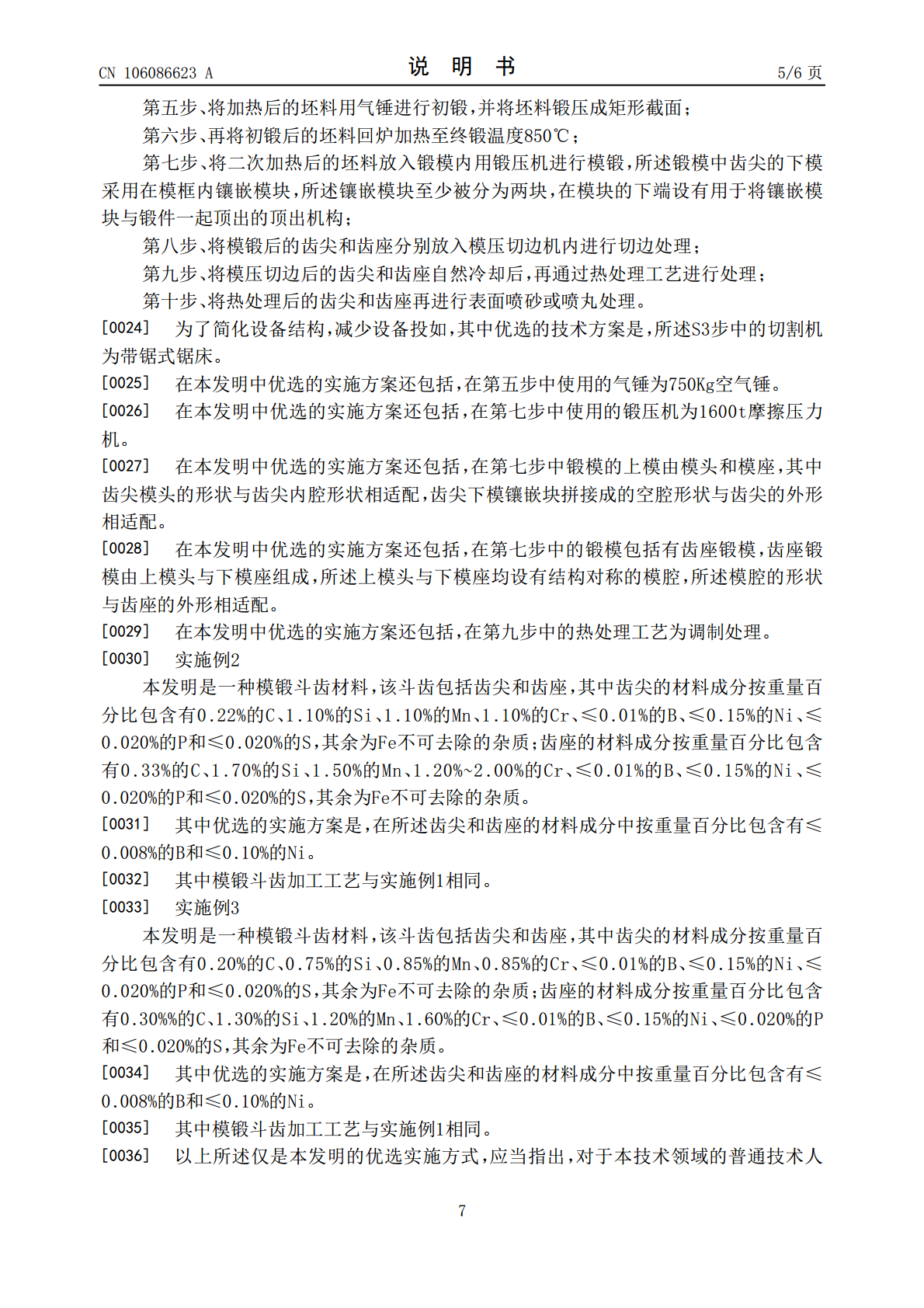
本发明公开了一种模锻斗齿材料及模锻斗齿加工工艺,该斗齿包括齿尖和齿座,齿尖和齿座的材料中包含有C、Si、Mn、Cr、B、Ni、P和S,其余为Fe不可去除的杂质;该锻模的加工工艺包括按上述成分制成钢锭,将钢锭轧制成棒料再切割成适用的长度制成坯料,将坯料放入加热炉加热至初段温度后用气锤进行初锻,再将初锻后的坯料回炉加热至终锻温度,将二次加热后的坯料放入锻模内用锻压机进行模锻,锻模中齿尖的下模采用在模框内镶嵌模块,在模块的下端设有用于将镶嵌模块与锻件一起顶出的顶出机构,然后再进行切边和热处理。该模锻斗齿材料及模
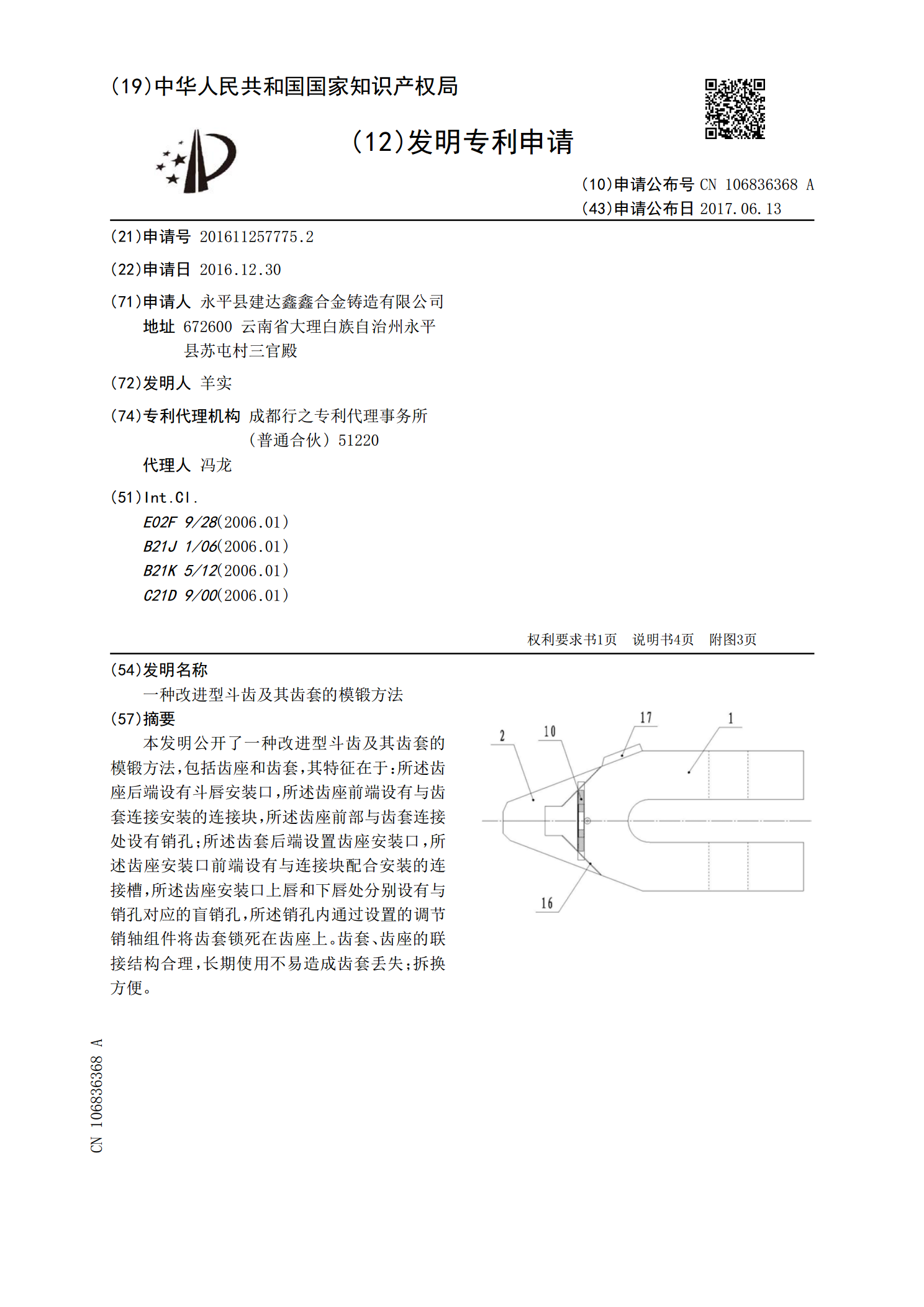
一种改进型斗齿及其齿套的模锻方法.pdf
本发明公开了一种改进型斗齿及其齿套的模锻方法,包括齿座和齿套,其特征在于:所述齿座后端设有斗唇安装口,所述齿座前端设有与齿套连接安装的连接块,所述齿座前部与齿套连接处设有销孔;所述齿套后端设置齿座安装口,所述齿座安装口前端设有与连接块配合安装的连接槽,所述齿座安装口上唇和下唇处分别设有与销孔对应的盲销孔,所述销孔内通过设置的调节销轴组件将齿套锁死在齿座上。齿套、齿座的联接结构合理,长期使用不易造成齿套丢失;拆换方便。
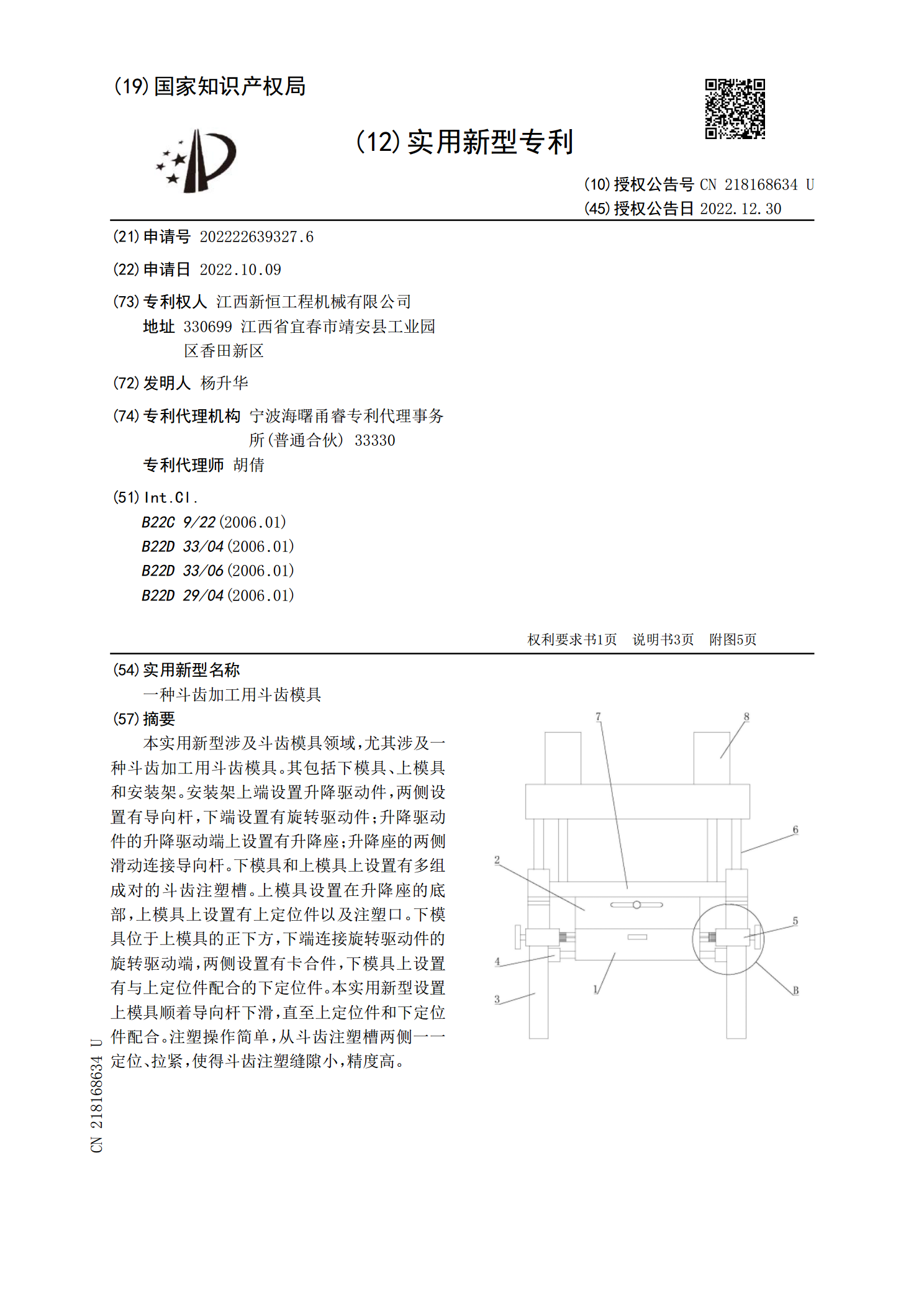
一种斗齿加工用斗齿模具.pdf
本实用新型涉及斗齿模具领域,尤其涉及一种斗齿加工用斗齿模具。其包括下模具、上模具和安装架。安装架上端设置升降驱动件,两侧设置有导向杆,下端设置有旋转驱动件;升降驱动件的升降驱动端上设置有升降座;升降座的两侧滑动连接导向杆。下模具和上模具上设置有多组成对的斗齿注塑槽。上模具设置在升降座的底部,上模具上设置有上定位件以及注塑口。下模具位于上模具的正下方,下端连接旋转驱动件的旋转驱动端,两侧设置有卡合件,下模具上设置有与上定位件配合的下定位件。本实用新型设置上模具顺着导向杆下滑,直至上定位件和下定位件配合。注塑

挖掘机斗齿液态模锻技术研究.docx
挖掘机斗齿液态模锻技术研究论文标题:挖掘机斗齿液态模锻技术研究摘要:挖掘机斗齿是挖掘机的重要耐磨部件,目前常用的制造工艺为铸造和热处理,但由于其制造过程存在缺陷,如气孔、夹杂和晶界偏析等,导致料件的性能与使用寿命无法得到有效保证。因此,此论文提出了一种新型的挖掘机斗齿液态模锻技术,该技术结合了液态金属的优点和模锻工艺的灵活性,通过实验研究表明,液态模锻工艺能提高斗齿的密实性、致密度和耐磨性,满足工程机械对耐磨材料的要求。关键词:挖掘机斗齿;液态模锻;耐磨性;工程机械第一章:引言1.1研究背景1.2研究目的
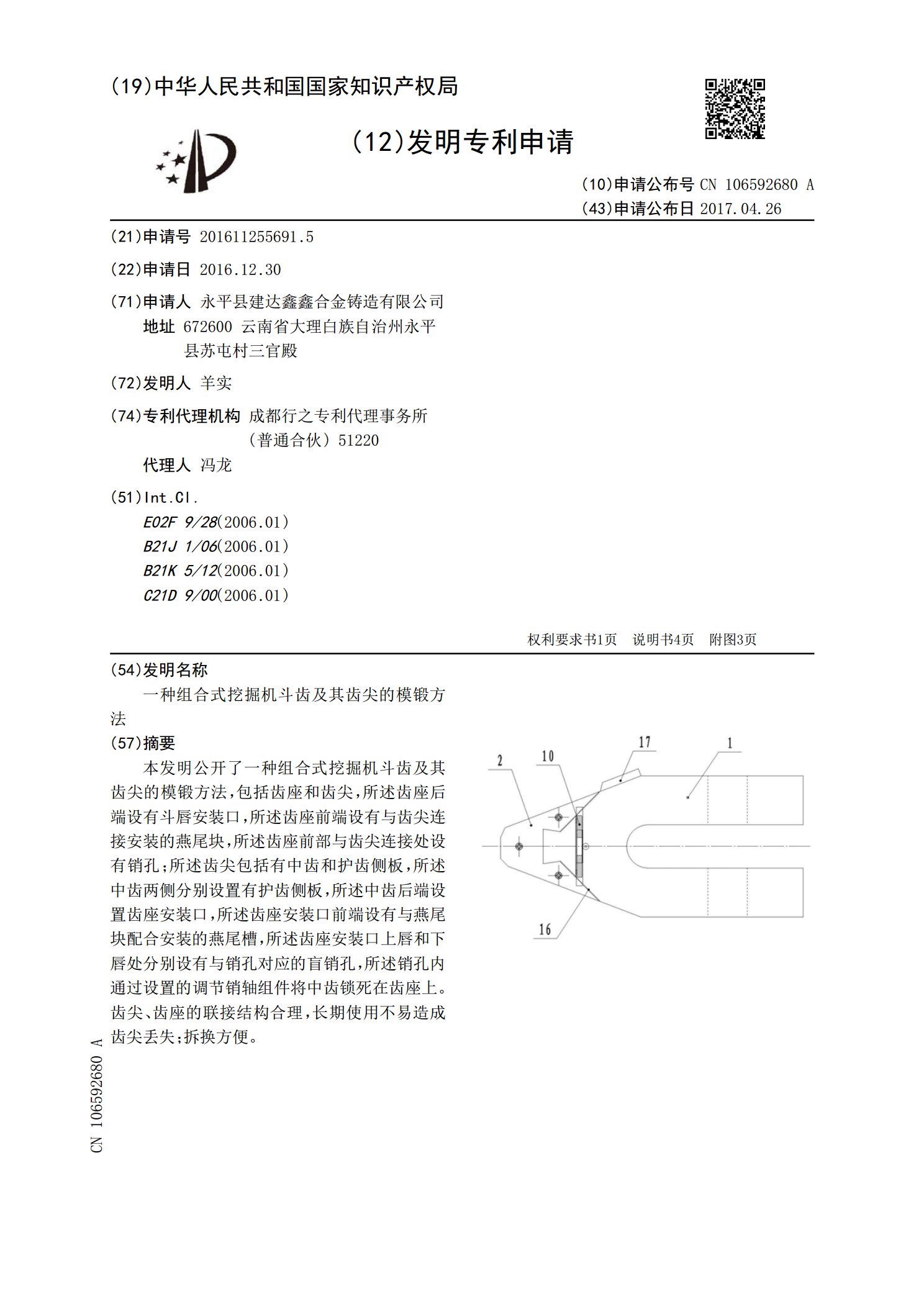
一种组合式挖掘机斗齿及其齿尖的模锻方法.pdf
本发明公开了一种组合式挖掘机斗齿及其齿尖的模锻方法,包括齿座和齿尖,所述齿座后端设有斗唇安装口,所述齿座前端设有与齿尖连接安装的燕尾块,所述齿座前部与齿尖连接处设有销孔;所述齿尖包括有中齿和护齿侧板,所述中齿两侧分别设置有护齿侧板,所述中齿后端设置齿座安装口,所述齿座安装口前端设有与燕尾块配合安装的燕尾槽,所述齿座安装口上唇和下唇处分别设有与销孔对应的盲销孔,所述销孔内通过设置的调节销轴组件将中齿锁死在齿座上。齿尖、齿座的联接结构合理,长期使用不易造成齿尖丢失;拆换方便。