
热冲压成形体.pdf

文光****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热冲压成形体.pdf
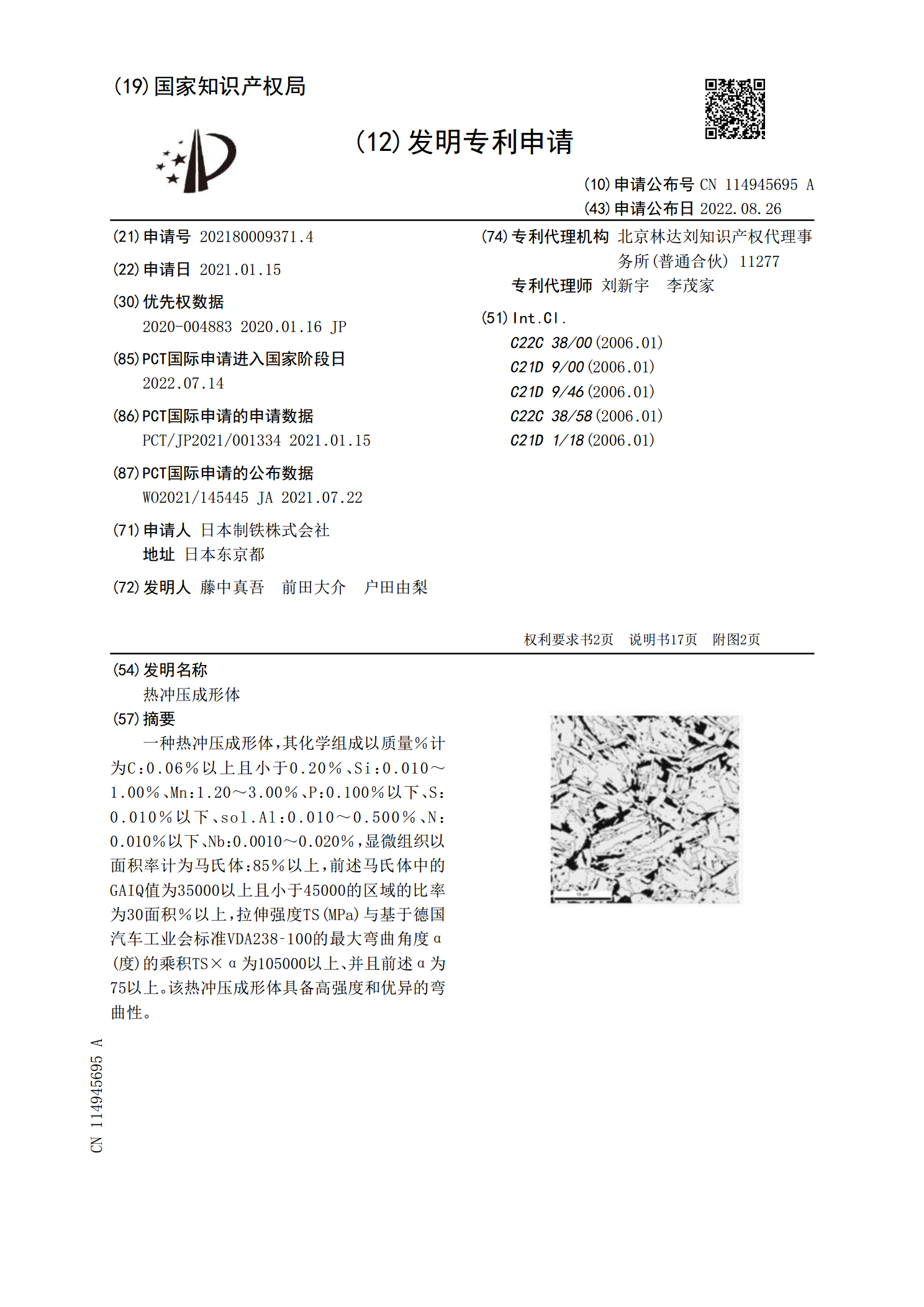
一种热冲压成形体,其化学组成以质量%计为C:0.06%以上且小于0.20%、Si:0.010~1.00%、Mn:0.80~2.00%、P:0.100%以下、S:0.010%以下、Al:0.010~0.500%、N:0.010%以下、Nb:0.020~0.10%,显微组织以面积率计为5~50%的铁素体和余量的马氏体,前述马氏体中的GAIQ值为35000以上且小于45000的区域为30面积%以上,基于德国汽车工业协会标准VDA238?100的最大弯曲角度α(度)为90以上。该热冲压成形体具备高强度、以及优异的
热冲压成形体.pdf
本发明提供一种热冲压成形体,其具有规定的化学组成,其所具有的金属组织包括:以面积率计合计为10~30%的铁素体和粒状贝氏体,以及含有马氏体、贝氏体和回火马氏体中的1种以上的剩余部分组织;在表层区域及内部区域的织构中,控制由{001}<1?10>~{001}<?1?10>构成的取向组的极密度与由{111}<1?10>~{111}<?1?12>构成的取向组的极密度之比。
热冲压成形工艺及热冲压成形构件.pdf
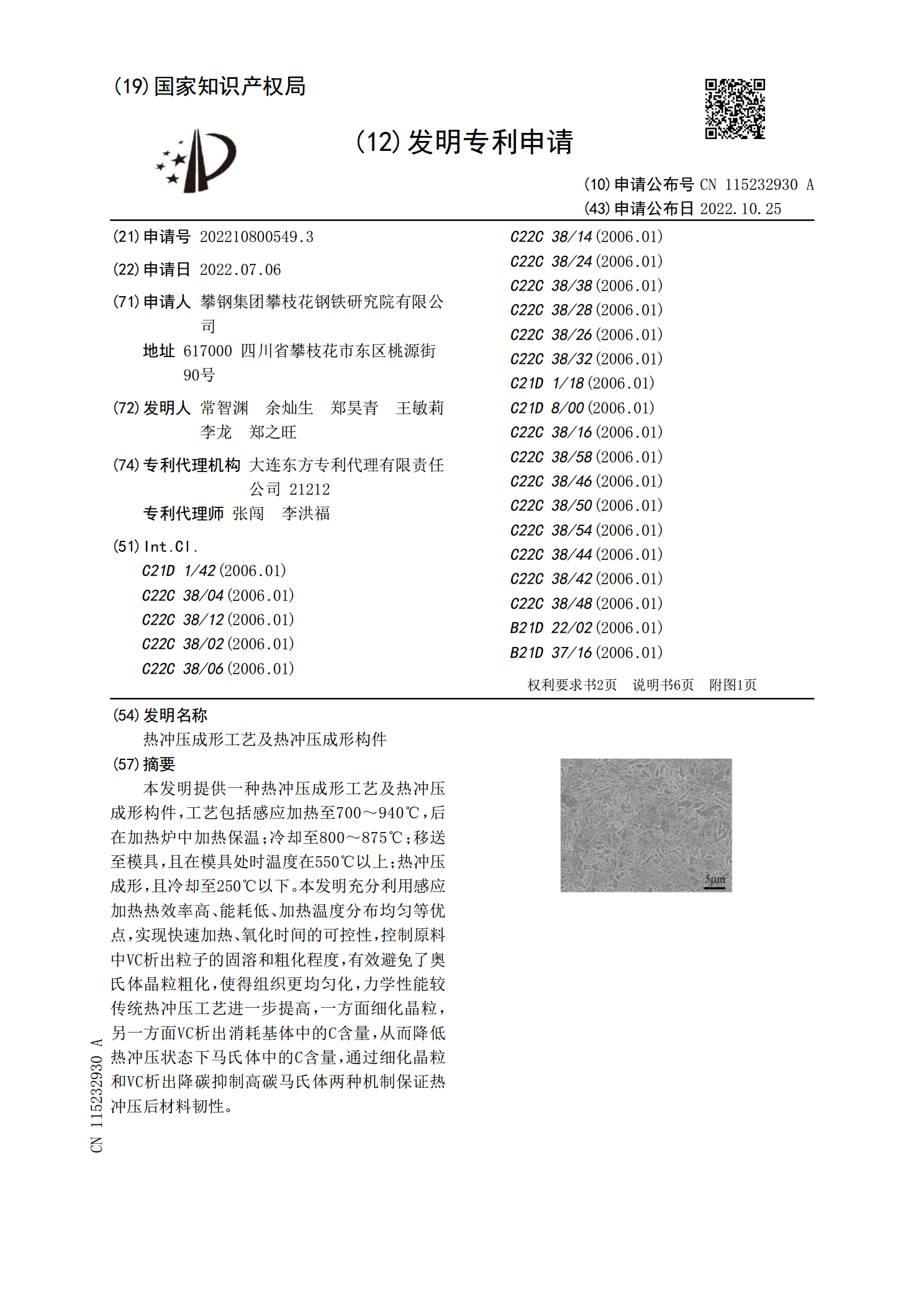
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量

齿轮热冲压设备及齿轮热冲压方法.pdf
本发明公开了一种齿轮热冲压设备,用于通过热冲压的方法加工齿轮,所述齿轮热冲压设备包括加热毛胚料的加热系统、将加热好的毛胚料冲压成齿轮的冲压模具,以及淬火箱、周转槽和输送系统,所述周转箱包括通过向下倾斜的滑槽将热冲压好的齿轮导入淬火箱;淬火箱内盛放有冷却介质并用于对冲压好的齿轮淬火;所述输送系统包括伺服电机和抓取机构,所述伺服电机控制抓取机构将加热好的毛胚料输送至冲压模具内并将冲压好的齿轮输送至周转箱内。与现有技术相比,本发明不但可以延长冲压模具寿命、节约生产资源、提高生产效率并确保齿轮加工精度和使用寿命,
热冲压加热炉和热冲压的方法.pdf
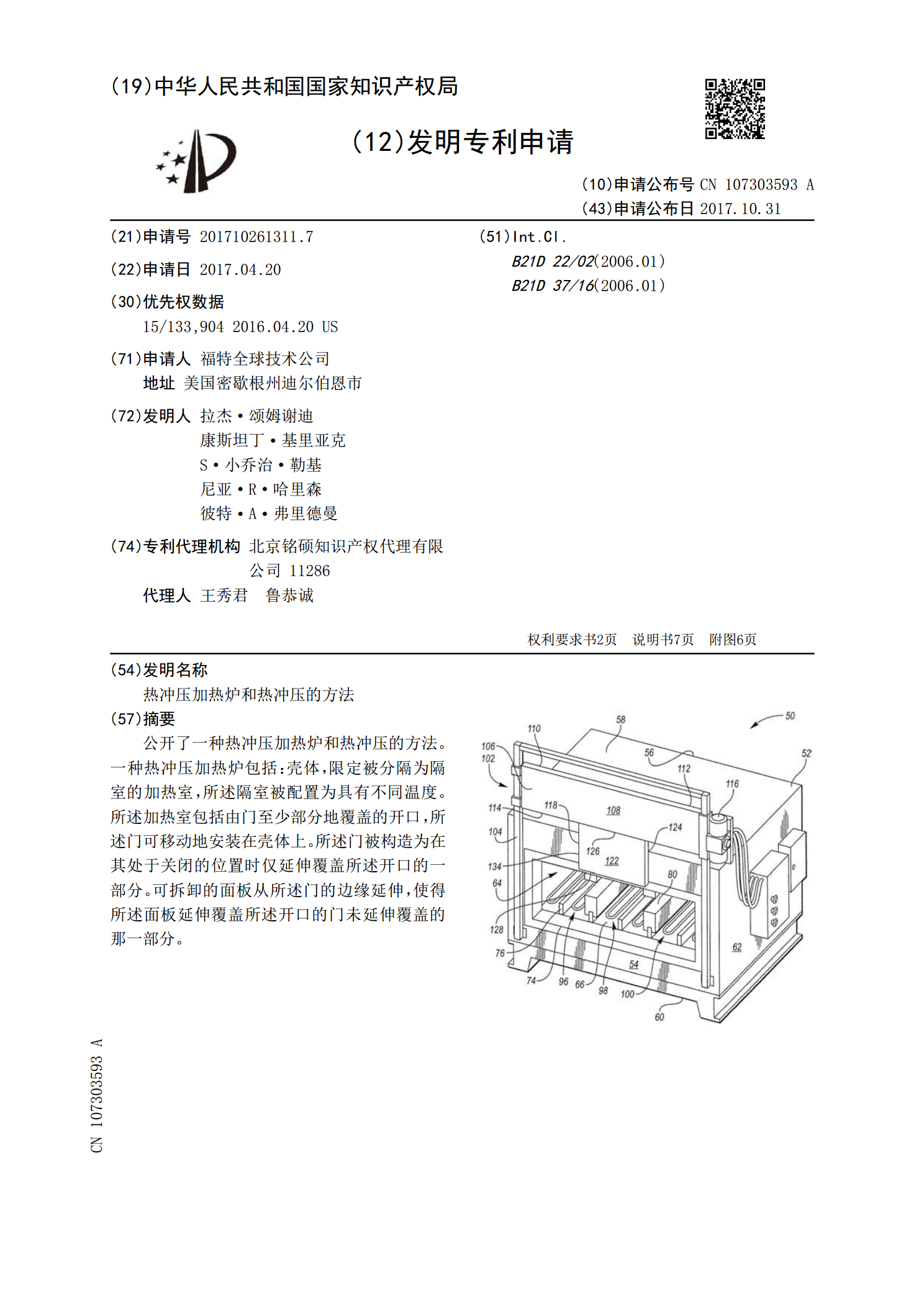
公开了一种热冲压加热炉和热冲压的方法。一种热冲压加热炉包括:壳体,限定被分隔为隔室的加热室,所述隔室被配置为具有不同温度。所述加热室包括由门至少部分地覆盖的开口,所述门可移动地安装在壳体上。所述门被构造为在其处于关闭的位置时仅延伸覆盖所述开口的一部分。可拆卸的面板从所述门的边缘延伸,使得所述面板延伸覆盖所述开口的门未延伸覆盖的那一部分。