
一种砂型模具及砂型造型方法.pdf

含秀****66

1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂型模具及砂型造型方法.pdf
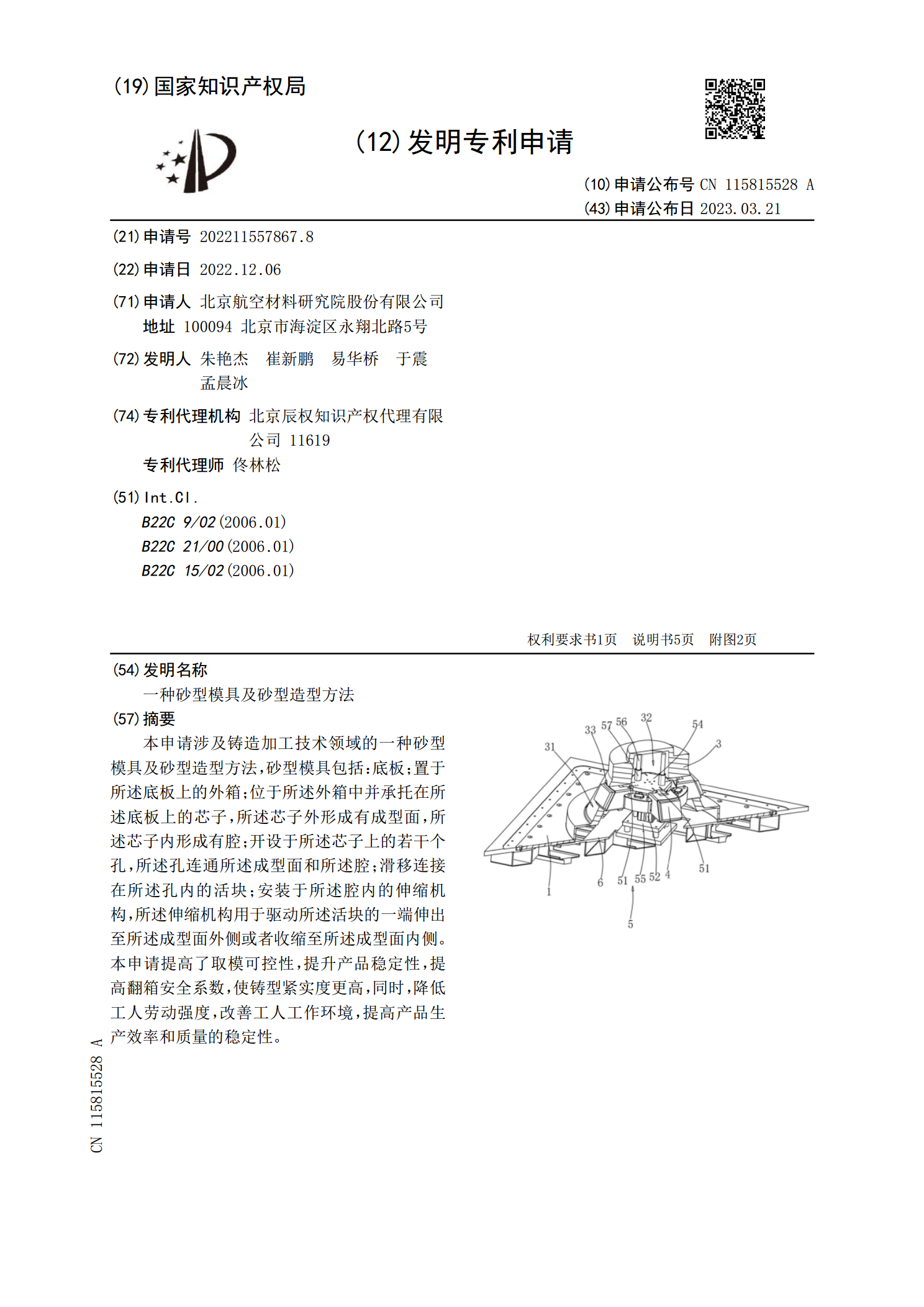
本申请涉及铸造加工技术领域的一种砂型模具及砂型造型方法,砂型模具包括:底板;置于所述底板上的外箱;位于所述外箱中并承托在所述底板上的芯子,所述芯子外形成有成型面,所述芯子内形成有腔;开设于所述芯子上的若干个孔,所述孔连通所述成型面和所述腔;滑移连接在所述孔内的活块;安装于所述腔内的伸缩机构,所述伸缩机构用于驱动所述活块的一端伸出至所述成型面外侧或者收缩至所述成型面内侧。本申请提高了取模可控性,提升产品稳定性,提高翻箱安全系数,使铸型紧实度更高,同时,降低工人劳动强度,改善工人工作环境,提高产品生产效率和质
一种壳体铸件砂型的造型方法.pdf
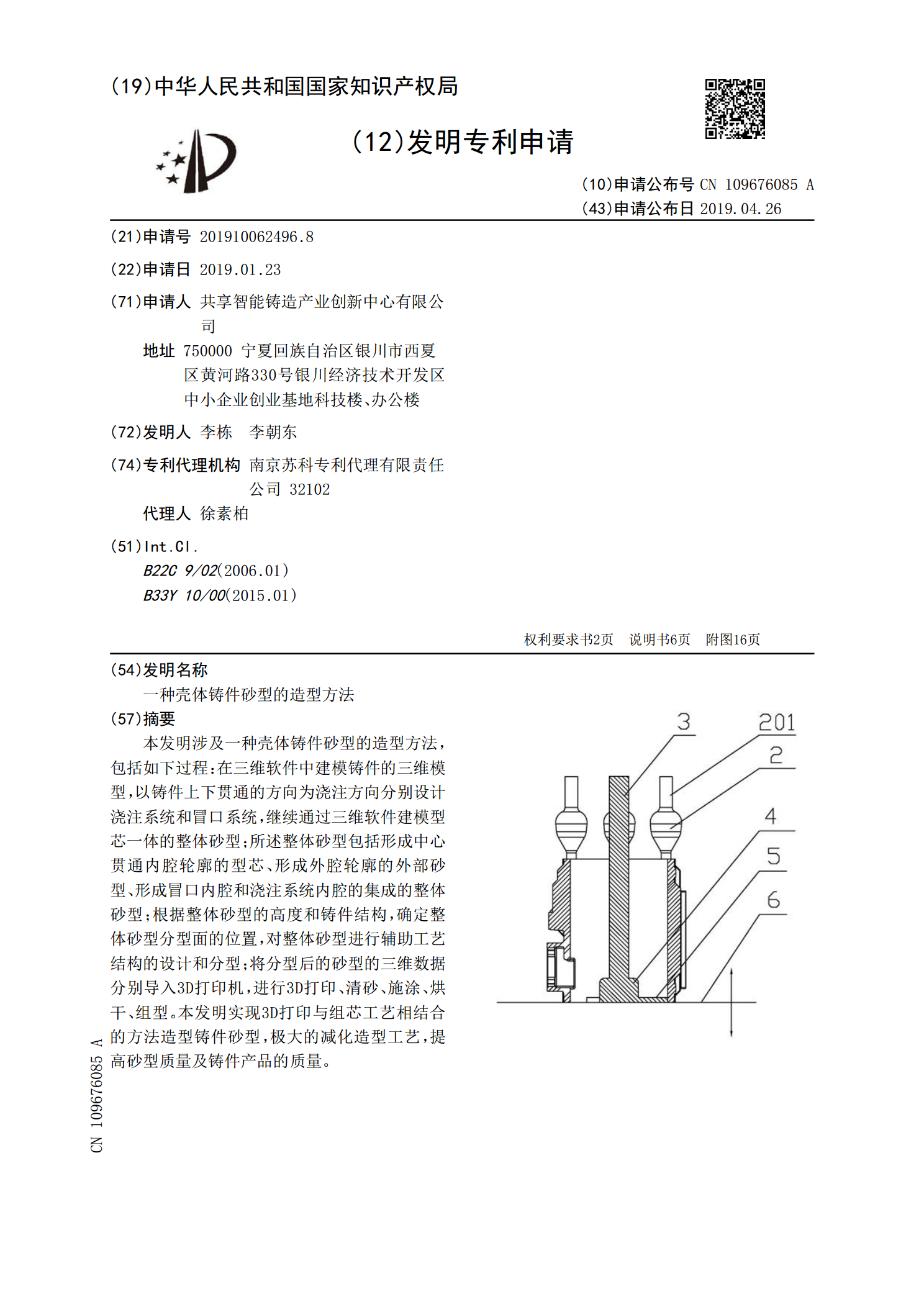
本发明涉及一种壳体铸件砂型的造型方法,包括如下过程:在三维软件中建模铸件的三维模型,以铸件上下贯通的方向为浇注方向分别设计浇注系统和冒口系统,继续通过三维软件建模型芯一体的整体砂型;所述整体砂型包括形成中心贯通内腔轮廓的型芯、形成外腔轮廓的外部砂型、形成冒口内腔和浇注系统内腔的集成的整体砂型;根据整体砂型的高度和铸件结构,确定整体砂型分型面的位置,对整体砂型进行辅助工艺结构的设计和分型;将分型后的砂型的三维数据分别导入3D打印机,进行3D打印、清砂、施涂、烘干、组型。本发明实现3D打印与组芯工艺相结合的方

一种砂型铸造造型工艺.pdf
本发明公开了一种砂型铸造造型工艺,涉及铸造技术领域,包括以下步骤:将两个型号一致铸件分别放入均设有升降机构且设有分界面的上安放座和下安放座中;通过升降机构将两个铸件上升到露出到分界面外;造下型:在下安放座上方安装下砂箱,填充树脂自硬砂,得到下砂型;造上型:在上安放座上方安装上砂箱,填充树脂自硬砂,并插入浇口棒,得到上砂型;拆除上砂箱和下砂箱,取出上砂型和下砂型;对铸件进行落砂处理,并通过升降机构将铸件完全降到分界面下,本发明的铸造工艺区别于挖砂造型和假箱造型,运用到了挖坑造型的原理,却不需要在地面预留坑,

一种砂型模具的成型方法.pdf
本发明公开了一种砂型模具的成型方法,包括如下步骤:将砂型材料干燥后,与粘结剂混合均匀;根据零件图纸制作模具;将混合均匀的砂型与粘结剂放入模具的下模和上模内,然后在模具内放入坭芯,合模;向合模后的模具内通入二氧化碳气体对粘结剂进行固化,得到砂型模具坯;对砂型模具坯内表面进行火焰熏烤,得到烧结砂型模具;将烧结砂型模具在230‑270℃热处理80‑150s,得到砂型模具,本发明克服了现有技术的不足,使用脂肪酸钠与明胶改性的水玻璃作为粘结剂,提高了水玻璃的溃散性,避免了使用后的砂型材料结块、强度大,无法回收利用的
一种白模砂型造型工艺.pdf
本发明公开了一种白模砂型造型工艺,它包括以下步骤:步骤1:分别确定铸件模具规则部分的形状尺寸以及铸件模具曲面部分的形状尺寸,并选取相应的制造白模备用;步骤2:采用线切割机根据铸件模具规则部分的形状尺寸来裁剪出相应尺寸的白模,并使裁剪后的白模铸件在相互拼装后与铸件模具规则部分的形状尺寸一致。有益效果在于:本发明通过特种白模来根据实际铸造需要实现单件产品以及试制产品铸造模具的便捷制造,一方面降低了单件产品以及试制产品铸造模具的制作成本,缩短了铸造模具的制作周期,使得铸造模具的制作方式更加灵活,另一方面使得单件