
一种薄壁弧形框变形控制加工工艺方法.pdf

文阁****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁弧形框变形控制加工工艺方法.pdf
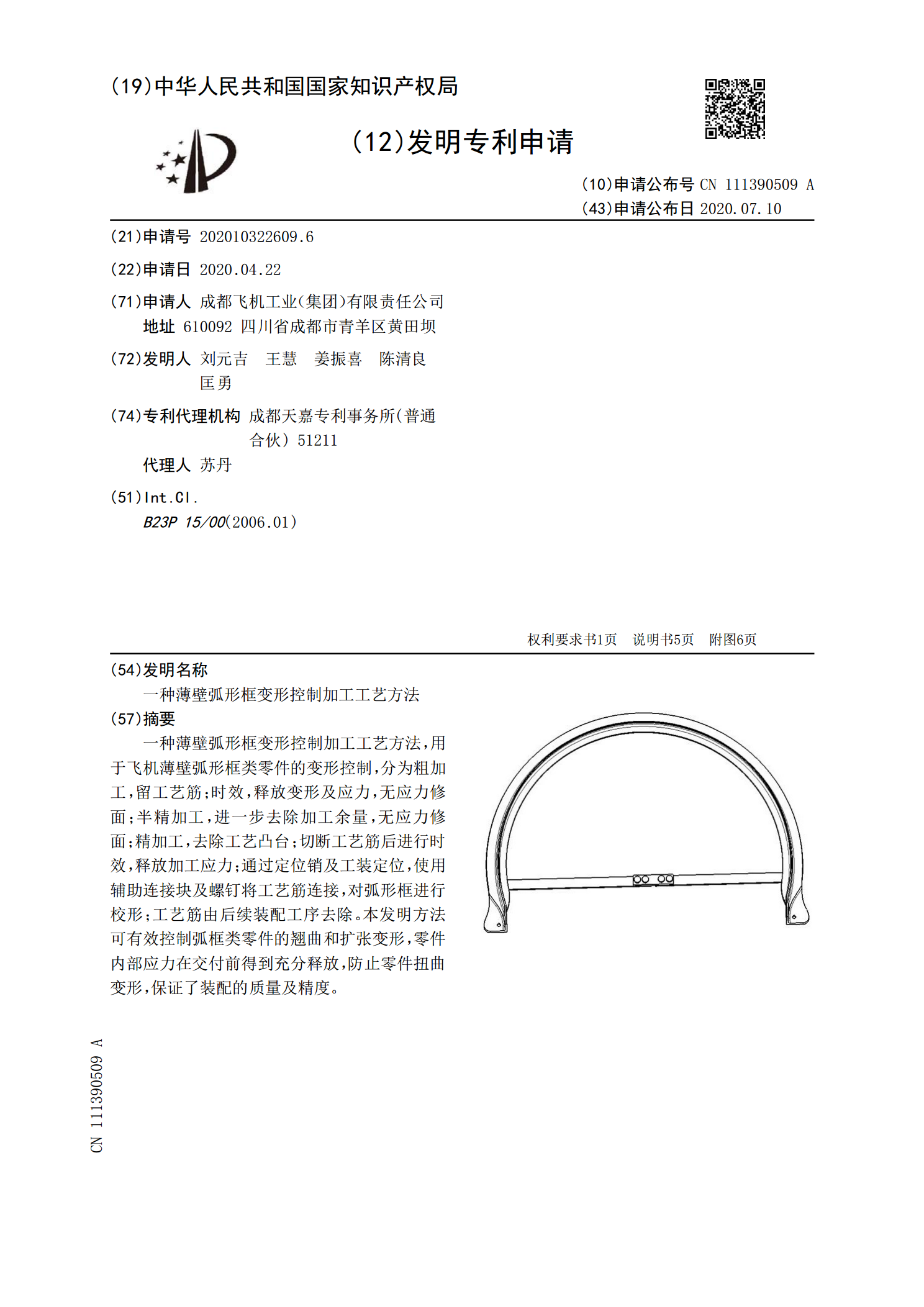
一种薄壁弧形框变形控制加工工艺方法,用于飞机薄壁弧形框类零件的变形控制,分为粗加工,留工艺筋;时效,释放变形及应力,无应力修面;半精加工,进一步去除加工余量,无应力修面;精加工,去除工艺凸台;切断工艺筋后进行时效,释放加工应力;通过定位销及工装定位,使用辅助连接块及螺钉将工艺筋连接,对弧形框进行校形;工艺筋由后续装配工序去除。本发明方法可有效控制弧框类零件的翘曲和扩张变形,零件内部应力在交付前得到充分释放,防止零件扭曲变形,保证了装配的质量及精度。
一种弧形薄壁工件的加工方法.pdf
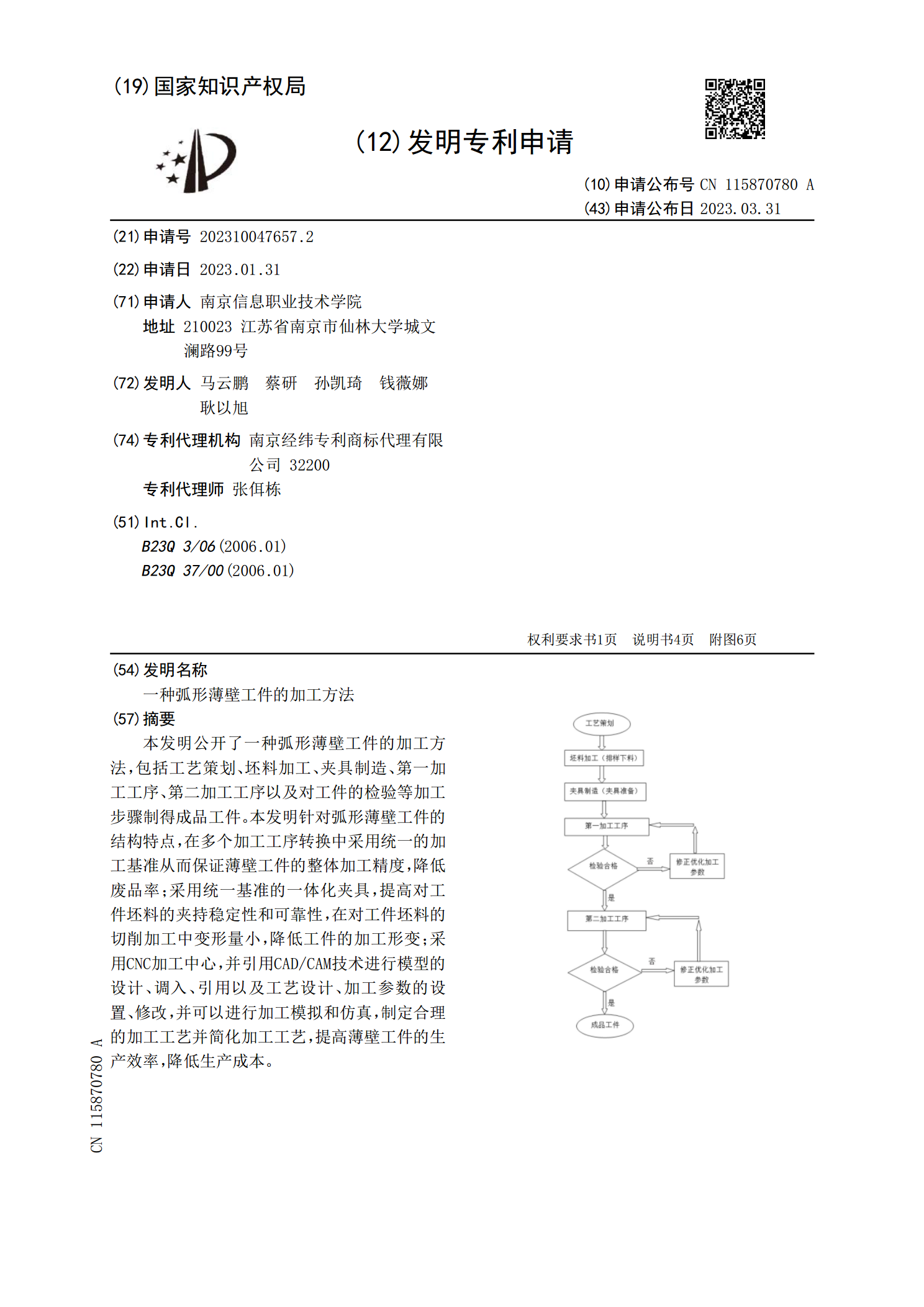
本发明公开了一种弧形薄壁工件的加工方法,包括工艺策划、坯料加工、夹具制造、第一加工工序、第二加工工序以及对工件的检验等加工步骤制得成品工件。本发明针对弧形薄壁工件的结构特点,在多个加工工序转换中采用统一的加工基准从而保证薄壁工件的整体加工精度,降低废品率;采用统一基准的一体化夹具,提高对工件坯料的夹持稳定性和可靠性,在对工件坯料的切削加工中变形量小,降低工件的加工形变;采用CNC加工中心,并引用CAD/CAM技术进行模型的设计、调入、引用以及工艺设计、加工参数的设置、修改,并可以进行加工模拟和仿真,制定合

薄壁板材加工变形控制工艺研究.docx
薄壁板材加工变形控制工艺研究摘要:在薄壁板材的加工变形中其变形情况通常具有明显的难控制性因此对薄壁板材加工变形控制工艺进行合理的研究具有重要的现实意义。本文主要通过对薄壁板材加工变形控制工艺进行有效的分析并对薄壁板材变形的有限元分析进行充分的总结从而进一步对不同精加工余量对薄壁板材变形的影响进行有效的探讨。关键词:薄壁板材;加工变形控制;工艺研究中图分类号:TH161文献标识码:A薄壁板材的各个结构零件通常都具有明显的刚性差特征并且受到各种因

薄壁板材加工变形控制工艺研究.docx
薄壁板材加工变形控制工艺研究随着现代工业的不断发展,薄壁板材的应用越来越广泛。薄壁板材在机械、电子、建筑、汽车等领域都有着重要的作用。然而,在薄壁板材加工过程中容易发生变形,这对产品的精度和质量都会产生影响。因此,有效控制薄壁板材加工的变形是十分重要的。本文主要研究薄壁板材加工变形控制工艺,主要包括以下几个方面:一、薄壁板材加工变形的原因在薄壁板材加工过程中,主要存在以下几个方面的变形原因:1.应力变形:薄壁板材的变形主要是由于应力造成的,因此,应力的大小和分布会直接影响薄壁板材的变形。2.塑性变形:薄壁

薄壁类零件加工变形的解决工艺方法.docx
薄壁类零件加工变形的解决工艺方法薄壁类零件加工变形的解决工艺方法随着社会的不断发展,各个领域对于零件的加工要求越来越高。而薄壁类零件作为其中的一种,由于其形状相对较为复杂,通常会遇到一些工艺难题,尤其是加工过程中的变形问题。因此,为了保证薄壁类零件的质量和精度,必须采取一些解决工艺方法来减少或防止加工变形。本文主要从以下几个方面进行探讨。一、加工工艺方案的确定在制定加工方案时需要综合考虑零件的形状、尺寸、材质以及要求等因素。对于薄壁类零件来说,其加工过程中的变形问题主要是由于材料的力学性能和加工过程中的热