
金属阀壳的连续冲压成型方法.pdf

是你****芹呀


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属阀壳的连续冲压成型方法.pdf
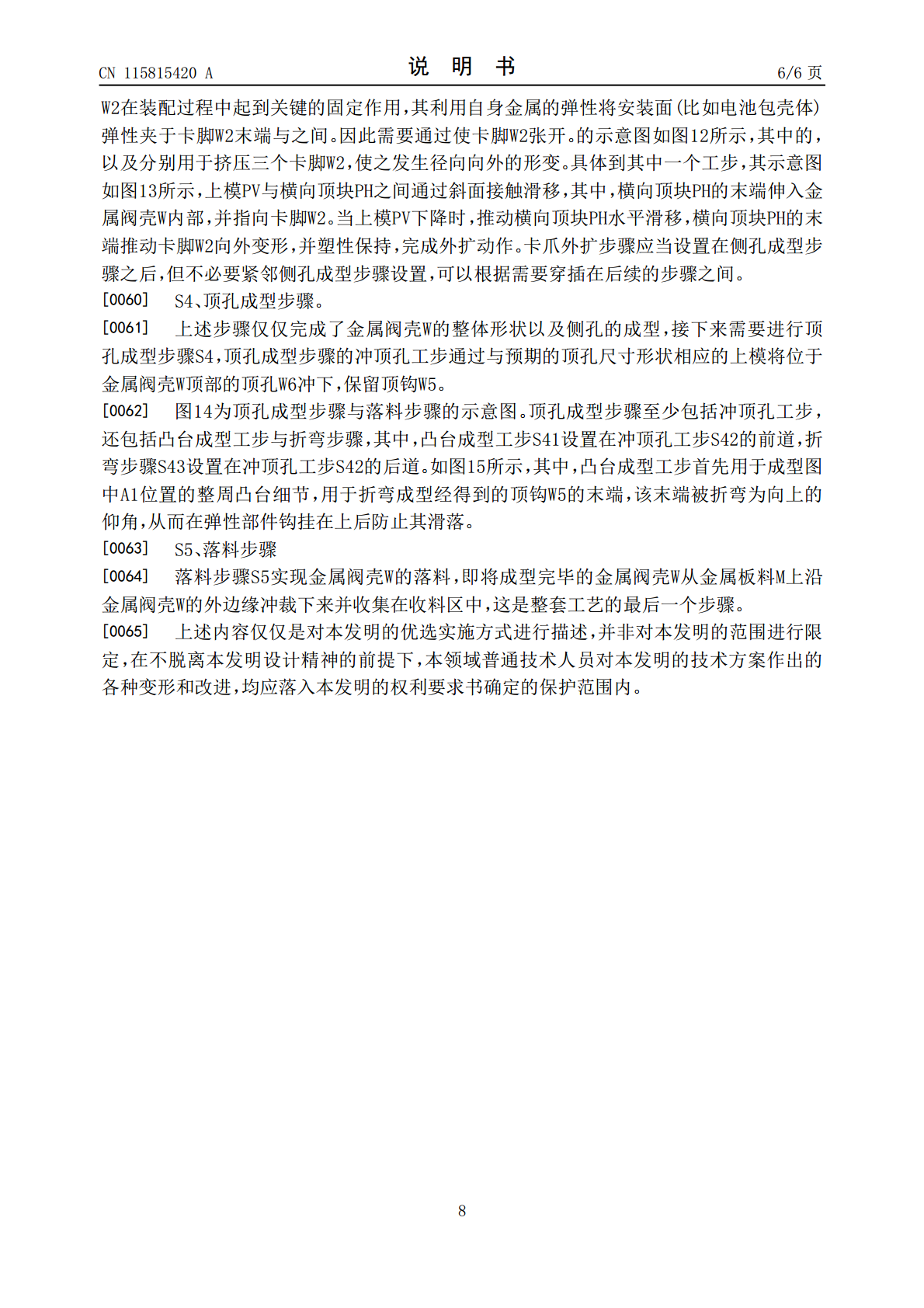
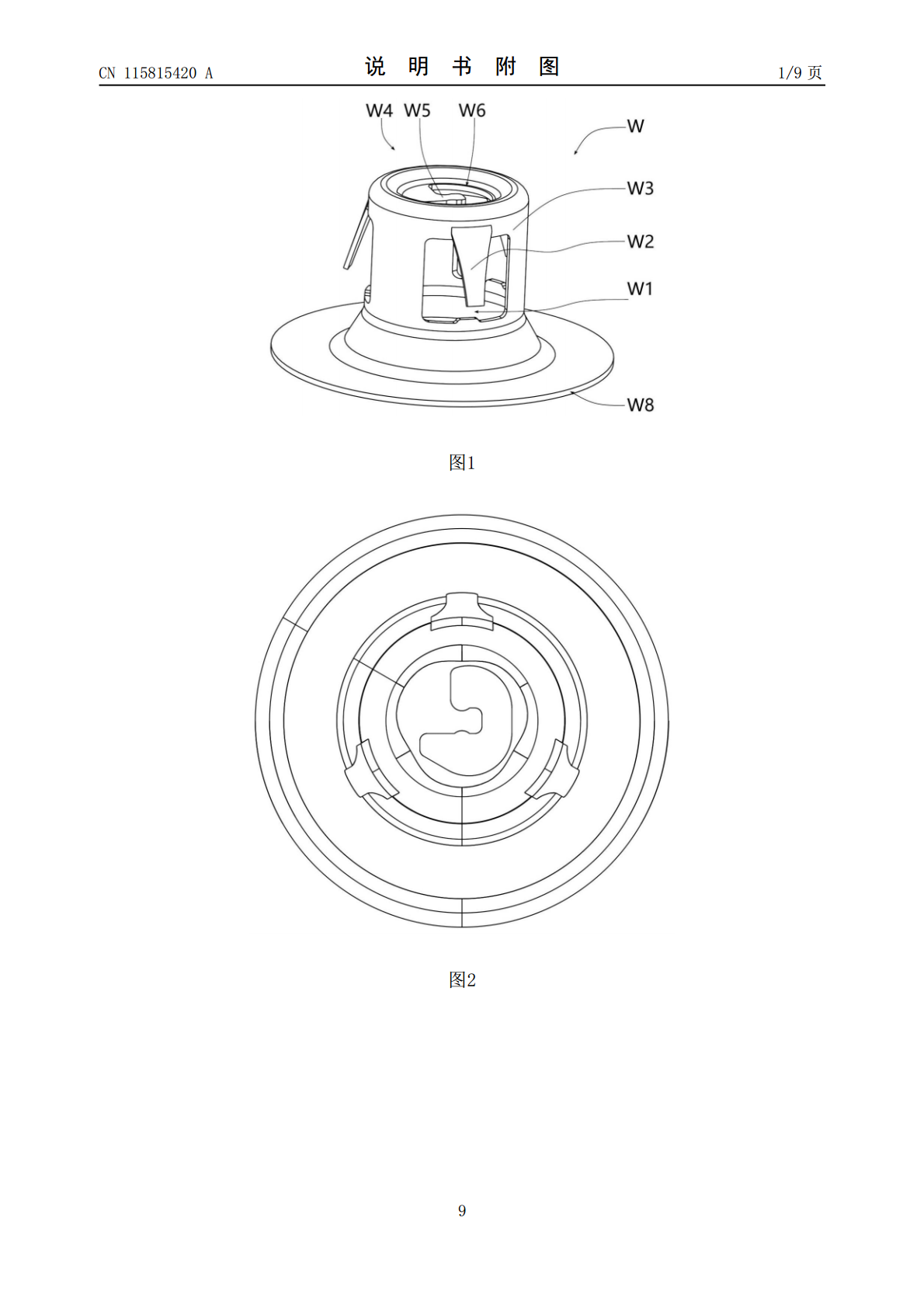
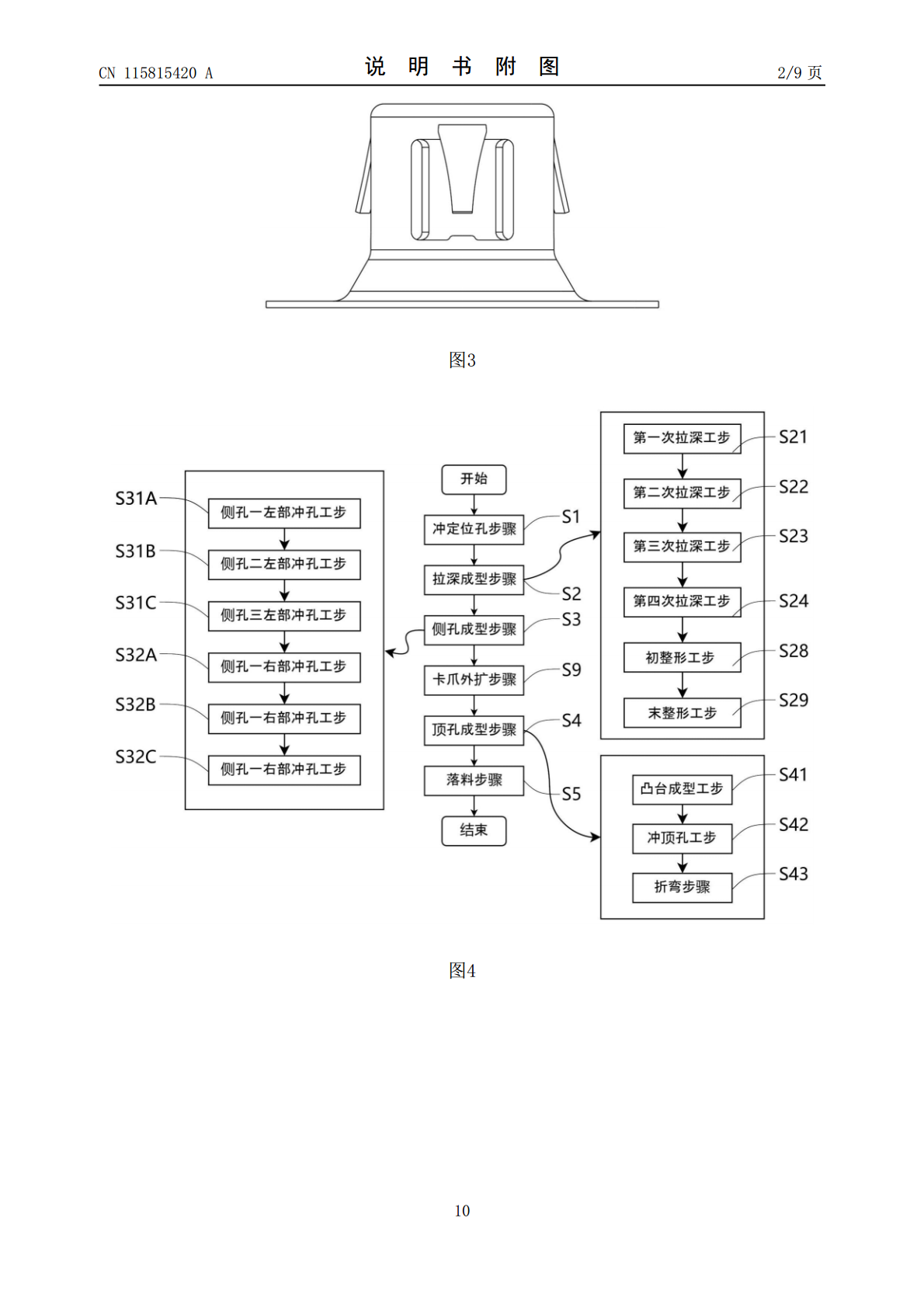
本发明提供一种金属阀壳的连续冲压成型方法,包括如下步骤:冲定位孔步骤:在金属板料上加工至少一个定位孔;拉深成型步骤:对金属板料进行拉深成型,得到回转壁;侧孔成型步骤:将金属阀壳上的每个侧孔区分为由卡脚间隔的两个半孔,对每一个半孔分别在不同的工步成型;顶孔成型步骤:冲裁成型金属阀壳顶面的顶孔,并相应得到顶钩;落料步骤:将成型后的金属阀壳自金属板料上冲裁下来。该金属阀壳的连续冲压成型方法将单个侧孔拆分为由卡脚隔开的两个半孔分开冲切成型冲击过大,导致整形后的回转壁变形的问题;同时由于分开冲切成型,方便设计下模对

薄壁阀壳冲压成型工艺参数的优化.docx
薄壁阀壳冲压成型工艺参数的优化随着工业的发展,冲压成型技术在各个领域得到了广泛的应用。其中,薄壁阀壳的冲压成型技术在汽车、航空航天、电子、机械等行业中得到了广泛的应用。由于薄壁阀壳在使用过程中需要承受较大的压力和温差,因此,冲压成型工艺参数的优化对于保证阀壳的质量和性能至关重要。冲压成型工艺包括冲压钢板材选择、模具设计、机床选择、冲压工艺参数的选择调整以及制定冲压工艺程序等。其中,冲压工艺参数的优化是保证薄壁阀壳质量的重要因素。本文将对该问题进行探讨。一、冲压工艺参数的含义和重要性冲压工艺参数是指在冲压过

金属壳板成型方法.pdf
本发明涉及一种金属壳板成型方法,其包括如下步骤,提供滚压机构,滚压机构包括相对设置且预留成型空间的第一压辊及第二压辊,第一压辊、第二压辊以相同的线速度反方向转动,第一压辊上设有凸模块。加热金属直至形成熔融状态的金属浆并放入挤压机中。挤压机挤压金属浆以预设的流动速度从第一压辊、第二压辊之间通过,随之经过淬火处理得到具有预设凹槽的金属壳板。通过该方法得到的金属壳板具有所需要的凹槽且密度均匀,避免胚料进行锻压造成的密度不均、内应力变形、表面处理良品率低的问题。而且相对于CNC切割加工来说是整体成型胚料,结构稳定

连续冲压成型装置.pdf
本发明涉及冲压成形加工领域,公开了一种连续冲压成型装置,包括上、下模具、冲床滑块、滑轮固定杆、2个契形轨道、送料滑杆、启动开关、挡料块、打料杆。本发明的优点在于,能够实现自动送料,精确定位,有助于缩小坯料尺寸,减小坯料在冲压成形过程中的变形,且能够保证较高的冲压加工效率。
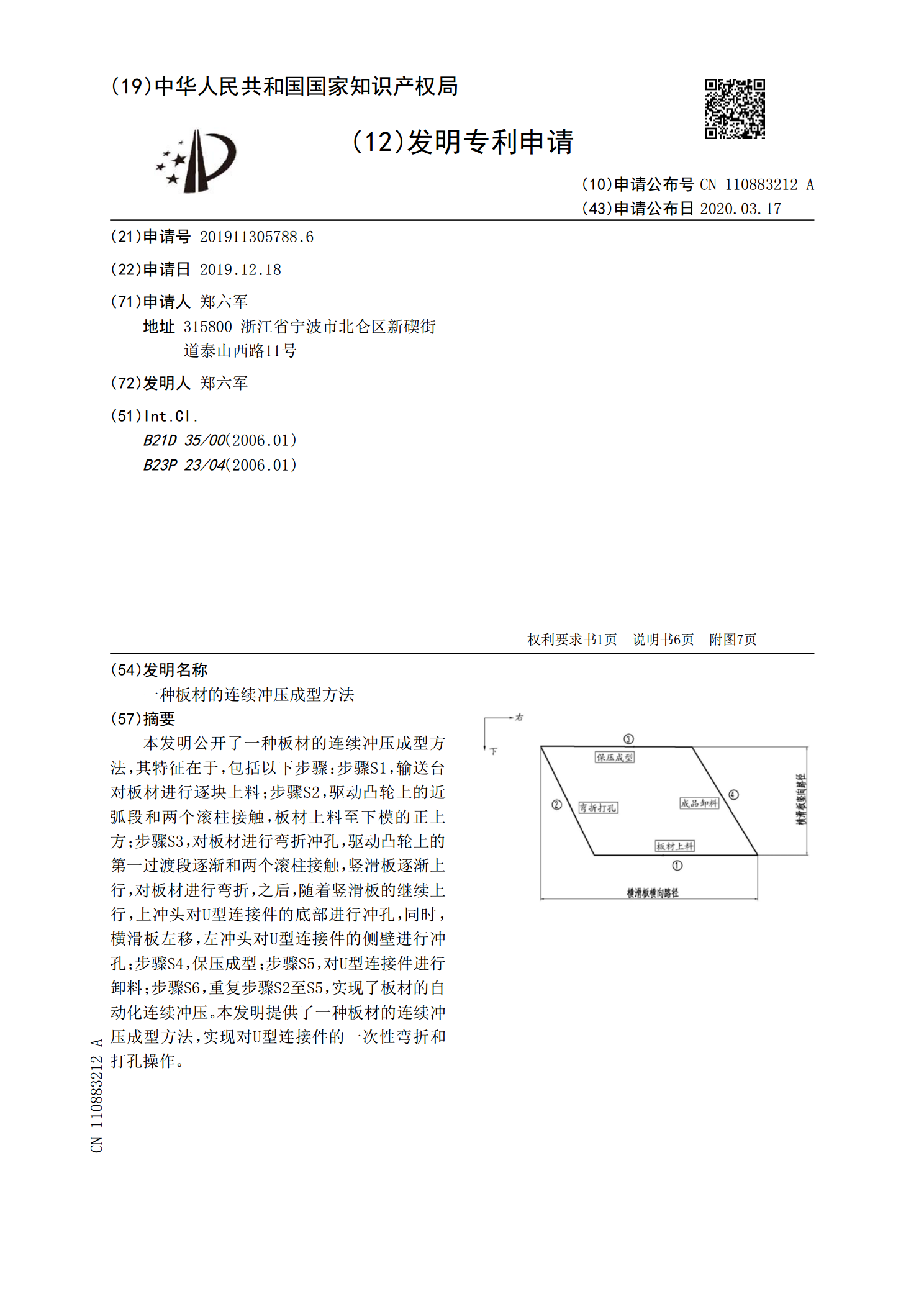
一种板材的连续冲压成型方法.pdf
本发明公开了一种板材的连续冲压成型方法,其特征在于,包括以下步骤:步骤S1,输送台对板材进行逐块上料;步骤S2,驱动凸轮上的近弧段和两个滚柱接触,板材上料至下模的正上方;步骤S3,对板材进行弯折冲孔,驱动凸轮上的第一过渡段逐渐和两个滚柱接触,竖滑板逐渐上行,对板材进行弯折,之后,随着竖滑板的继续上行,上冲头对U型连接件的底部进行冲孔,同时,横滑板左移,左冲头对U型连接件的侧壁进行冲孔;步骤S4,保压成型;步骤S5,对U型连接件进行卸料;步骤S6,重复步骤S2至S5,实现了板材的自动化连续冲压。本发明提供了